Work with probe
22 Sep 2015 04:05 #62841
by licantrop
Replied by licantrop on topic Work with probe
Hi Verser!
Thank you for your work on this nice probe_screen.
I just wanted to give a bit of feedback regarding some minor Bugs in your screen. Maybe that helps to improve your nice work.")
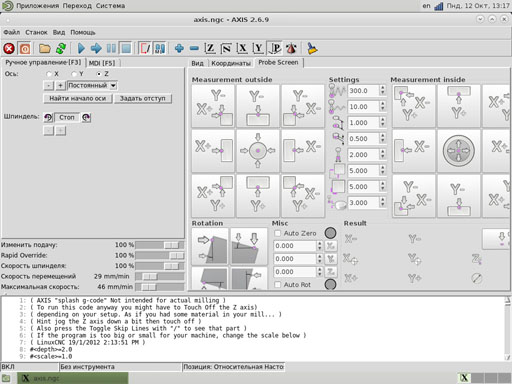
I m just testing the version from today from Probe_screen_master
- Measurement outside:
- Tooltip says: "Cilinder" should be "Cylinder"
- Settings:
- The input field of "Search Velocity" has no black Frame. All the other settings do have it.
- Misc:
- "Auto Rott" should be "Auto Rot" as i think Rot is short for Rotation.
- Result:
- The tooltips have a bit of an offset to the right, or should i say the boxes end too far in the right.
For example: if i place cursor over the pictogramm of "Diameter" the tooltip says "Probe Y+ pos."
When i move cursor to the right (and off the pictogramm) it says "Diameter. I hope you know what i mean.
Hope it helps for making it even better.
Have a nice day.
Mathias
Thank you for your work on this nice probe_screen.
I just wanted to give a bit of feedback regarding some minor Bugs in your screen. Maybe that helps to improve your nice work.
I m just testing the version from today from Probe_screen_master
- Measurement outside:
- Tooltip says: "Cilinder" should be "Cylinder"
- Settings:
- The input field of "Search Velocity" has no black Frame. All the other settings do have it.
- Misc:
- "Auto Rott" should be "Auto Rot" as i think Rot is short for Rotation.
- Result:
- The tooltips have a bit of an offset to the right, or should i say the boxes end too far in the right.
For example: if i place cursor over the pictogramm of "Diameter" the tooltip says "Probe Y+ pos."
When i move cursor to the right (and off the pictogramm) it says "Diameter. I hope you know what i mean.
Hope it helps for making it even better.
Have a nice day.
Mathias
The following user(s) said Thank You: verser
Please Log in or Create an account to join the conversation.
29 Sep 2015 04:21 - 29 Sep 2015 04:25 #63166
by Steiner
Replied by Steiner on topic Work with probe
Dear Users,
I am happy to say "Hello!", while it is my first post on the forum. It will be nice time here
Thank you for developing this measuring probe feature.
Probe calibration method presented already by lerman is really clever, but I would like to suggest a typical one: (maybe it is obvious to you)
1. Calibration ring is fixed to the machine and will stay there for some years.
2. Finding ring center coordinates in machine cordinates system using this device (01:15):
so that theoretical spindle axis is going through ring centerpoint
This calibration is performed only one time, because ring is fixed to machine table.
3. Calibration of the probe: positioning spindle with the probe in already measured ring center point.
4. Performing measuring (06:25 in the same video)
and calculating offsets.
Features:
-No spindle rotation needed -> good repeatability*
Drawbacks:
-for stepper motor machine with no measuring systems: ring center positioning repeatability is equal to repeatability of homing endstops.
-fixed calibration ring takes some working area.
What are your views about this method?
Best Regards, Jakub
I am happy to say "Hello!", while it is my first post on the forum. It will be nice time here
Thank you for developing this measuring probe feature.
Probe calibration method presented already by lerman is really clever, but I would like to suggest a typical one: (maybe it is obvious to you)
1. Calibration ring is fixed to the machine and will stay there for some years.
2. Finding ring center coordinates in machine cordinates system using this device (01:15):
so that theoretical spindle axis is going through ring centerpoint
This calibration is performed only one time, because ring is fixed to machine table.
3. Calibration of the probe: positioning spindle with the probe in already measured ring center point.
4. Performing measuring (06:25 in the same video)
and calculating offsets.
Features:
-No spindle rotation needed -> good repeatability*
Drawbacks:
-for stepper motor machine with no measuring systems: ring center positioning repeatability is equal to repeatability of homing endstops.
-fixed calibration ring takes some working area.
What are your views about this method?
Best Regards, Jakub
Last edit: 29 Sep 2015 04:25 by Steiner.
Please Log in or Create an account to join the conversation.
- LearningLinuxCNC
-

- Offline
- Platinum Member
-

Less
More
- Posts: 320
- Thank you received: 48
10 Oct 2015 06:30 #63638
by LearningLinuxCNC
Replied by LearningLinuxCNC on topic Work with probe
I have been working with probe screen in gmoccapy. When I switch to the probe screen on a user tab and do the first probe move after switching to the probe screen and starting the first probe routine the screen changes back to the main gmoccapy screen. Once I go back to the user tab and do subsequent moves it remains on the probe screen.
If I switch to another gmoccapy screen then back to the probe screen user tab it happens the same all over again. I am not sure if this can be fixed in probe screen or if it is an issue in gmoccapy.
If I switch to another gmoccapy screen then back to the probe screen user tab it happens the same all over again. I am not sure if this can be fixed in probe screen or if it is an issue in gmoccapy.
Please Log in or Create an account to join the conversation.
06 Nov 2015 04:22 #64857
by cahlfors
Replied by cahlfors on topic Work with probe
Dear community,
I have been playing around with this tool and find it very useful, indeed. However, I am using Axis and are unable to fit the GUI in the available space. It seems to be made static in size and so some of it is hidden and can not be made visible. I tried to redesign it in Glade to make it scalable to fit the available space, or at least introduce scrollbars, but have given up. Are there any Glade wizards out there who know how to do this?
Thanks,
/Chris
I have been playing around with this tool and find it very useful, indeed. However, I am using Axis and are unable to fit the GUI in the available space. It seems to be made static in size and so some of it is hidden and can not be made visible. I tried to redesign it in Glade to make it scalable to fit the available space, or at least introduce scrollbars, but have given up. Are there any Glade wizards out there who know how to do this?
Thanks,
/Chris
Please Log in or Create an account to join the conversation.

06 Nov 2015 19:46 #64887
by verser
I have plans to fix it in the nearest update.
Replied by verser on topic Work with probe
There is such a flaw with displays 1024x768...I am using Axis and are unable to fit the GUI in the available space.
I have plans to fix it in the nearest update.
The following user(s) said Thank You: cahlfors
Please Log in or Create an account to join the conversation.

10 Nov 2015 04:26 #65059
by thor44
Replied by thor44 on topic Work with probe
Hi Nitro,
The last I heard you crashed your probe, did you get it repaired? how is working? Do you have any videos yet? I know so many questions and I'm not trying to be pushy, I'm curious to know.
Thanks
Thor
The last I heard you crashed your probe, did you get it repaired? how is working? Do you have any videos yet? I know so many questions and I'm not trying to be pushy, I'm curious to know.
Thanks
Thor
Please Log in or Create an account to join the conversation.
- LearningLinuxCNC
-
- Offline
- Platinum Member
-
Less
More
- Posts: 320
- Thank you received: 48
10 Nov 2015 13:03 #65073
by LearningLinuxCNC
Replied by LearningLinuxCNC on topic Work with probe
Thor
I did get my probe working again. I made the videos on the touch probe and they are located in the following thread. I am planning on making some more videos soon but I have been working on getting my new workshop ready for the winter.
forum.linuxcnc.org/forum/32-documents/29...inuxcnc-video-series
I did get my probe working again. I made the videos on the touch probe and they are located in the following thread. I am planning on making some more videos soon but I have been working on getting my new workshop ready for the winter.
forum.linuxcnc.org/forum/32-documents/29...inuxcnc-video-series
The following user(s) said Thank You: verser
Please Log in or Create an account to join the conversation.
14 Mar 2016 09:56 #71618
by cusna
Replied by cusna on topic I can not configure
Hi,
I hope someone help me, I can not configure, does not work, I do not see axis.
I have ubuntu 10.04 and linuxcnc 2.6.12.
My config.ini, name is fresa.ini and is locate: /home/dino/linuxcnc/configs/fresa/fresa.ini
1)I have created three folder macros,probe_icons,python in /home/dino/linuxcnc/configs/fresa/
2)and have copied all file from git in their respective directories (macros,probe_icons,python).
3) I have add:
EMBED_TAB_NAME=Probe Screen
EMBED_TAB_COMMAND=halcmd loadusr -Wn gladevcp gladevcp -c gladevcp -u python/probe_screen.py -x {XID} probe_icons/probe_screen.glade
[RS274NGC]
FEATURES=30
SUBROUTINE_PATH = your_subroutine_path
[TOOLSENSOR]
# Control probe rapid speed
RAPID_SPEED = 600
in the file fresa.ini
4) Have copyed .axisrc in /
Where am I wrong?
Thanks
I hope someone help me, I can not configure, does not work, I do not see axis.
I have ubuntu 10.04 and linuxcnc 2.6.12.
My config.ini, name is fresa.ini and is locate: /home/dino/linuxcnc/configs/fresa/fresa.ini
1)I have created three folder macros,probe_icons,python in /home/dino/linuxcnc/configs/fresa/
2)and have copied all file from git in their respective directories (macros,probe_icons,python).
3) I have add:
EMBED_TAB_NAME=Probe Screen
EMBED_TAB_COMMAND=halcmd loadusr -Wn gladevcp gladevcp -c gladevcp -u python/probe_screen.py -x {XID} probe_icons/probe_screen.glade
[RS274NGC]
FEATURES=30
SUBROUTINE_PATH = your_subroutine_path
[TOOLSENSOR]
# Control probe rapid speed
RAPID_SPEED = 600
in the file fresa.ini
4) Have copyed .axisrc in /
Where am I wrong?
Thanks
Please Log in or Create an account to join the conversation.
14 Mar 2016 11:10 #71623
by cncbasher
Replied by cncbasher on topic I can not configure
please post your full config folder ( fresa) as an archive
if you open a terminal and type dmesg if should give you an error message if you read down the list
it will give you the filename and the line number of the error , and a message pertaining to the error
if you open a terminal and type dmesg if should give you an error message if you read down the list
it will give you the filename and the line number of the error , and a message pertaining to the error
The following user(s) said Thank You: verser
Please Log in or Create an account to join the conversation.
14 Mar 2016 13:32 #71630
by cusna
Replied by cusna on topic I can not configure
the name is FRESA-DINO nun bur but still does not change anything,
I completely deleted the log file and then I launched LinuxCNC but it seems they are not errors generated (file attached)
I completely deleted the log file and then I launched LinuxCNC but it seems they are not errors generated (file attached)
Please Log in or Create an account to join the conversation.
Time to create page: 0.275 seconds