Spindle Tool
The first update of current_tool, when the toolchanger is initialised, will prompt iocontrol to set the tool number to that value, so as to initialise Linuxcnc and Axis.
Thereafter you must send a signal that the tool number needs changing, by setting tool_altered to TRUE.
You will have to add a bit out pin to your component to do this
Have another look at post 28183 on this thread for the logic in a bit more detail
regards
Please Log in or Create an account to join the conversation.
I set the tool in post-gui.hal net Spindelwerkzeug => iocontrol.0.current_tool
The net command links a SIGNAL and 1 or more pins
HAL will create a signal called Spindelwerkzeug and link it to iocontrol.0.current_tool if this is what you input.
Should be net new-tool-signal Spindelwerkzeug => iocontrol.0.current_tool
Please Log in or Create an account to join the conversation.
I will try this tomorrow
Please Log in or Create an account to join the conversation.

The (badly adhered-to) standard for hal pin naming is to use hyphens not underscores for separators.](both with underscore not dash separator)
This was probably not the sensible choice.
Please Log in or Create an account to join the conversation.
I'm right back from testing, and it works.
thanks a lot. Hopefully it will implent in the next Linuxcnc version also.
hello andypugh,
i saw the different, hopefully this will not be a problem?
Thanks for your help
Please Log in or Create an account to join the conversation.
Hello ArcEye,
I'm right back from testing, and it works.
thanks a lot. Hopefully it will implent in the next Linuxcnc version also.
Glad it works for you, I doubt if if it will be adopted for all the previous reasons, but it is open source so we can go any route we choose to.
hello andypugh,
i saw the different, hopefully this will not be a problem?
The standard variable separator in C is an underscore, largely because it cannot be confused with a mathematical operator.
Also programmers are lazy and all the constants which are upper case can easily be written with the shift depressed.
Whatever!?
regards
Please Log in or Create an account to join the conversation.
the last days I had off.
this still works.
Many thanks.
Hope we will found a solution withe the coming new version.
But one question.
When I do Txx
then some lines work
M6
the tool will change.
But how can I see the tool is selected?
I mean the tool number and a strobe signal?
My next project may be a chain toolchanger, and i want to move the tool from the chain ( this needs a while )
and when M6 occurs just change.
Please Log in or Create an account to join the conversation.
Glad it still works for you.
It is quite common in large machines to have complicated and quite slow tool carousels and for the next tool required to be prepped in advance by a Tn command
The default connections for hal_toolchange as set up by stepconf, just connect iocontrol.n.tool-prepare to iocontrol.n.tool-prepared, effectively bypassing the preparation stage.
You just need to separate these and connect to your component. When the tool-prepare signal is received, tool-prep-number holds the tool number to be prepared.
Do what ever you need to to get this tool ready for the next toolchange and then set the tool-prepared signal TRUE, to signal you are ready.
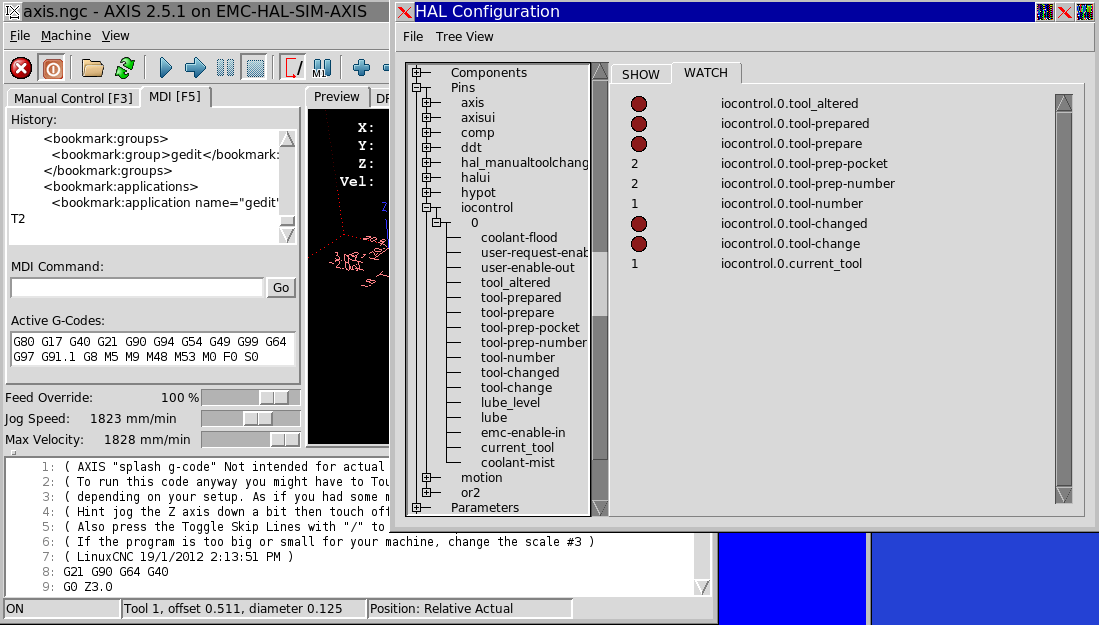
The attached screen shot shows a sim where I have your iocontrol binary in use
I changed to Tool 1 by setting iocontrol.0.current_tool to 1
I then did a MDI command 'T2' and you can see that tool-prep-number is now 2.
Hopefully that explains it.
regards
Please Log in or Create an account to join the conversation.
today I find a big Problem.
some times it will do no toolchange and the G-Programm will continue.
I tested now in MDI T12m6
and nothing changed in the io controls.
Any ideas?
Sorry,
I changed the toolchange.comp anf forgot the signal tool_altered
Thanks
Thomas
Please Log in or Create an account to join the conversation.
Sorry,
I changed the toolchange.comp anf forgot the signal tool_altered
Thanks
Thomas
No Problem - if I don't write it down I forget everything!
regards
Please Log in or Create an account to join the conversation.