Small spindle crashed (SOLVED)
- PhilipME
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 176
- Thank you received: 14
02 Nov 2021 16:34 - 07 Nov 2021 11:05 #225008
by PhilipME

Small spindle crashed (SOLVED) was created by PhilipME
Last edit: 07 Nov 2021 11:05 by PhilipME.
Please Log in or Create an account to join the conversation.
- bevins
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1947
- Thank you received: 338
02 Nov 2021 16:40 #225010
by bevins
post your gcode file. That might help for others to troubleshoot.
Replied by bevins on topic Small spindle crashed
Did yopu write the gcode with the linuxcnc post or just try and run it from the arduino post?
post your gcode file. That might help for others to troubleshoot.
The following user(s) said Thank You: PhilipME
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19879
- Thank you received: 4643
02 Nov 2021 16:41 #225011
by andypugh
Replied by andypugh on topic Small spindle crashed
It sounds like, possibly, the Z axis stalled.
What happens if you MDI a G0 Z (high) with the spindle running?
(I was going to suggest G53 G0 Z0 but then realised that perhaps you are not configured with Z at top of travel.)
I assume that you have checked the G-code?
What happens if you MDI a G0 Z (high) with the spindle running?
(I was going to suggest G53 G0 Z0 but then realised that perhaps you are not configured with Z at top of travel.)
I assume that you have checked the G-code?
The following user(s) said Thank You: PhilipME
Please Log in or Create an account to join the conversation.
- PhilipME
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 176
- Thank you received: 14
02 Nov 2021 16:48 - 02 Nov 2021 16:49 #225016
by PhilipME
 I did not check the G-code.
I did not check the G-code.
I will post the gcode tomorrow as the machine is in a separate location now
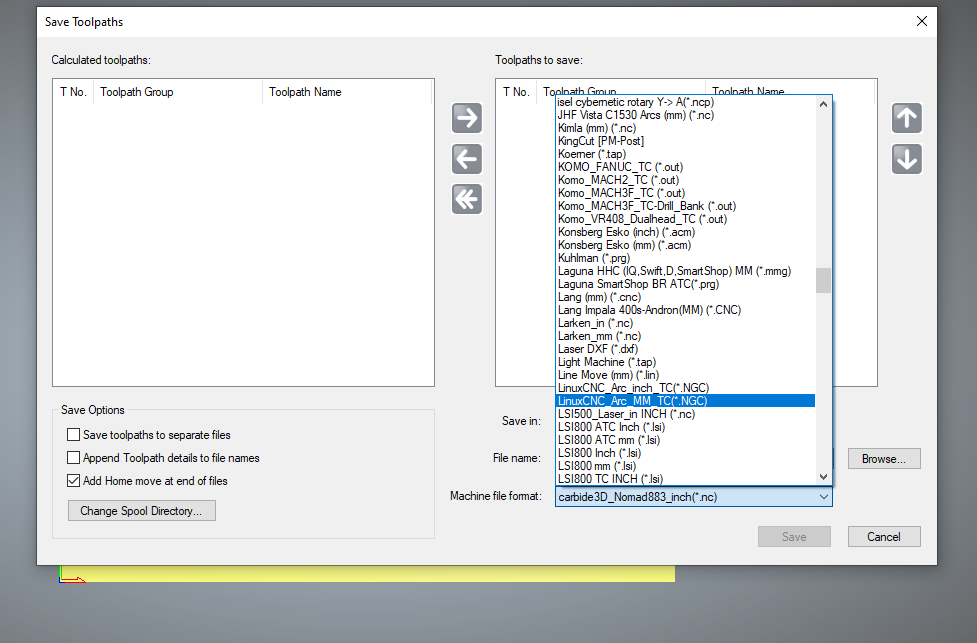
But I saved the post process as linux as you see in the picture.
Tomorrow I will post the G-code
Many nthanks for the reply
Philip
Replied by PhilipME on topic Small spindle crashed
I will post the gcode tomorrow as the machine is in a separate location now
But I saved the post process as linux as you see in the picture.
Tomorrow I will post the G-code
Many nthanks for the reply
Philip
Attachments:
Last edit: 02 Nov 2021 16:49 by PhilipME.
Please Log in or Create an account to join the conversation.
- PhilipME
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 176
- Thank you received: 14
03 Nov 2021 02:53 - 05 Nov 2021 08:43 #225067
by PhilipME
Replied by PhilipME on topic Small spindle crashed
I think what hapened is that the Z-carrage is too heavy for the Z-motor.
I think the Z-motor missed the steps going up.Eventhough the Z was driving at 180 mm/minute.
This is the G-code
My best regards
Philip
(1st-cut-4)
(Material Size) (X=250.000, Y=180.000, Z=11.000)
G90G80G21G49
G64 P0.001
M6 T1
(Tool Number:1) (3.000 mm dia. slot drill)
G43 H1 G0Z10.0000
M3 S15000
G0 X27.2060 Y69.3700 Z10.0000
G1 Z-1.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-2.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-3.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-4.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-5.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-6.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-7.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-8.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-9.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-10.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-11.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G0 Z10.0000
G0 X145.1290 Y100.2440
G1 Z-1.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-2.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-3.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-4.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-5.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-6.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-7.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-8.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-9.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-10.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-11.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G0 Z10.0000
G0 X0.0000 Y0.0000
G0Z10.0000
G0X0.0000Y0.0000
M5
M30
I think the Z-motor missed the steps going up.Eventhough the Z was driving at 180 mm/minute.
This is the G-code
My best regards
Philip
(1st-cut-4)
(Material Size) (X=250.000, Y=180.000, Z=11.000)
G90G80G21G49
G64 P0.001
M6 T1
(Tool Number:1) (3.000 mm dia. slot drill)
G43 H1 G0Z10.0000
M3 S15000
G0 X27.2060 Y69.3700 Z10.0000
G1 Z-1.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-2.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-3.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-4.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-5.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-6.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-7.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-8.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-9.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-10.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G1 Z-11.0000 F180
G2 X27.8357 Y74.3683 I20.0583 J0.0120 F300
G2 X38.5352 Y87.3978 I19.3945 J-5.0185
G2 X42.2077 Y88.7403 I8.6207 J-17.8871
G2 X52.2043 I4.9983 J-19.4983
G2 X65.2338 Y78.0408 I-5.0185 J-19.3945
G2 X66.5763 Y74.3683 I-17.8871 J-8.6207
G2 Y64.3717 I-19.4983 J-4.9983
G2 X55.8768 Y51.3422 I-19.3945 J5.0185
G2 X52.2043 Y49.9997 I-8.6207 J17.8871
G2 X42.2077 I-4.9983 J19.4983
G2 X29.1782 Y60.6992 I5.0185 J19.3945
G2 X27.8357 Y64.3717 I17.8871 J8.6207
G2 X27.2060 Y69.3700 I19.4286 J4.9863
G0 Z10.0000
G0 X145.1290 Y100.2440
G1 Z-1.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-2.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-3.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-4.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-5.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-6.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-7.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-8.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-9.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-10.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G1 Z-11.0000 F180
G1 Y150.2440 F300
X195.1290
Y100.2440
X145.1290
G0 Z10.0000
G0 X0.0000 Y0.0000
G0Z10.0000
G0X0.0000Y0.0000
M5
M30
Last edit: 05 Nov 2021 08:43 by PhilipME.
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 2126
- Thank you received: 882
03 Nov 2021 03:09 #225068
by spumco
Replied by spumco on topic Small spindle crashed
You can test this by creating a small program to move the Z-axis up and down at rapid speed.
You don't need to move far... just an inch or two, but far enough for the axis to reach top speed (depends on your axis acceleration).
Start with the head/tool at a known distance above the table, perhaps using a 1-2-3 block or a steel rule. Repeat the up-down move a number of times with the program ending at the start point. Make sure your reference height device is not in the way - nothing close ot the head in case you lose steps and the head is lower than you expect.
Once complete, check if the tool is in the same position. If it's not, then you've lost some steps. There are a number of fixes, but reducing top speed, acceleration, head weight, or friction all will help.
Or get bigger motors. That's my go-to solution

You don't need to move far... just an inch or two, but far enough for the axis to reach top speed (depends on your axis acceleration).
Start with the head/tool at a known distance above the table, perhaps using a 1-2-3 block or a steel rule. Repeat the up-down move a number of times with the program ending at the start point. Make sure your reference height device is not in the way - nothing close ot the head in case you lose steps and the head is lower than you expect.
Once complete, check if the tool is in the same position. If it's not, then you've lost some steps. There are a number of fixes, but reducing top speed, acceleration, head weight, or friction all will help.
Or get bigger motors. That's my go-to solution
The following user(s) said Thank You: PhilipME
Please Log in or Create an account to join the conversation.
- PhilipME
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 176
- Thank you received: 14
03 Nov 2021 03:28 #225069
by PhilipME
I placed order for a closed loop stepper,
Actualy I have a 34 stepper motor (long body) but I have no driver. So I will swap the z-x because the x has the larger motor.
I under estimated the Z requirments.
This stuff is adictive and enjoiable. I am enjoying every nano second.
Philip
Replied by PhilipME on topic Small spindle crashed
YesYou can test this by creating a small program to move the Z-axis up and down at rapid speed.
You don't need to move far... just an inch or two, but far enough for the axis to reach top speed (depends on your axis acceleration).
Start with the head/tool at a known distance above the table, perhaps using a 1-2-3 block or a steel rule. Repeat the up-down move a number of times with the program ending at the start point. Make sure your reference height device is not in the way - nothing close ot the head in case you lose steps and the head is lower than you expect.
Once complete, check if the tool is in the same position. If it's not, then you've lost some steps. There are a number of fixes, but reducing top speed, acceleration, head weight, or friction all will help.
Or get bigger motors. That's my go-to solution
I placed order for a closed loop stepper,
Actualy I have a 34 stepper motor (long body) but I have no driver. So I will swap the z-x because the x has the larger motor.
I under estimated the Z requirments.
This stuff is adictive and enjoiable. I am enjoying every nano second.
Philip
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4643
04 Nov 2021 20:49 #225265
by andypugh
Replied by andypugh on topic Small spindle crashed
You might find that a lower Z joint acceleration will circumvent the issue.
The following user(s) said Thank You: PhilipME
Please Log in or Create an account to join the conversation.
- PhilipME
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 176
- Thank you received: 14
05 Nov 2021 04:02 - 05 Nov 2021 09:08 #225350
by PhilipME
Replied by PhilipME on topic Small spindle crashed
I think it is clear now
thanks everyone
It looks like the G-code is OK
It is obvious to me now that the Z-stepper missing steps, slower acceleration and speed should help. Also a larger motor maybe necessary.
Why the Z-step motor is missing steps?
because when the cut of the circle reached the depth of the cut (11mm) it is time to move the bit up to safe altitude.
It does that with G0 which is maximum speed. Which when I was jogging after first start of the machine I knew that G0 will not work.
While exited because this the very first time I run the machine after 8 months of work, I did not adjust the maximum speed in the ini file.
Maybe I thought also the bit will move up according to the cutting speed which I know the stepper motor is capable to handle, while in fact it will go up with G0 speed as I found the hardway.
So the first thing to do is to reduce the speed and acceleration until I change the motor, and run the program recommended by spumco in order to find the limit of the new motor.
I will install a spare small spindle, and be more carful this time.
Also I have to spend more time studying the G-code
during this thread, I made some wrong and confusing conclusion. And since no one quoted those posts, I edited, and deleted the wrong nonsense I wrote earlier. This is to make the lesson more clear for beginners like me who may have the same issue.
My best regards
Philip
thanks everyone
It looks like the G-code is OK
It is obvious to me now that the Z-stepper missing steps, slower acceleration and speed should help. Also a larger motor maybe necessary.
Why the Z-step motor is missing steps?
because when the cut of the circle reached the depth of the cut (11mm) it is time to move the bit up to safe altitude.
It does that with G0 which is maximum speed. Which when I was jogging after first start of the machine I knew that G0 will not work.
While exited because this the very first time I run the machine after 8 months of work, I did not adjust the maximum speed in the ini file.
Maybe I thought also the bit will move up according to the cutting speed which I know the stepper motor is capable to handle, while in fact it will go up with G0 speed as I found the hardway.
So the first thing to do is to reduce the speed and acceleration until I change the motor, and run the program recommended by spumco in order to find the limit of the new motor.
I will install a spare small spindle, and be more carful this time.
Also I have to spend more time studying the G-code
during this thread, I made some wrong and confusing conclusion. And since no one quoted those posts, I edited, and deleted the wrong nonsense I wrote earlier. This is to make the lesson more clear for beginners like me who may have the same issue.
My best regards
Philip
Last edit: 05 Nov 2021 09:08 by PhilipME.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4643
05 Nov 2021 15:29 #225405
by andypugh
Replied by andypugh on topic Small spindle crashed
Do you need to set a safe height and a rapid height in the CAM?
Please Log in or Create an account to join the conversation.
Time to create page: 0.110 seconds