EMCO VMC-300 ATC configuration
- kimachren
- Offline
- Junior Member
-

Less
More
- Posts: 37
- Thank you received: 0
13 Sep 2023 08:17 #280607
by kimachren
EMCO VMC-300 ATC configuration was created by kimachren
Hello,
Here we have yet another ATC configuration thread")
I'm about to start converting my EMCO VMC-300 from Sinumerik 810m to LinuxCNC.
Most of the things are pretty straight forward but the ATC is making me scratch my head.
I would appreciate if some skilled and experienced person could help steering me in the right direction.
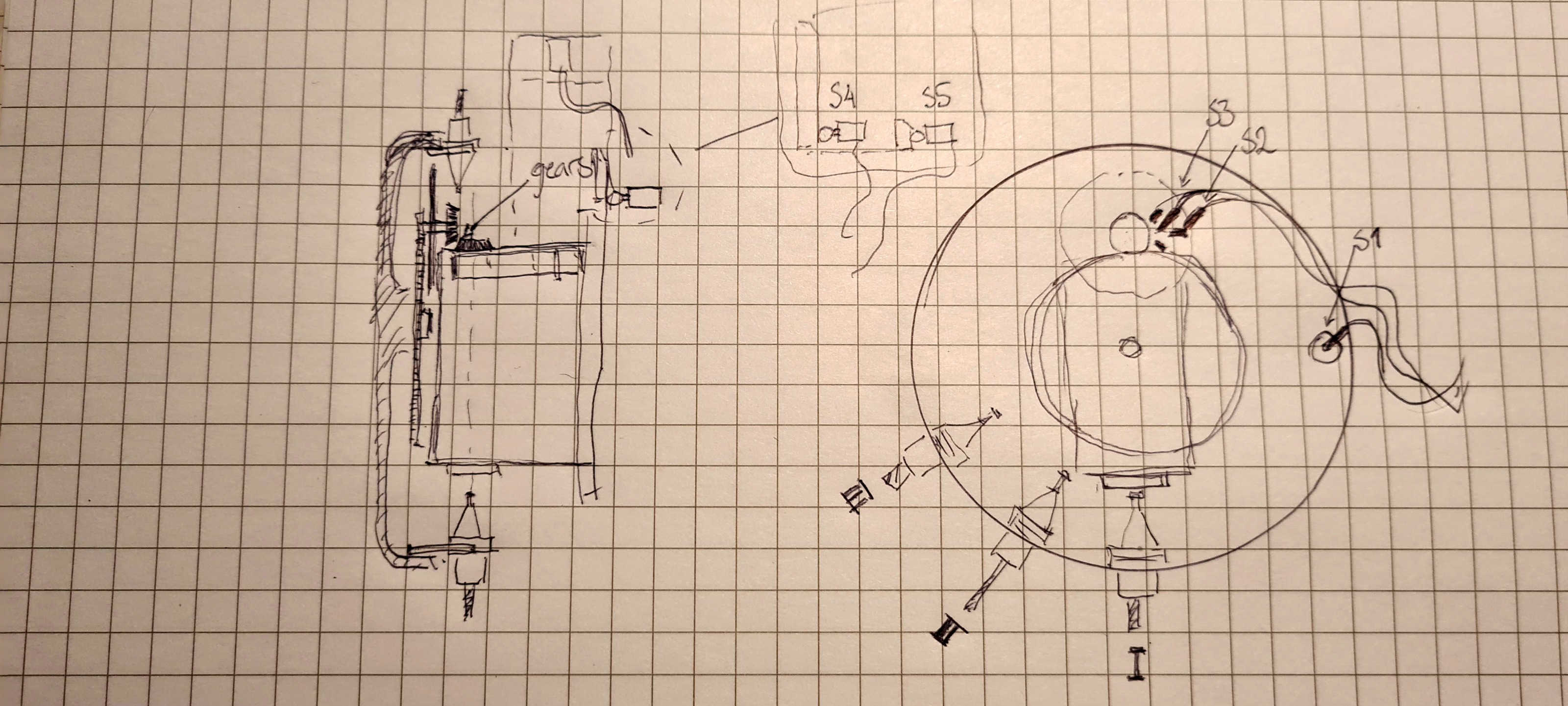
The way the ATC is working now is as follow (see hand drawn sketch for better understanding):
Note: Tool change position is above the normal soft limit for Z.
In automatic mode, from g-code:
1. Spindle stops and orients to fit the drive dogs.
2. Spindle head moves up until it reaches S5. During the movement, mechanics grips the tool holder and actuates the push rod.
3. When the head is at top position, a gear wheel on the top of the spindle shaft engages a bevel gear. This bevel gear drives the carousel via a second gear pair with unknown ratio. In other words, it is the spindle that drives the carousel.
4. During the rotation, the system monitors two proximity switches, S2 and S3 in the sketch. S3 is for slow-down/braking and S3 stops the carousel at a precise position. During the first tool change after power on, the system revolves the carousel one additional revolution and thus homes it to S1.
5. With the carousel at the correct position, the head moves down, decoupling the bevel gear and the mechanism releases the tool holder from the grippers and the spindle clamps it.
In manual mode, when changing the tools:
Same procedure but the head stays in top position and thus allows the tool holders to be removed from and inserted into the carousel grippers.
When the user pushes a reset button, the head is allowed to be jogged downwards (but not up) and into the regular soft-limit zone.
As I see it, there are three different options:
1. Try to use a remapped M6 with O-codes, moving the Z-axis and running the spindle (as _spindle_). This might be tricky due to the need for altering soft limits.
2. Use the existing carousel.comp and some classicladder or possibly M6 remapped to a python.
3. Write a full blown custom .comp that handles everything.
Does any good ideas or thought come to mind? Please share them
Here we have yet another ATC configuration thread
I'm about to start converting my EMCO VMC-300 from Sinumerik 810m to LinuxCNC.
Most of the things are pretty straight forward but the ATC is making me scratch my head.
I would appreciate if some skilled and experienced person could help steering me in the right direction.
The way the ATC is working now is as follow (see hand drawn sketch for better understanding):
Note: Tool change position is above the normal soft limit for Z.
In automatic mode, from g-code:
1. Spindle stops and orients to fit the drive dogs.
2. Spindle head moves up until it reaches S5. During the movement, mechanics grips the tool holder and actuates the push rod.
3. When the head is at top position, a gear wheel on the top of the spindle shaft engages a bevel gear. This bevel gear drives the carousel via a second gear pair with unknown ratio. In other words, it is the spindle that drives the carousel.
4. During the rotation, the system monitors two proximity switches, S2 and S3 in the sketch. S3 is for slow-down/braking and S3 stops the carousel at a precise position. During the first tool change after power on, the system revolves the carousel one additional revolution and thus homes it to S1.
5. With the carousel at the correct position, the head moves down, decoupling the bevel gear and the mechanism releases the tool holder from the grippers and the spindle clamps it.
In manual mode, when changing the tools:
Same procedure but the head stays in top position and thus allows the tool holders to be removed from and inserted into the carousel grippers.
When the user pushes a reset button, the head is allowed to be jogged downwards (but not up) and into the regular soft-limit zone.
As I see it, there are three different options:
1. Try to use a remapped M6 with O-codes, moving the Z-axis and running the spindle (as _spindle_). This might be tricky due to the need for altering soft limits.
2. Use the existing carousel.comp and some classicladder or possibly M6 remapped to a python.
3. Write a full blown custom .comp that handles everything.
Does any good ideas or thought come to mind? Please share them
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19879
- Thank you received: 4644
15 Sep 2023 11:27 #280830
by andypugh
Interesting design.
With regards to the tool change position being outside normal soft limits, I helped configure that on a mill recently. We used mux components to alter the values of the ini.(x,y,z) HAL pins based on a bit input that was driven by a digital output in the tool change subroutine.
linuxcnc.org/docs/html/man/man1/milltask.1.html
linuxcnc.org/docs/2.9/html/man/man9/mux_generic.9.html
linuxcnc.org/docs/2.9/html/gcode/m-code.html#mcode:m62-m65
Replied by andypugh on topic EMCO VMC-300 ATC configuration
Note: Tool change position is above the normal soft limit for Z.
Interesting design.
With regards to the tool change position being outside normal soft limits, I helped configure that on a mill recently. We used mux components to alter the values of the ini.(x,y,z) HAL pins based on a bit input that was driven by a digital output in the tool change subroutine.
linuxcnc.org/docs/html/man/man1/milltask.1.html
linuxcnc.org/docs/2.9/html/man/man9/mux_generic.9.html
linuxcnc.org/docs/2.9/html/gcode/m-code.html#mcode:m62-m65
The following user(s) said Thank You: kimachren
Please Log in or Create an account to join the conversation.
- kimachren
- Offline
- Junior Member
-
Less
More
- Posts: 37
- Thank you received: 0
15 Sep 2023 11:41 #280834
by kimachren
Replied by kimachren on topic EMCO VMC-300 ATC configuration
Thanks! I will look into this.
I read somewhere that this should be possible, but the person that tried it did not succeed due to the look-ahead of the interpreter. But if you have successfully implemented it, it gives me hopes
I read somewhere that this should be possible, but the person that tried it did not succeed due to the look-ahead of the interpreter. But if you have successfully implemented it, it gives me hopes
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4644
18 Sep 2023 08:21 #281051
by andypugh
Replied by andypugh on topic EMCO VMC-300 ATC configuration
Tool-changes are a queue-buster so the interpreter won't (or shouldn't) run past them. It is possible that whoever looked into this with you didn't have a tool change command in the test setup.I read somewhere that this should be possible, but the person that tried it did not succeed due to the look-ahead of the interpreter.
The following user(s) said Thank You: kimachren
Please Log in or Create an account to join the conversation.
- rexo
- Offline
- New Member
-

Less
More
- Posts: 7
- Thank you received: 1
23 Sep 2023 15:41 #281482
by rexo
Replied by rexo on topic EMCO VMC-300 ATC configuration
Hello,
i have retrofitted EMCO VMC200 to linuxcnc, it's same as VMC300, only with different controll, i can send working config for machine, spindle orient, synchronized tapping and toolchanger.
here is video from milling :
i have retrofitted EMCO VMC200 to linuxcnc, it's same as VMC300, only with different controll, i can send working config for machine, spindle orient, synchronized tapping and toolchanger.
here is video from milling :
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- kimachren
- Offline
- Junior Member
-
Less
More
- Posts: 37
- Thank you received: 0
26 Sep 2023 12:22 #281644
by kimachren
Replied by kimachren on topic EMCO VMC-300 ATC configuration
Wow! That would be extremely helpful. Could you put it here in the forum?
Please Log in or Create an account to join the conversation.
- kimachren
- Offline
- Junior Member
-
Less
More
- Posts: 37
- Thank you received: 0
26 Sep 2023 13:57 #281650
by kimachren
Replied by kimachren on topic EMCO VMC-300 ATC configuration
What driver boards do you have btw.? Mesa?
How did you solve the manual tool change, i.e. when you switch tools in tje carousel pockets?
How did you solve the manual tool change, i.e. when you switch tools in tje carousel pockets?
Please Log in or Create an account to join the conversation.
- jefsaro
-

- Offline
- Premium Member
-

Less
More
- Posts: 108
- Thank you received: 4
26 Dec 2023 10:40 #289082
by jefsaro
Replied by jefsaro on topic EMCO VMC-300 ATC configuration
bonjour , j' ai la même configuration sur ma fanuc o mate t, je suis interesser par le sujet , il ne me reste que cela a regler.
merci pour votre aide
merci pour votre aide
Please Log in or Create an account to join the conversation.
- kimachren
- Offline
- Junior Member
-
Less
More
- Posts: 37
- Thank you received: 0
26 Dec 2023 14:07 #289090
by kimachren
Replied by kimachren on topic EMCO VMC-300 ATC configuration
Hello,
I managed to translate using ChatGPT
Unfortunately, some things are just too good to be true and I do still not have a working configuration. Actually I managed to add a few options to the original Sinumerik 810 amd have been running that since.
I managed to translate using ChatGPT
Unfortunately, some things are just too good to be true and I do still not have a working configuration. Actually I managed to add a few options to the original Sinumerik 810 amd have been running that since.
Please Log in or Create an account to join the conversation.
- sin-do-re
- Offline
- Junior Member
-
Less
More
- Posts: 32
- Thank you received: 1
26 Dec 2023 14:12 #289091
by sin-do-re
Replied by sin-do-re on topic EMCO VMC-300 ATC configuration
Hello, mr Rexo, could you please upload your config files? I have a similar retrofit which requires the spindle orient function and other functionalities you use.
Please Log in or Create an account to join the conversation.
Time to create page: 0.416 seconds