[REMAP FOR M6] Why does linuxcnc run the .ngc file on startup?
- mugurlu
- Offline
- New Member
-

- Posts: 12
- Thank you received: 1
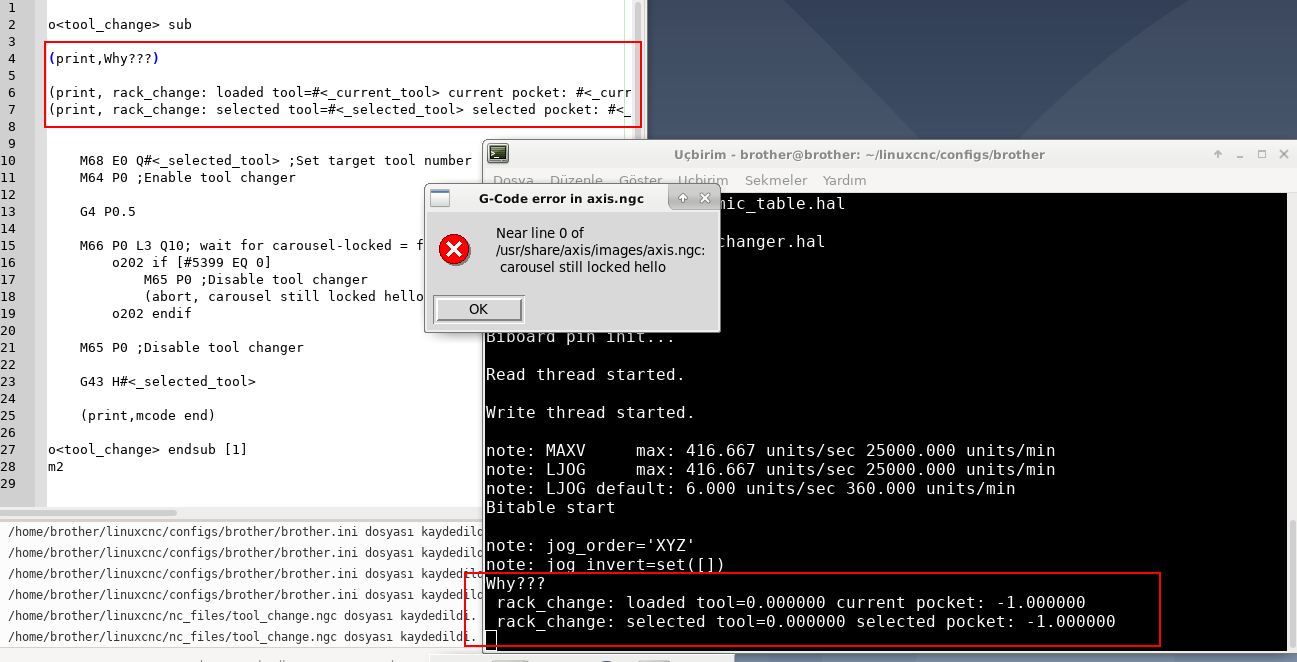
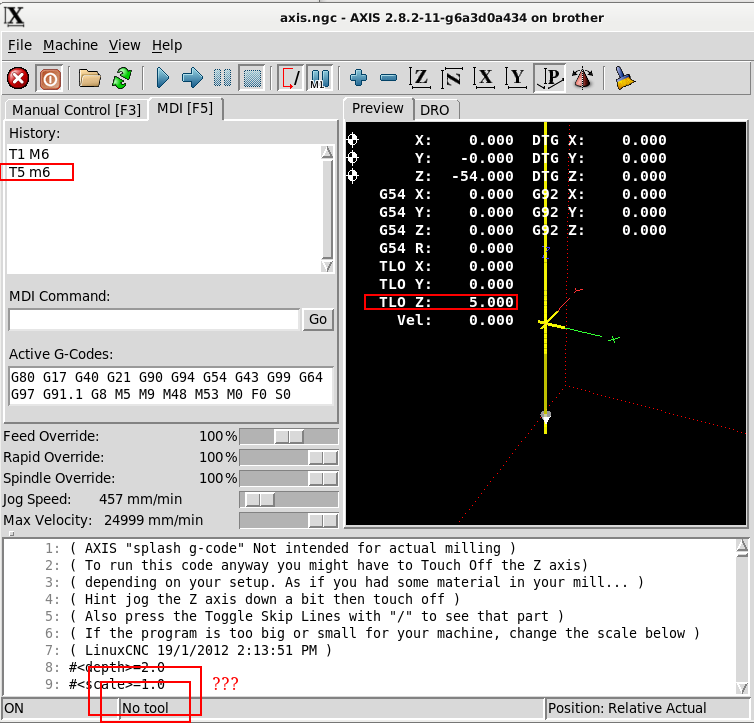
Yes, really Why does linuxcnc run the .ngc file on startup?
(P1.png linuxcnc startup)
What I want to do is to run only when M6 command is given.
My other question is;
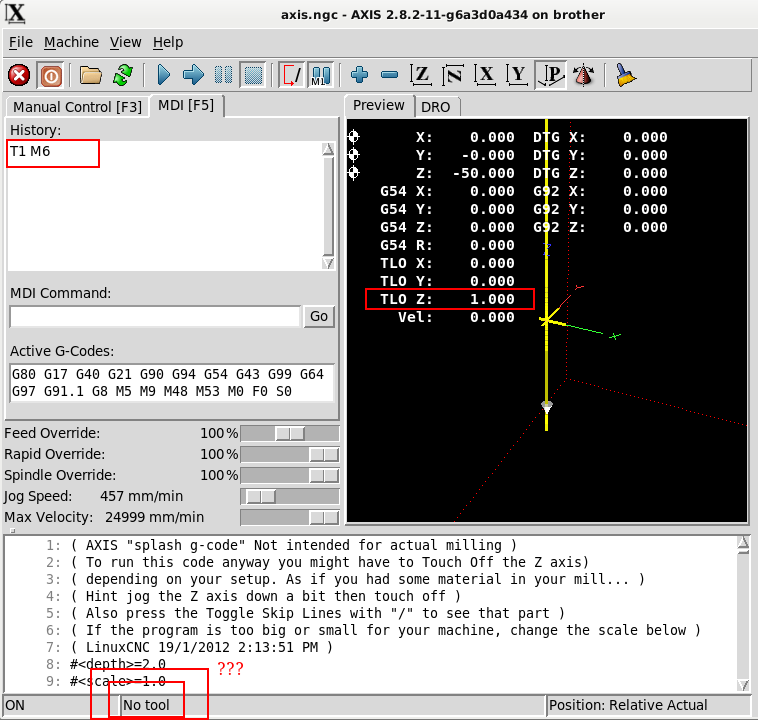
Why does it stay in No Tool status? (P3 ... P4.png P5.png)
Can you help with these issues?
Best regards,
mugurlu
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

- Posts: 19863
- Thank you received: 4636
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

- Posts: 4726
- Thank you received: 2118
But as to why you have a tool offset but no tool loaded:
In line 23 of your 'tool_change.ngc' you are only telling the controller to enable tool length compensation using the tool length offset value of the 'selected_tool' but you never actually tell the controller to change the tool.
Note that you can actually use M6 inside a custom remap:
Have a look at section 5.6 here:
linuxcnc.org/docs/html/remap/remap.html#...lated_codes_t_m6_m61
So maybe changing line 23 to this will do what you want:
T#<_selected_tool> M6 G43
Please Log in or Create an account to join the conversation.
- mugurlu
- Offline
- New Member
-
- Posts: 12
- Thank you received: 1
No, my ini file:Do you by any chance have an M6 in the [RS274NGC]STARTHUP_GCODES in the .ini file?
# Generated by PNCconf at Sun Feb 21 11:35:31 2021
# Using LinuxCNC version: 2.8
# If you make changes to this file, they will be
# overwritten when you run PNCconf again
[EMC]
MACHINE = brother
DEBUG = 0
VERSION = 1.1
[DISPLAY]
DISPLAY = axis
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 2.000000
MAX_SPINDLE_OVERRIDE = 1.000000
MIN_SPINDLE_OVERRIDE = 0.500000
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/brother/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
POSITION_FEEDBACK = ACTUAL
DEFAULT_LINEAR_VELOCITY = 6.000000
MAX_LINEAR_VELOCITY = 416.666666
MIN_LINEAR_VELOCITY = 0.500000
DEFAULT_ANGULAR_VELOCITY = 12.000000
MAX_ANGULAR_VELOCITY = 180.000000
MIN_ANGULAR_VELOCITY = 1.666667
EDITOR = gedit
GEOMETRY = xyz
PYVCP = spindle.xml
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
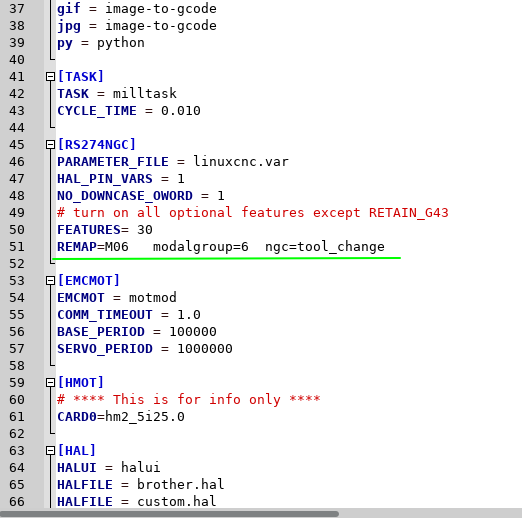
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
HAL_PIN_VARS = 1
NO_DOWNCASE_OWORD = 1
# turn on all optional features except RETAIN_G43
FEATURES= 30
REMAP=M06 modalgroup=6 ngc=tool_change
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
BASE_PERIOD = 100000
SERVO_PERIOD = 1000000
[HMOT]
# **** This is for info only ****
CARD0=hm2_5i25.0
[HAL]
HALUI = halui
HALFILE = brother.hal
HALFILE = custom.hal
HALFILE = jog_pendant.hal
HALFILE = spindle.hal
HALFILE = dynamic_table.hal
HALFILE = toolchanger.hal
POSTGUI_HALFILE = postgui_call_list.hal
SHUTDOWN = shutdown.hal
[HALUI]
[KINS]
JOINTS = 3
KINEMATICS = trivkins coordinates=XYZ
[TRAJ]
COORDINATES = XYZ
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
DEFAULT_LINEAR_VELOCITY = 41.67
MAX_LINEAR_VELOCITY = 416.67
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
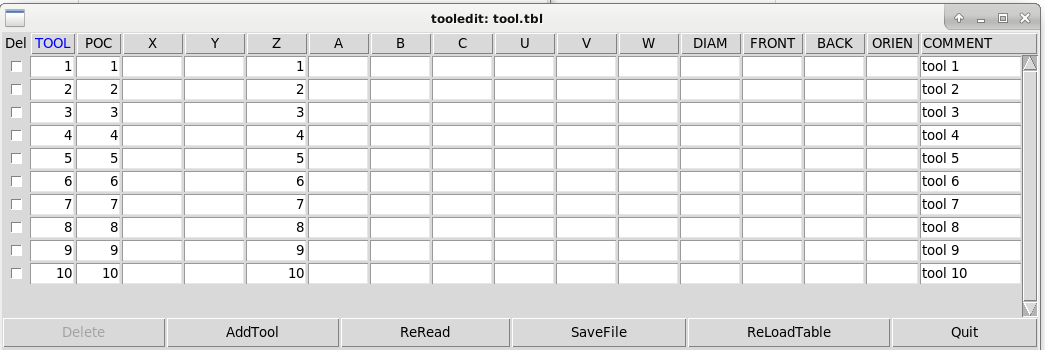
TOOL_TABLE = tool.tbl
#******************************************
[AXIS_X]
MAX_VELOCITY = 416
MAX_ACCELERATION = 100
MIN_LIMIT = -85.0
MAX_LIMIT = 580.0
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 5
MIN_FERROR = 1
MAX_VELOCITY = 416
MAX_ACCELERATION = 100
BACKLASH=0.025
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 460
STEPGEN_MAXACCEL = 400
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
# these are in nanoseconds
DIRSETUP = 1000
DIRHOLD = 1000
STEPLEN = 250
STEPSPACE = 50
STEP_SCALE = 500
MIN_LIMIT = -85.0
MAX_LIMIT = 580.0
HOME_OFFSET = 0.0
HOME_SEARCH_VEL = -50.0
HOME_LATCH_VEL = -5.00
HOME_FINAL_VEL = -5.00
HOME_SEQUENCE = 2
#******************************************
#******************************************
[AXIS_Y]
MAX_VELOCITY = 416
MAX_ACCELERATION = 100
MIN_LIMIT = -70.0
MAX_LIMIT = 220.0
[JOINT_1]
TYPE = LINEAR
HOME = 0.0
FERROR = 5
MIN_FERROR = 1
MAX_VELOCITY = 416
MAX_ACCELERATION = 100
BACKLASH=0.02
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 460
STEPGEN_MAXACCEL = 400
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
# these are in nanoseconds
DIRSETUP = 1000
DIRHOLD = 1000
STEPLEN = 250
STEPSPACE = 50
STEP_SCALE = 500
MIN_LIMIT = -70.0
MAX_LIMIT = 220.0
HOME_OFFSET = 0.0
HOME_SEARCH_VEL = -50.0
HOME_LATCH_VEL = -5.00
HOME_FINAL_VEL = -5.00
HOME_SEQUENCE = 1
#******************************************
#******************************************
[AXIS_Z]
MAX_VELOCITY = 333
MAX_ACCELERATION = 100
MIN_LIMIT = -190.0
MAX_LIMIT = 190.0
[JOINT_2]
TYPE = LINEAR
HOME = 0.0
FERROR = 5
MIN_FERROR = 1
MAX_VELOCITY = 333
MAX_ACCELERATION = 100
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 350
STEPGEN_MAXACCEL = 200
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
# these are in nanoseconds
DIRSETUP = 1000
DIRHOLD = 1000
STEPLEN = 250
STEPSPACE = 50
STEP_SCALE = 1000
MIN_LIMIT = -190.0
MAX_LIMIT = 190.0
HOME_OFFSET = 0.0
HOME_SEARCH_VEL = 50.0
HOME_LATCH_VEL = 5.00
HOME_FINAL_VEL = 5.00
HOME_SEQUENCE = 0
#******************************************
[SPINDLE_0]
P = 100
I = 0
D = 0
FF0 = 0
FF1 = 0
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 500
# Step/Dir
DIRSETUP = 1000
DIRHOLD = 1000
STEPLEN = 1000
STEPSPACE = 1000
STEPGEN_MAXACCEL = 30000
STEPGEN_MAXVEL = 50000
ENCODER_SCALE = 1024
# 1024/60 17.0666
OUTPUT_SCALE = 1
ACCELERATION = 2000
MAX_ERROR = 0.2
OFF_DELAY = 1.5
[PYTHON]
#TOPLEVEL= /home/brother/linuxcnc/configs/brother/python/toplevel.py
#PATH_APPEND= /home/brother/linuxcnc/configs/brother/python
Please Log in or Create an account to join the conversation.
- mugurlu
- Offline
- New Member
-
- Posts: 12
- Thank you received: 1
caused an endless M6 loop!So maybe changing line 23 to this will do what you want:
T#<_selected_tool> M6 G4

Please Log in or Create an account to join the conversation.
- mugurlu
- Offline
- New Member
-
- Posts: 12
- Thank you received: 1
Why does it stay in No Tool status? (P3 ... P4.png P5.png)
Answer:
linuxcnc.org/docs/html/remap/remap.html#...lated_codes_t_m6_m61 [Step 1]
Section :4. Upgrading an existing configuration for remapping
Create stdglue.py file.
[Step]
Section 5.3. Specifying the M6 replacement
I edited stdglue.py for two headers as below;
def change_prolog(self, **words):
try:
if self.selected_pocket < 0:
return "M6: no tool prepared"
if self.cutter_comp_side:
return "Cannot change tools with cutter radius compensation on"
self.params["tool_in_spindle"] = self.current_tool
self.params["selected_tool"] = self.selected_tool
self.params["current_pocket"] = self.current_pocket
self.params["selected_pocket"] = self.selected_pocket
return INTERP_OK
except Exception, e:
return "M6/change_prolog: %s" % (e)
def change_epilog(self, **words):
try:
if self.return_value > 0.0:
# commit change
self.selected_pocket = int(self.params["selected_pocket"])
emccanon.CHANGE_TOOL(self.selected_pocket)
# cause a sync()
self.tool_change_flag = True
self.set_tool_parameters()
return INTERP_OK
else:
return "M6 aborted (return code %.1f)" % (self.return_value)
except Exception, e:
return "M6/change_epilog: %s" % (e)everything is fine so far
However,
I can't find the answer to the question in the title.
What should I do to prevent tool change every time the machine is turned on? (M6 why are you working?)
Best regards,
mugurlu
Please Log in or Create an account to join the conversation.
- bevins
-

- Offline
- Platinum Member
-

- Posts: 1942
- Thank you received: 338
if self.task==0:
return INTERP_OKPlease Log in or Create an account to join the conversation.
- mugurlu
- Offline
- New Member
-
- Posts: 12
- Thank you received: 1
but i use to .ngc file...
REMAP=M6 modalgroup=6 prolog=change_prolog ngc=tool_change epilog=change_epilogif self.task==0:
return INTERP_OKPlease Log in or Create an account to join the conversation.
- bevins
-
- Offline
- Platinum Member
-
- Posts: 1942
- Thank you received: 338
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4726
- Thank you received: 2118
linuxcnc.org/docs/html/config/ini-config...l#gcode:ini-features
Please Log in or Create an account to join the conversation.