Mill atc configuration
- Artur_1617
-
 Topic Author
Topic Author
- Offline
- Premium Member
-

- Posts: 143
- Thank you received: 4
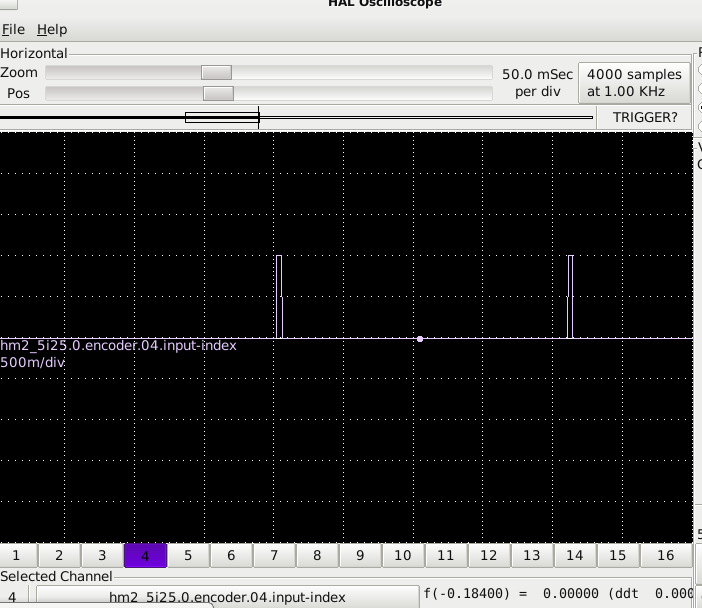
If spindle turn cw encoder.04.input-index when is out of index is false and on index is true this working ok.
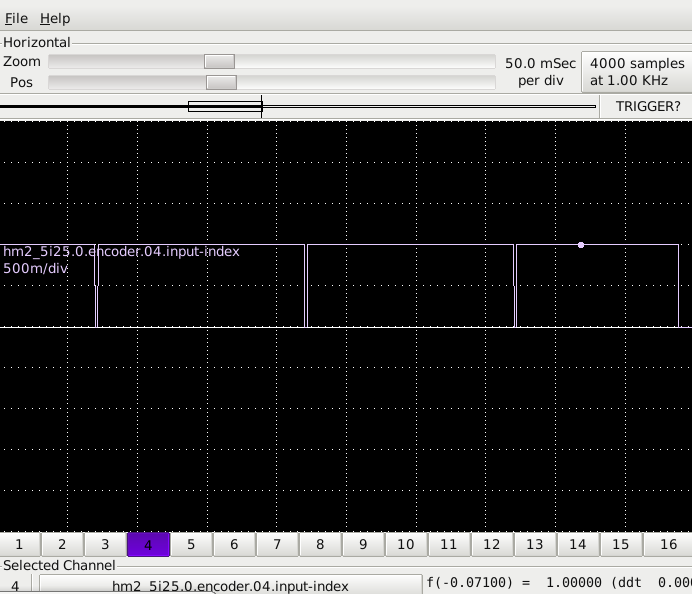
But if spindle turn ccw when is out of index is false but after first past index is set to true and change to false on index
screen1 spindle run cw
screen2 spindle run cww
This is ok?
Attachments:
Please Log in or Create an account to join the conversation.

What kind of sensor are you using?
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
- Posts: 143
- Thank you received: 4
Please Log in or Create an account to join the conversation.
This results in the IC output switching from low state
to high state as the leading edge of a tooth (a rising mechanical
edge, as detected by the IC) passes the package face. In this con-
figuration, the device output switches to its high polarity when a
tooth is the target feature nearest to the package. If the direction
of rotation is reversed, so that the gear rotates from the pin 4 side
to the pin 1 side, then the output polarity inverts. That is, the out-
put signal goes high when a falling edge is detected, and a valley
is nearest to the package.
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
- Posts: 143
- Thank you received: 4
Ordered new index sensor when arrive we go to finish this setup.
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
- Posts: 143
- Thank you received: 4
I see two problems for now;
1 After start linuxcnc and dont turn spindle orient dont start but think this go after solution problem 2
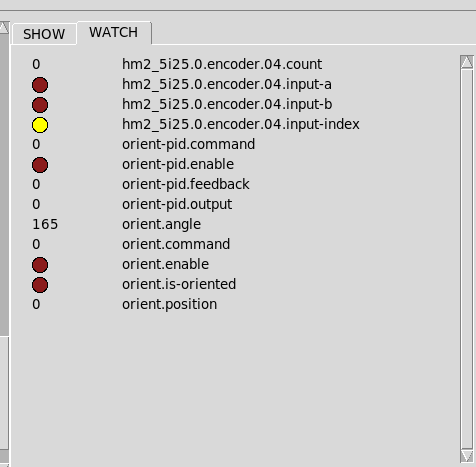
2 After turn spindle and start orient spindle go to encoder.04 count 0 and index and stop but sill is On orient then finish get error time out.
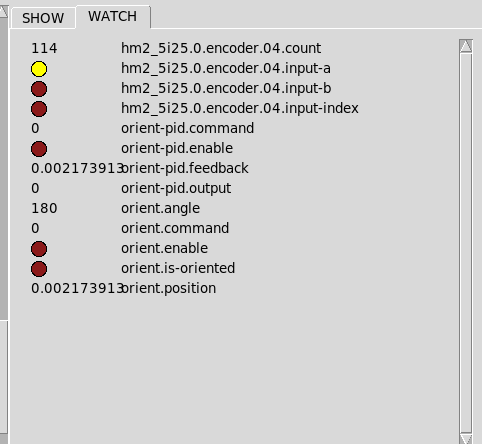
In ini I have orient_offset=115 and in hallshow orient angle is 115 or make command M19 R50 Q10 P0 is 115+50=165 like on 1screenshot
But every time from every position orient.pid-feddback try to go to encoder.04 count 0 and index
First screen is with encoder on index and orient.pid-feddback is 0 but should be some value to go to 165 angle
Second is with encoder count 114 and this is angle 180 and here orient.pid-feddback should be 0 but try to go to index...
Please Log in or Create an account to join the conversation.
As for the screenshots, I'm confused because 'orient.enable' is low so I would not expect anything to happen.
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
- Posts: 143
- Thank you received: 4
On screenshots I dont start orient only turn spindle with hand to positions for showing orient-pid.feedback is wrong and all time go to index.
Please Log in or Create an account to join the conversation.
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
- Posts: 143
- Thank you received: 4
I think problem is any change in orient-pid.command and orient.command is still 0
Please Log in or Create an account to join the conversation.