CNC Plasma cutters, DIY, building info and guide
- tommylight
-
 Topic Author
Topic Author
- Away
- Moderator
-

Less
More
- Posts: 19011
- Thank you received: 6371
21 Mar 2019 00:46 #129130
by tommylight
Replied by tommylight on topic CNC Plasma cutters, DIY, building info and guide
I have to agree with you on that walking on the machine, that is a no no while it is working.
Had the same issue some years ago with i client i installed and wired and programmed a Kuka robot, he insisted on not installing fences and making it work faster ! I did not make it run faster, i set it at 25% and left it there. No one got injured ever! At 100% that would not be the case. When moving slow people have time to see it and move away from it, at high speeds even if they see it they can not move out of the way fast enough.
Moving several hundred kilos of weight at over 36 meters per minute when the arm is fully extended is to much.
Had the same issue some years ago with i client i installed and wired and programmed a Kuka robot, he insisted on not installing fences and making it work faster ! I did not make it run faster, i set it at 25% and left it there. No one got injured ever! At 100% that would not be the case. When moving slow people have time to see it and move away from it, at high speeds even if they see it they can not move out of the way fast enough.
Moving several hundred kilos of weight at over 36 meters per minute when the arm is fully extended is to much.
Please Log in or Create an account to join the conversation.
- thefabricator03
- Offline
- Platinum Member
-

Less
More
- Posts: 1130
- Thank you received: 533
22 Apr 2019 10:23 #131479
by thefabricator03
Replied by thefabricator03 on topic CNC Plasma cutters, DIY, building info and guide
Ill add some of my experience in this thread, lot of good info in here already,
Production plamsa is messy, really messy. My machine cuts at up to three of these type of sheets per day,
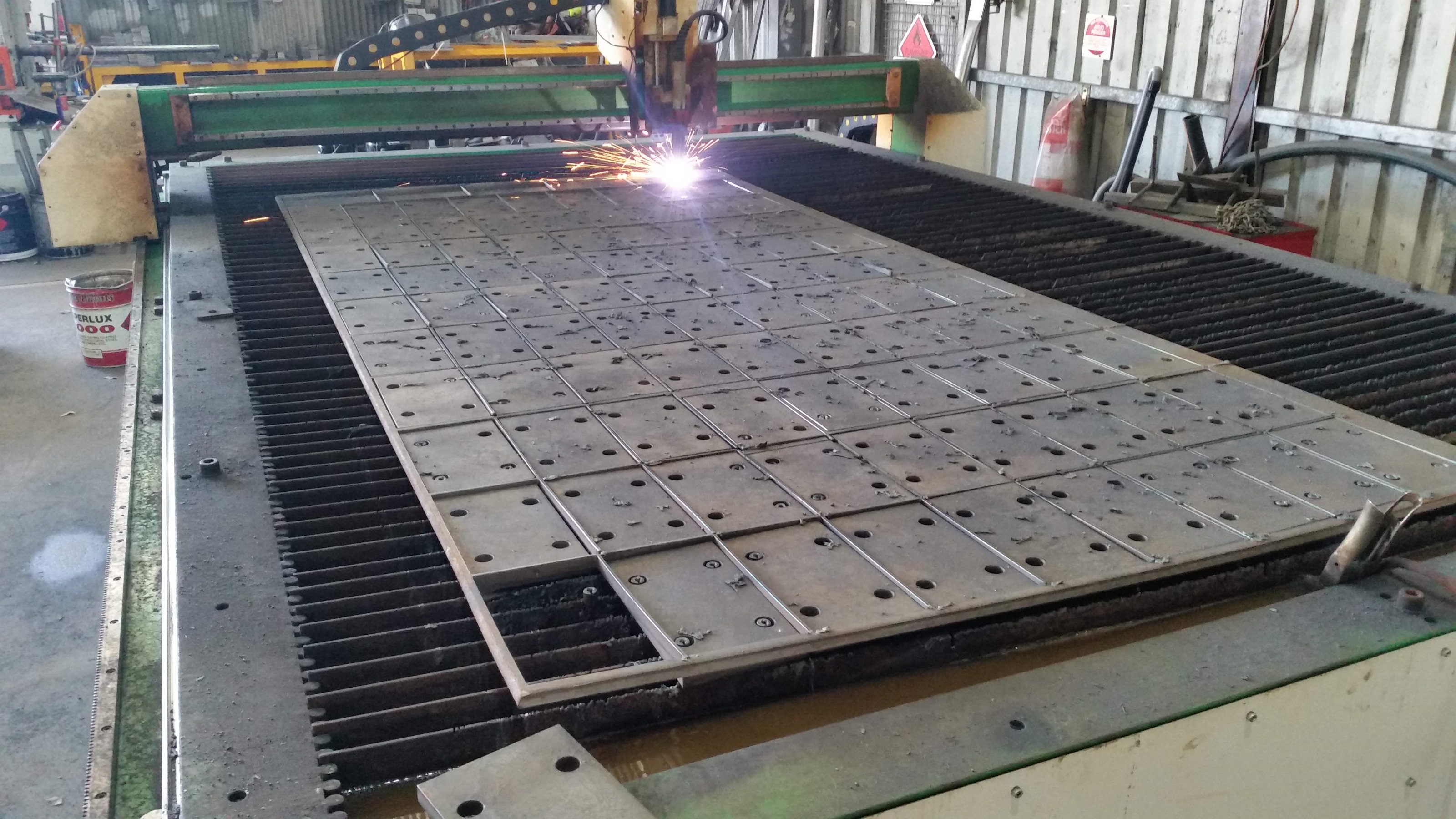
After two weeks of cutting I had to clean out the machine and filled up half a 44 gallon drum full of plamsa sludge,

Due to the need to clean out the machine constantly I had to redesign how my slats fit into the table.
My first design had the slat holder as part of the machine frame. This meant I had to put out each slat every time I needed to clean out the machine.. Very time consuming.

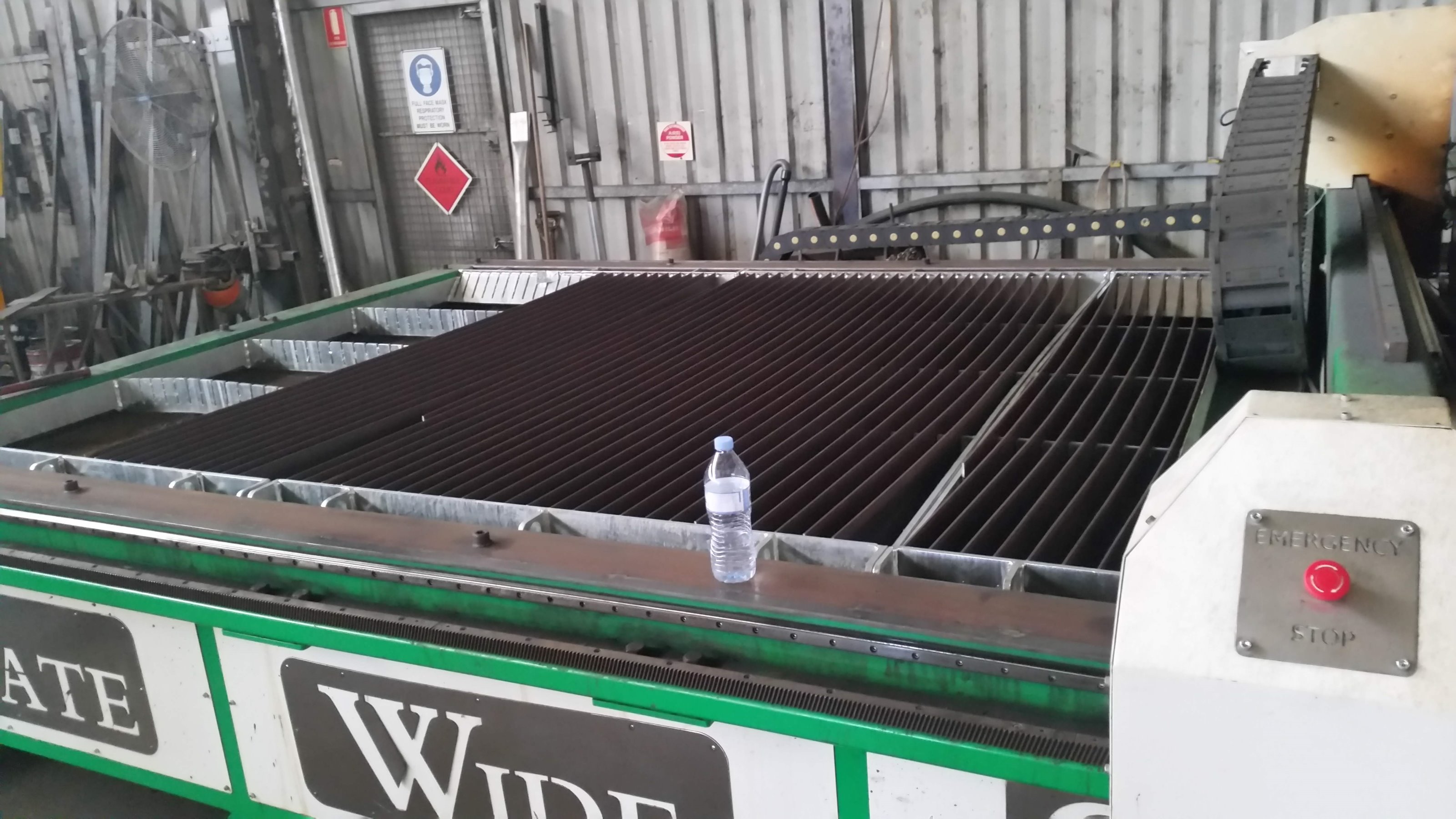
My new design incorporated removeable sections that the slats fit into,

Now when I need to clean out the machine I lift out each section with a forklift and a jib instead of removing each slat at a time,
Production plamsa is messy, really messy. My machine cuts at up to three of these type of sheets per day,
After two weeks of cutting I had to clean out the machine and filled up half a 44 gallon drum full of plamsa sludge,
Due to the need to clean out the machine constantly I had to redesign how my slats fit into the table.
My first design had the slat holder as part of the machine frame. This meant I had to put out each slat every time I needed to clean out the machine.. Very time consuming.
My new design incorporated removeable sections that the slats fit into,
Now when I need to clean out the machine I lift out each section with a forklift and a jib instead of removing each slat at a time,
Attachments:
Please Log in or Create an account to join the conversation.
- thefabricator03
- Offline
- Platinum Member
-
Less
More
- Posts: 1130
- Thank you received: 533
22 Apr 2019 10:41 #131485
by thefabricator03
Replied by thefabricator03 on topic CNC Plasma cutters, DIY, building info and guide
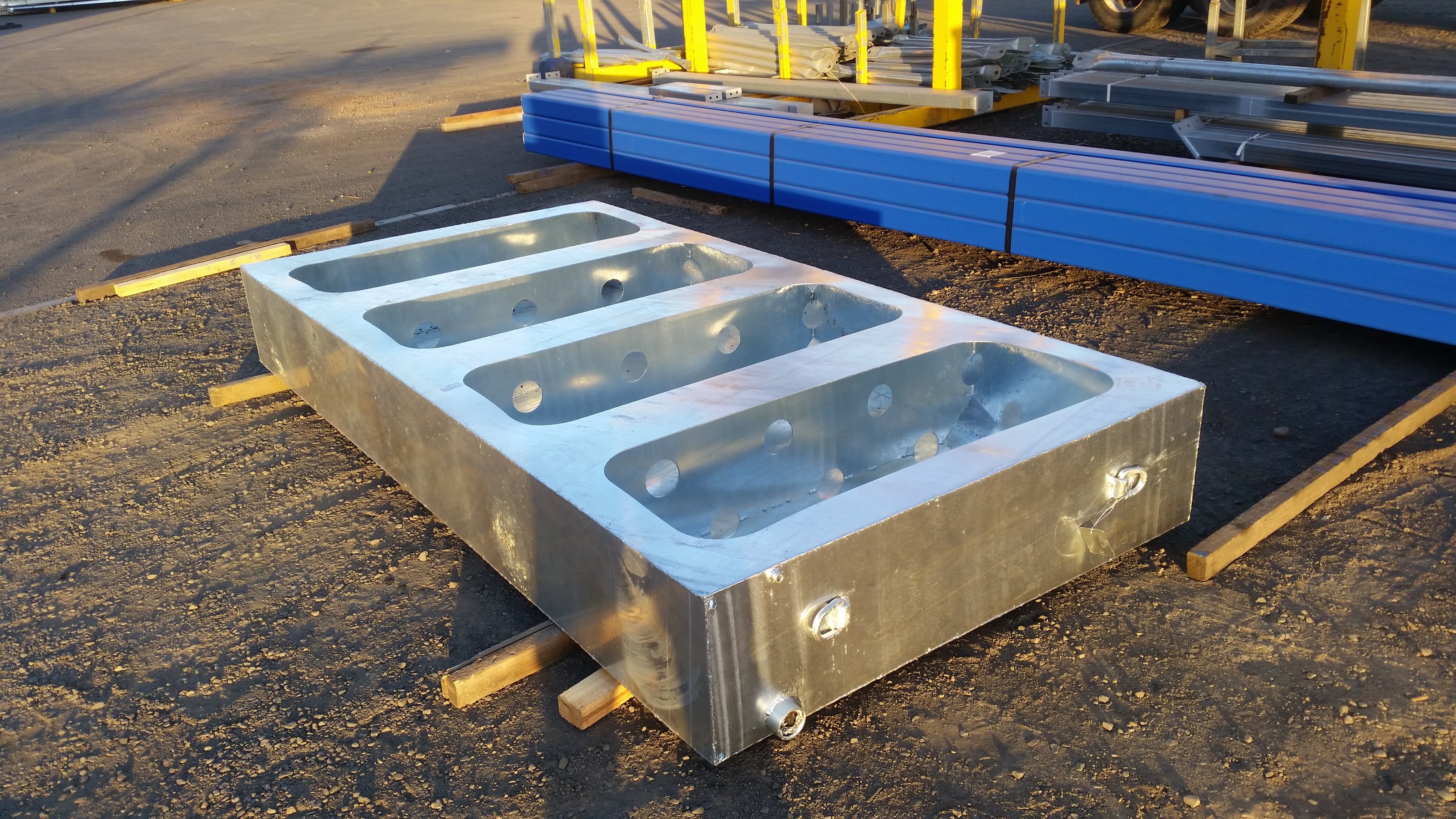
Water table design,
My table incorportates a large water pan made out of 1.6 black steel sheet,

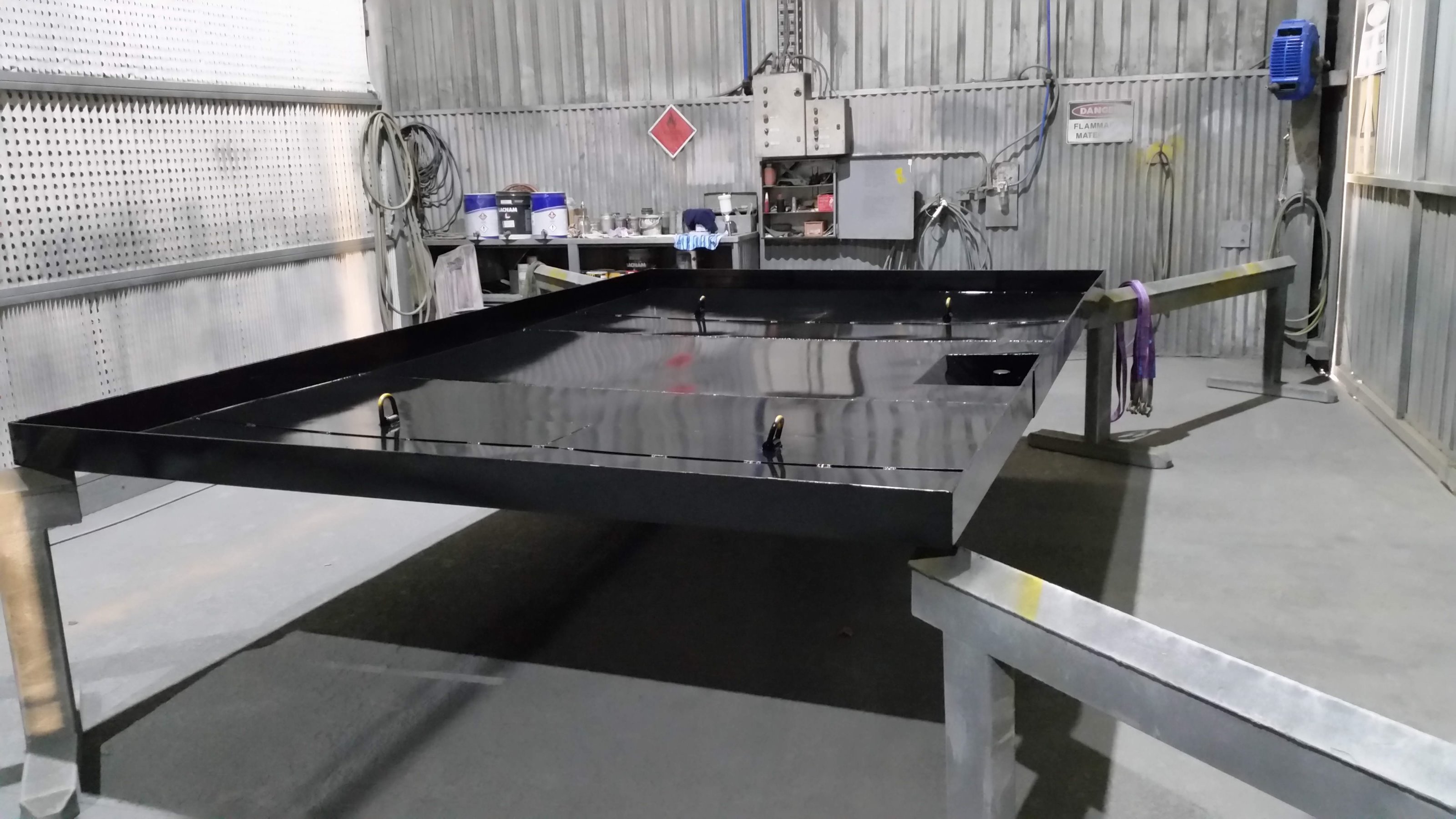
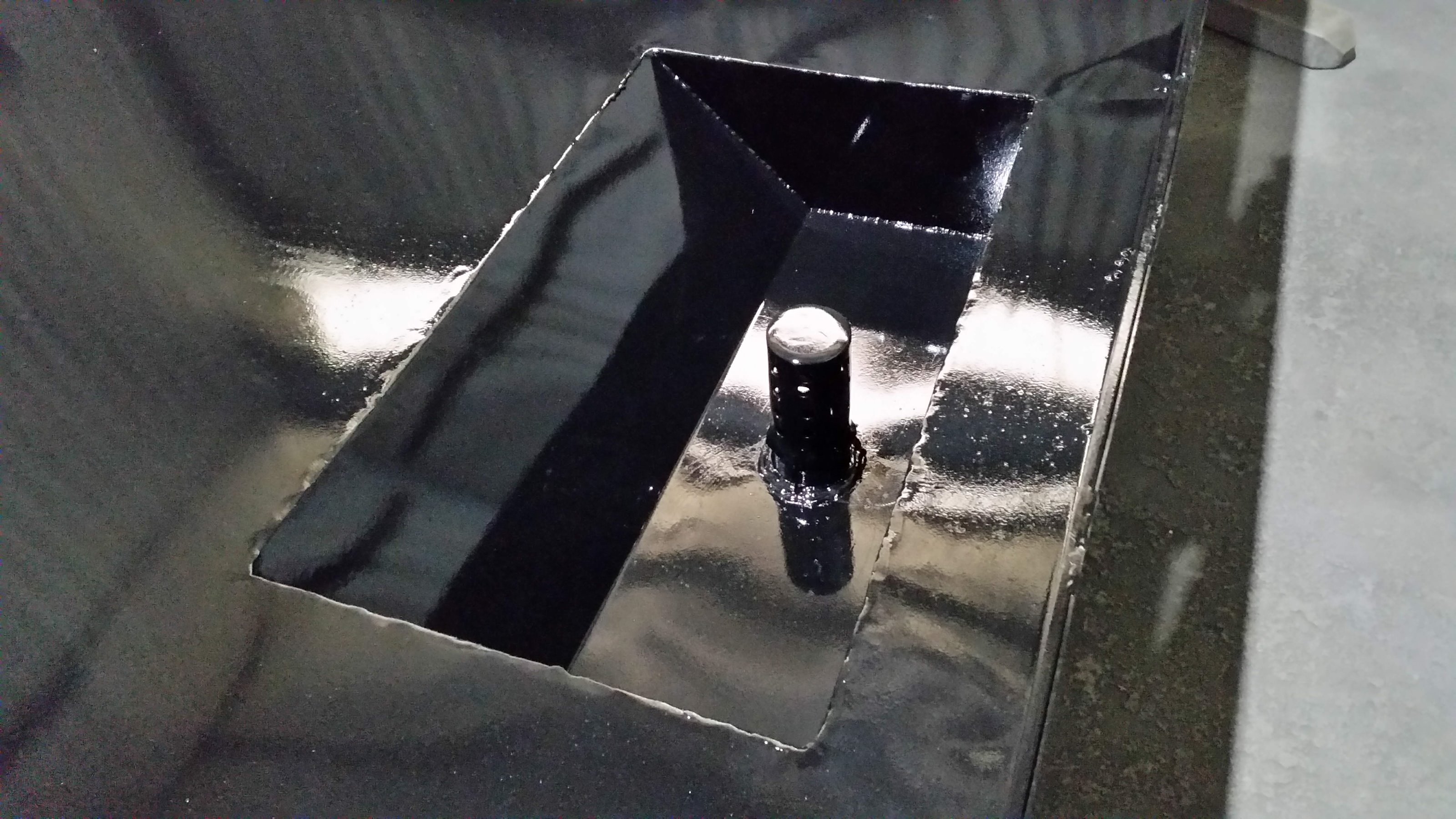
My slat holder mount laps over the pan so the water level can come up to the top of the slats.
To move the water I have used a pump instead of the common approach to pressurize the water tank. This is for safety in a work place environment.

My tank is made from 3mm black sheet, I had the tank galvanised after I made it to ensure it will last a long time.
I have left the top of the tank open to allow easy cleaning of sludge. I was meaning to make covers to stop evaporation but I have used it for about half a year with out them and have not noticed much everporation occurring.


My table incorportates a large water pan made out of 1.6 black steel sheet,
My slat holder mount laps over the pan so the water level can come up to the top of the slats.
To move the water I have used a pump instead of the common approach to pressurize the water tank. This is for safety in a work place environment.
My tank is made from 3mm black sheet, I had the tank galvanised after I made it to ensure it will last a long time.
I have left the top of the tank open to allow easy cleaning of sludge. I was meaning to make covers to stop evaporation but I have used it for about half a year with out them and have not noticed much everporation occurring.
Attachments:
Please Log in or Create an account to join the conversation.

22 Apr 2019 10:44 #131486
by rodw
Replied by rodw on topic CNC Plasma cutters, DIY, building info and guide
Looks good what you have done. Have you considered a down draft table?
That seems the way to go for commercial work.
When you migrate to Linuxcnc, you'll be able to zone it. I wrote a component to trigger air rams based on the axis position for exactly that purpose. I was going to rewrite it to be more general purpose so you could define any number of zones.
This ram is much bigger than you need, but it gives you an idea how it can be done.
That seems the way to go for commercial work.
When you migrate to Linuxcnc, you'll be able to zone it. I wrote a component to trigger air rams based on the axis position for exactly that purpose. I was going to rewrite it to be more general purpose so you could define any number of zones.
This ram is much bigger than you need, but it gives you an idea how it can be done.
The following user(s) said Thank You: tommylight, thefabricator03
Please Log in or Create an account to join the conversation.
- thefabricator03
- Offline
- Platinum Member
-
Less
More
- Posts: 1130
- Thank you received: 533
22 Apr 2019 11:31 #131490
by thefabricator03
Replied by thefabricator03 on topic CNC Plasma cutters, DIY, building info and guide
Rod,
Yes I have considered a down draft table,
I decided against it for the following reasons,
Once you have the ducting set up its not easy to move the machine to another spot in the workshop if needed.
Our shed has a eave height of 7 meters and a apex height of 10 meters, Making installing ducting not as easy as a shed with a lower ceiling.
My old control system (CandCNC) did not have provisions for zoning the fan suction, meaning I would either need to design something to work with the controls or have a really large suction fan for the entire table area (4000x2500).
So far I don't really see much of a downside to having a water table apart from water spray when the torch finishes and having to clean out the sludge it hasn't been too painful to work with.
Yes I have considered a down draft table,
I decided against it for the following reasons,
Once you have the ducting set up its not easy to move the machine to another spot in the workshop if needed.
Our shed has a eave height of 7 meters and a apex height of 10 meters, Making installing ducting not as easy as a shed with a lower ceiling.
My old control system (CandCNC) did not have provisions for zoning the fan suction, meaning I would either need to design something to work with the controls or have a really large suction fan for the entire table area (4000x2500).
So far I don't really see much of a downside to having a water table apart from water spray when the torch finishes and having to clean out the sludge it hasn't been too painful to work with.
Please Log in or Create an account to join the conversation.
22 Apr 2019 11:59 - 22 Apr 2019 12:00 #131491
by rodw
Anyway, it will be pretty trivial with mesa cards providing enough outputs. The beauty of LInuxcnc is its so extensible. Here is all the code you need for 2 zones utilising a 2 position flap so 4-6 zones would not need much more.
Trivial hey!
Replied by rodw on topic CNC Plasma cutters, DIY, building info and guide
My neighbour purchased a machine from New Zealand before Christmas with 200 amp PowerMax on it. he ducts it straight up with a snail blower beside the table. Our roof is about 7 metres and it did not worry him much (but he already had it there for his previous table.Rod,
Yes I have considered a down draft table,
Anyway, it will be pretty trivial with mesa cards providing enough outputs. The beauty of LInuxcnc is its so extensible. Here is all the code you need for 2 zones utilising a 2 position flap so 4-6 zones would not need much more.
pin in float position "Motion signal for Axis position";
pin out bit trigger "True if downdraft segment should be triggered";
param rw float cutover "Absolute axis coordinate above which triggers zone change";
function _;
license "GPL";
;;
#include <rtapi_math.h>
FUNCTION(_) {
if(position > cutover)
trigger = 1;
else
trigger = 0;
}Trivial hey!
Last edit: 22 Apr 2019 12:00 by rodw.
Please Log in or Create an account to join the conversation.
- tommylight
-
Topic Author
- Away
- Moderator
-
Less
More
- Posts: 19011
- Thank you received: 6371
22 Apr 2019 12:33 #131495
by tommylight
Replied by tommylight on topic CNC Plasma cutters, DIY, building info and guide
Thank you guys,
The only reason i do not like down draft and prefer the water table is that you are putting out heavy fumes made out of vaporised metal and whatever else got burnt in the process for your neighbours to enjoy !
Water table after a long use smells disgusting and that smell stays with you for several days after, but it is much less dangerous.
What about sludge disposal ? Here a local junk yards collects it at 4 to 5 cents per Kg. Not much but much better than throwing it.
The only reason i do not like down draft and prefer the water table is that you are putting out heavy fumes made out of vaporised metal and whatever else got burnt in the process for your neighbours to enjoy !
Water table after a long use smells disgusting and that smell stays with you for several days after, but it is much less dangerous.
What about sludge disposal ? Here a local junk yards collects it at 4 to 5 cents per Kg. Not much but much better than throwing it.
The following user(s) said Thank You: thefabricator03
Please Log in or Create an account to join the conversation.
- thefabricator03
- Offline
- Platinum Member
-
Less
More
- Posts: 1130
- Thank you received: 533
22 Apr 2019 13:30 #131502
by thefabricator03
Replied by thefabricator03 on topic CNC Plasma cutters, DIY, building info and guide
No worries Tom,
We have our own small steel scrap bin that we just use for the plasma sludge, we only let it get halfway full otherwise it gets to heavy to pick up with our 5 ton forklift.
There is a lot of weight in steel particles!!
The other reason for the water table is as Tom mentioned, dry cutting produces a lot of smoke, venting to the atmosphere is one option if you dont have neighbours close by otherwise you need to filter the fume output which quickly gets very expensive if you plan on doing it right.

One of the major cost in a commercial laser system is the fume extraction system, but when you can cut just about any material the fumes are more than likely going to be highly toxic,
We have our own small steel scrap bin that we just use for the plasma sludge, we only let it get halfway full otherwise it gets to heavy to pick up with our 5 ton forklift.
There is a lot of weight in steel particles!!
The other reason for the water table is as Tom mentioned, dry cutting produces a lot of smoke, venting to the atmosphere is one option if you dont have neighbours close by otherwise you need to filter the fume output which quickly gets very expensive if you plan on doing it right.
One of the major cost in a commercial laser system is the fume extraction system, but when you can cut just about any material the fumes are more than likely going to be highly toxic,
Attachments:
Please Log in or Create an account to join the conversation.

22 Apr 2019 14:13 #131508
by pl7i92
Replied by pl7i92 on topic CNC Plasma cutters, DIY, building info and guide
lots of ways to do it
without air soker it is not workabel over 15min
and a water bed is the best to keep all things clean
5mm below part it is good the spray can cool the part down
with at least 2inches of water at 100+Amps
1inch at 50A
without air soker it is not workabel over 15min
and a water bed is the best to keep all things clean
5mm below part it is good the spray can cool the part down
with at least 2inches of water at 100+Amps
1inch at 50A
The following user(s) said Thank You: jmr, thefabricator03
Please Log in or Create an account to join the conversation.
- tommylight
-
Topic Author
- Away
- Moderator
-
Less
More
- Posts: 19011
- Thank you received: 6371
22 Apr 2019 14:30 #131510
by tommylight
Replied by tommylight on topic CNC Plasma cutters, DIY, building info and guide
Usually i have 7cm (3") from the material and another 3 to 4cm (1 to 1.5" roughly) above the material.
Usually the water level is up to the material or a bit under, but i very often fill above the material so the torch nozzle dives in and fires under water and cuts under water. This way i get no smoke at all.
Usually when i do that i hear a lot of people screaming that it is not possible or safe or many other opinions, and that is always nice for some laughs.
All the plasmas ihave, hmmm, had work under water.
Usually the water level is up to the material or a bit under, but i very often fill above the material so the torch nozzle dives in and fires under water and cuts under water. This way i get no smoke at all.
Usually when i do that i hear a lot of people screaming that it is not possible or safe or many other opinions, and that is always nice for some laughs.
All the plasmas i
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.750 seconds