- Configuring LinuxCNC
- Advanced Configuration
- [solved] Rehoming Lathespidle / Rotary-Axis from inside GCode
[solved] Rehoming Lathespidle / Rotary-Axis from inside GCode
- chris@cnc
- Offline
- Platinum Member
-

- Posts: 529
- Thank you received: 140
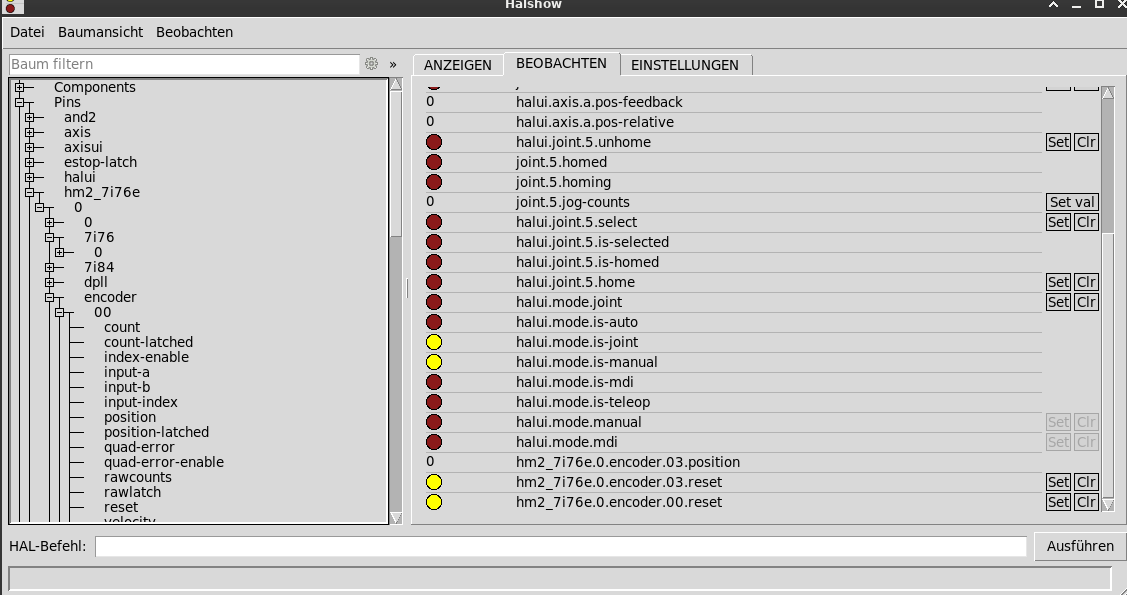
You have to set the reset pin on index postionI've been playing around with this for a while now, neither G33 nor M19 reset the encoder position when the index signal is detected.
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
 Topic Author
Topic Author
- Offline
- Administrator
-

- Posts: 4726
- Thank you received: 2118
Which would kinda work I guess and would have to do if I were using a simple breakout board on a parallel port. But waiting for it in hal and then sending the reset from hal is rather slow.
Since I have a mesa board I want the encoder counts and position to be set to zero in the FPGA on that board as soon as the encoder index is detected in the hardware.
And I can confirm that this method is VERY precise. My motor has an absolute encoder with effectively over 4 million pulses and I can home to +/- 3 pulses using the built in hardware encoder reset.
Using the above mentioned M19 spindle orient component plus a component to simply latch the encoder position before switching to spindle mode gives me virtually no following error while switching between spindle and rotary using the 'position/speed' switch in motor controller.
This might not work for a setup that handles spindle mode in the stepgen but for me this problem seems solved.
I'll test some more before moving on with building the hardware.
Please Log in or Create an account to join the conversation.
- Aciera
-
Topic Author
- Offline
- Administrator
-
- Posts: 4726
- Thank you received: 2118
I'll attach the orient component from the other thread (slightly changed), my remaps to switch from position to speed mode and back and a small sample gcode.
Please Log in or Create an account to join the conversation.
- Aciera
-
Topic Author
- Offline
- Administrator
-
- Posts: 4726
- Thank you received: 2118
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

- Posts: 17931
- Thank you received: 5255
Note that there is firmware for Mesa cards that has a stepgen index enable and physical stepgenThis might not work for a setup that handles spindle mode in the stepgen but for me this problem seems solved.
I'll test some more before moving on with building the hardware.
index input that allows use of stepgen controlled axis/spindles to home to index.
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
- Posts: 2120
- Thank you received: 880
PCW - how does that work? Is a home sensor required? i.e. rotate to sensor, then fwd/rev to the index signal? Or just rotate until the index signal is triggered and then back at some slow speed until it sees it again? The second wouldn't work very well for a spindle with anthing other than 1:1 ratio.
Note that there is firmware for Mesa cards that has a stepgen index enable and physical stepgen
index input that allows use of stepgen controlled axis/spindles to home to index.
And how would this be implemented in LCNC?
And is this firmware available for a 7i96s?
Please Log in or Create an account to join the conversation.
- Configuring LinuxCNC
- Advanced Configuration
- [solved] Rehoming Lathespidle / Rotary-Axis from inside GCode