Tilted Working Plane
- aubrey5667
- Offline
- New Member
-

Less
More
- Posts: 4
- Thank you received: 0
17 Jan 2023 07:47 #262216
by aubrey5667
Tilted Working Plane was created by aubrey5667
Hey guys,How to achieve inclined surface machining
For example, Fanuc G68.2,G68.2 X Y Z I J K/G53.6 P_Q_H
For example, Fanuc G68.2,G68.2 X Y Z I J K/G53.6 P_Q_H
Attachment not found
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19879
- Thank you received: 4644
17 Jan 2023 10:02 #262223
by andypugh
Replied by andypugh on topic Tilted Working Plane
I don't think that is supported in trivial l(XYZ) kinematics.
It is possible to rotate the XY around Z using G10 L2
linuxcnc.org/docs/stable/html/gcode/g-code.html#gcode:g10-l2
But the only available work planes are XY, ZX, YZ, UV, WU, VW:
linuxcnc.org/docs/stable/html/gcode/g-code.html#gcode:g17-g19.1
What is the use-case for tilted planes? Is this for canned-cycles such as drilling and boring at angles?
It is possible to achieve this with non-trivial kinematics.
But it requires a specific machine configuration.
Or is it intended for hand-coded G-code to machine a surface? (There seems little point if using CAM, and I doubt that CAM knows how to use the codes anyway?)
It is possible to rotate the XY around Z using G10 L2
linuxcnc.org/docs/stable/html/gcode/g-code.html#gcode:g10-l2
But the only available work planes are XY, ZX, YZ, UV, WU, VW:
linuxcnc.org/docs/stable/html/gcode/g-code.html#gcode:g17-g19.1
What is the use-case for tilted planes? Is this for canned-cycles such as drilling and boring at angles?
It is possible to achieve this with non-trivial kinematics.
But it requires a specific machine configuration.
Or is it intended for hand-coded G-code to machine a surface? (There seems little point if using CAM, and I doubt that CAM knows how to use the codes anyway?)
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4764
- Thank you received: 2136
01 Feb 2023 07:05 - 01 Feb 2023 07:09 #263422
by Aciera
Replied by Aciera on topic Tilted Working Plane
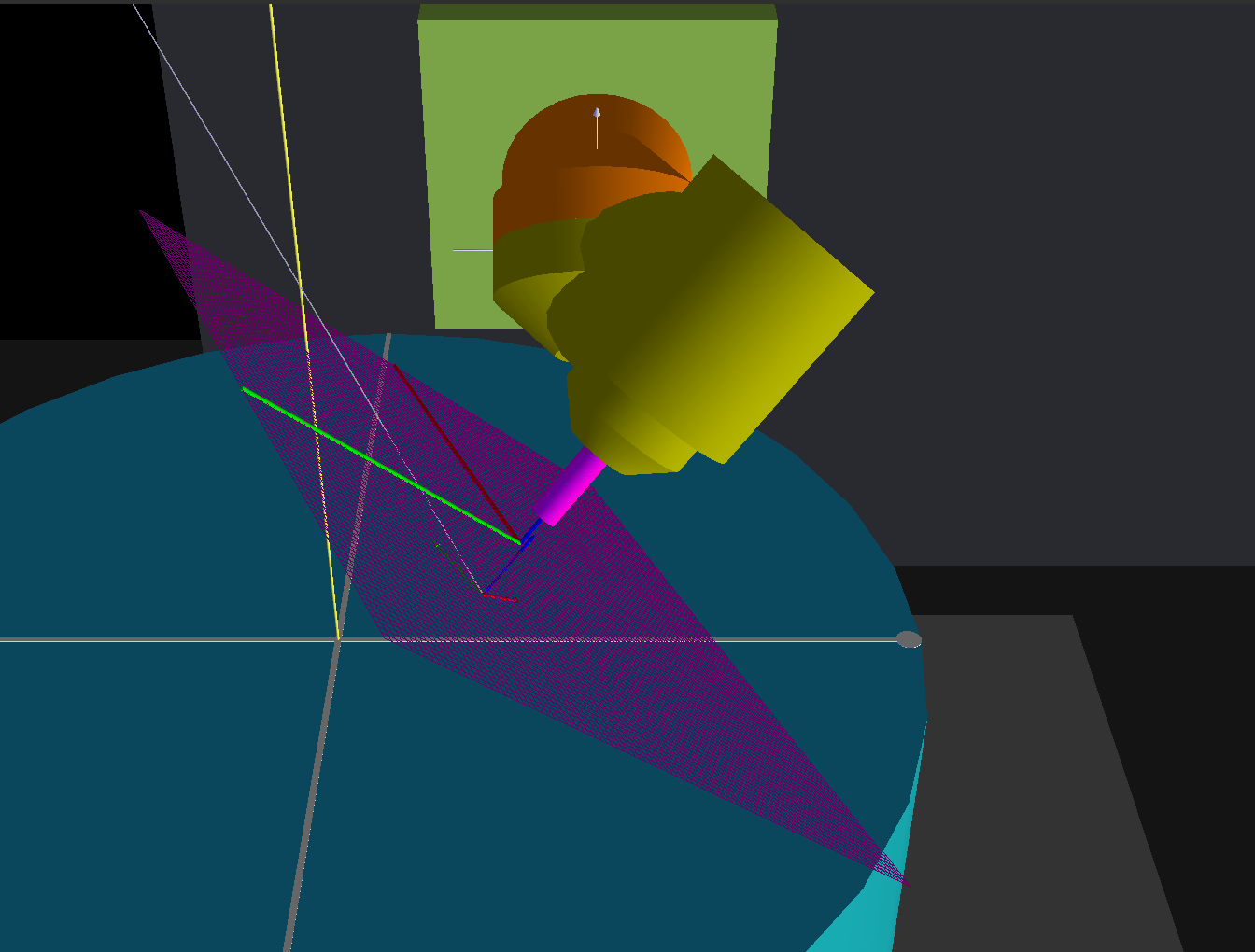
I have created a sim config with a rotary/nutating head and I'm working on a G68.2 'tilted-work-plane' remap. I'm using this fanuc document as a guide:
nanopdf.com/download/fanuc-5-axis-programming-codes_pdf
While defining the work plane can be done on any kinematic moving the tool to the requested orientation will depend on the specific machine kinematic at hand.
If anybody has hands on experience using M68.2 and it's affiliated gcodes I'd like to pick their brains.
nanopdf.com/download/fanuc-5-axis-programming-codes_pdf
While defining the work plane can be done on any kinematic moving the tool to the requested orientation will depend on the specific machine kinematic at hand.
If anybody has hands on experience using M68.2 and it's affiliated gcodes I'd like to pick their brains.
Attachments:
Last edit: 01 Feb 2023 07:09 by Aciera. Reason: fix link to pdf
Please Log in or Create an account to join the conversation.
- automata
- Offline
- Premium Member
-

Less
More
- Posts: 100
- Thank you received: 86
02 Feb 2023 14:36 #263524
by automata
Replied by automata on topic Tilted Working Plane
Hi Aciera,
I came across the Syntec CNC 5 axis manual which alludes to G68.2 - Tilted working plane. May be helpful .
www.syntecclub.com/cncrel/Manual/PDF/5-A...ication%20Manual.pdf
Regards,
-automata
I came across the Syntec CNC 5 axis manual which alludes to G68.2 - Tilted working plane. May be helpful .
www.syntecclub.com/cncrel/Manual/PDF/5-A...ication%20Manual.pdf
Regards,
-automata
The following user(s) said Thank You: Aciera
Please Log in or Create an account to join the conversation.
- automata
- Offline
- Premium Member
-
Less
More
- Posts: 100
- Thank you received: 86
03 Feb 2023 07:34 - 03 Feb 2023 10:45 #263579
by automata
Replied by automata on topic Tilted Working Plane
One more 5 axis manual from Fanuc: pdfcoffee.com/qdownload/fanuc-5-axis-pdf-free.html
if you cant find the file there, you can find the same manual here too: drive.google.com/file/d/11XDO8WO0L8zVfur...er4/view?usp=sharing
About half way through, there is a section on Tilted working plane
Edit: Good information available on: www.linkedin.com/pulse/fanuc-g682-5-axis...planes-tim-markoski/
-automata
if you cant find the file there, you can find the same manual here too: drive.google.com/file/d/11XDO8WO0L8zVfur...er4/view?usp=sharing
About half way through, there is a section on Tilted working plane
Edit: Good information available on: www.linkedin.com/pulse/fanuc-g682-5-axis...planes-tim-markoski/
-automata
Last edit: 03 Feb 2023 10:45 by automata.
The following user(s) said Thank You: Aciera
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4764
- Thank you received: 2136
05 Feb 2023 12:00 #263747
by Aciera
Replied by Aciera on topic Tilted Working Plane
I wonder how they define the work plane if they allow a +-5deg error in the defining vectors?
Would you take the z-vector as passed in the parameters and orthogonalize the x-vector?
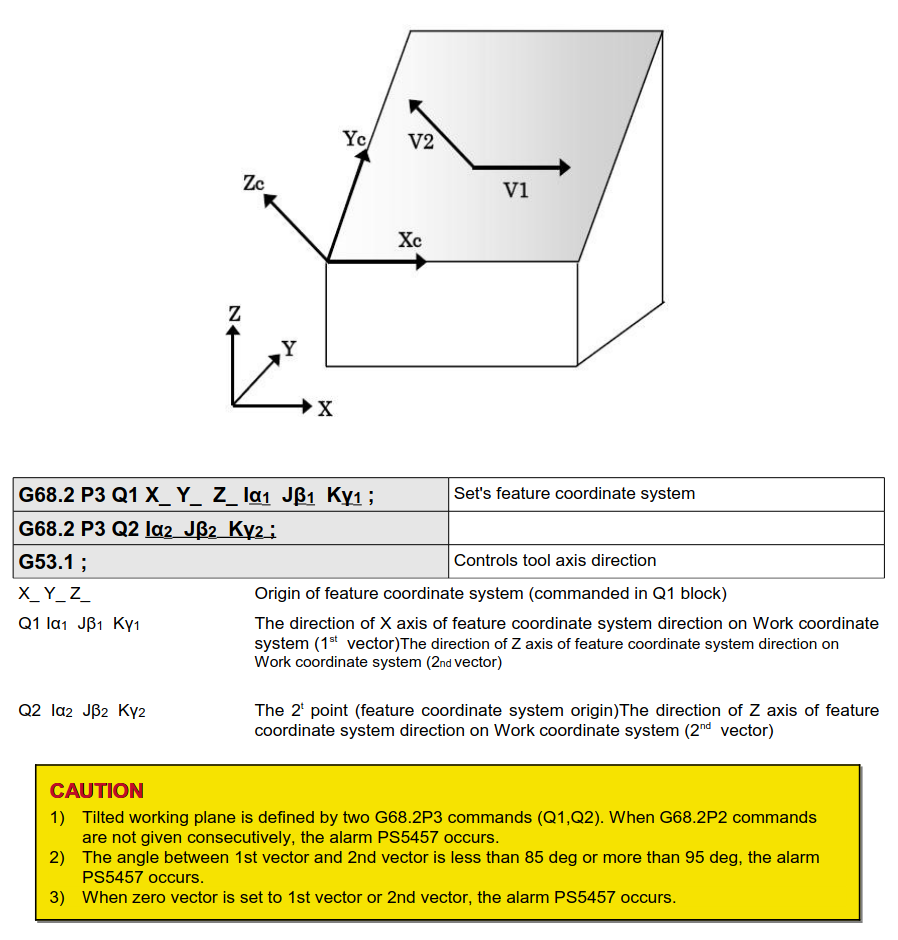
Would you take the z-vector as passed in the parameters and orthogonalize the x-vector?
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4764
- Thank you received: 2136
05 Feb 2023 17:31 #263760
by Aciera
Replied by Aciera on topic Tilted Working Plane
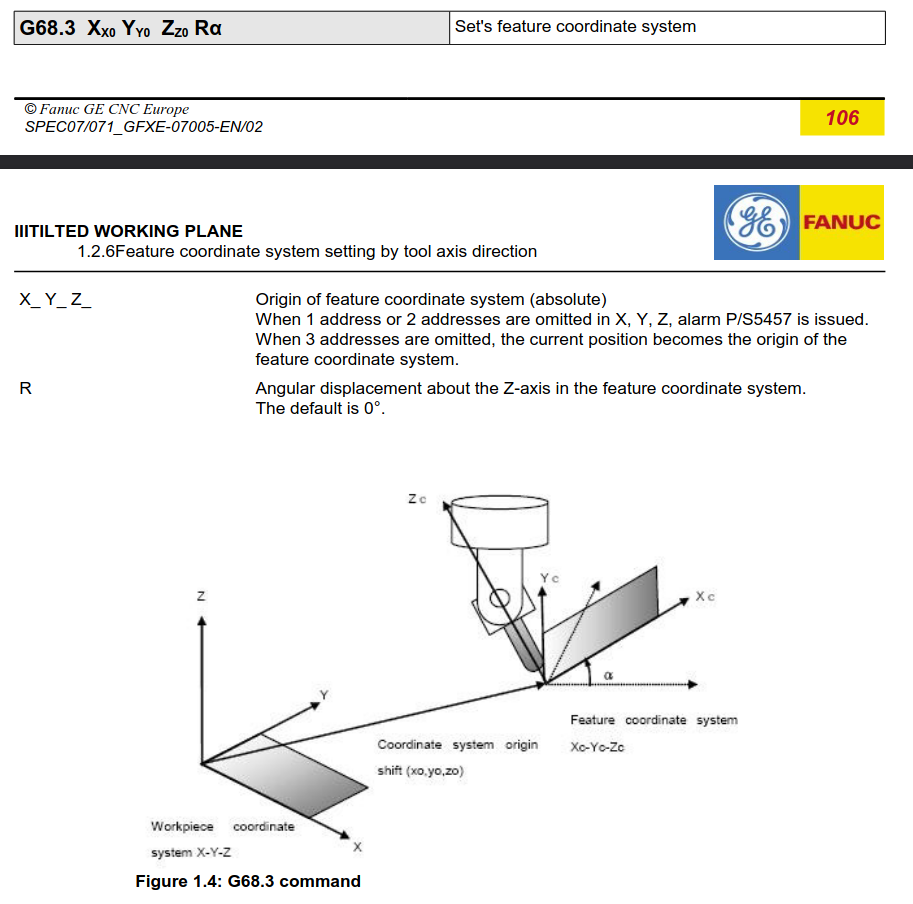
Another question: Am I correct in assuming that for G68.3 with alpha=0 (default) the target x-axis is in the machine xy-plane (ie horizontal)?
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4764
- Thank you received: 2136
21 Jan 2024 13:09 - 21 Jan 2024 13:10 #291256
by Aciera
Replied by Aciera on topic Tilted Working Plane
I have created a simulation config with an implementation of Tilted Work Plane for Spindle CA and Spindle CB kinematics. Both the kinematic and the twp remap support nutation of the secondary rotary joints (ie A or B ) form 0 to 90°. Hence this also works for the 'usual' orthogonal spindle rotary-tilt type machines:
Implemented:
G68.2 : defines twp using euler-angles, pitch-roll-yaw, 2-vectors, 3 points, optionally with offset in XYZ and rotation in XY
G68.3 : defines twp from current tool orientation, optionally with offset in XYZ and rotation in XY
G68.4 : same as G68.2 but as an incremental definition from an active TWP plane
G69 : cancels the current twp (resets all parameters, moves to G54 and sets Identity kinematics)
G53.1 (P) : spindle orientation without tcp, switches to G59 and activates tool kinematics
G53.3 (P XYZ) : same as G53.1 but with simultaneous move the the XYZ coords on the twp plane
G53.6 (P) : same as G53.1 but spindle orientation with tcp
- Spindle is C primary, A secondary or B secondary as defined in the [TWP] section of the ini file
- All G53.x commands will respect axis limits as set in the ini file for the respective primary and secondary spindle joints.
- The P word sets the orientation strategy: 0(default)=shortest distance, 1=positive rotation only, 2= negative rotation only (this applies to the primary rotary, the secondary move the shortest distance)
For more:
www.forum.linuxcnc.org/show-your-stuff/4...nutating-head#271334
Implemented:
G68.2 : defines twp using euler-angles, pitch-roll-yaw, 2-vectors, 3 points, optionally with offset in XYZ and rotation in XY
G68.3 : defines twp from current tool orientation, optionally with offset in XYZ and rotation in XY
G68.4 : same as G68.2 but as an incremental definition from an active TWP plane
G69 : cancels the current twp (resets all parameters, moves to G54 and sets Identity kinematics)
G53.1 (P) : spindle orientation without tcp, switches to G59 and activates tool kinematics
G53.3 (P XYZ) : same as G53.1 but with simultaneous move the the XYZ coords on the twp plane
G53.6 (P) : same as G53.1 but spindle orientation with tcp
- Spindle is C primary, A secondary or B secondary as defined in the [TWP] section of the ini file
- All G53.x commands will respect axis limits as set in the ini file for the respective primary and secondary spindle joints.
- The P word sets the orientation strategy: 0(default)=shortest distance, 1=positive rotation only, 2= negative rotation only (this applies to the primary rotary, the secondary move the shortest distance)
For more:
www.forum.linuxcnc.org/show-your-stuff/4...nutating-head#271334
Last edit: 21 Jan 2024 13:10 by Aciera.
Please Log in or Create an account to join the conversation.
Time to create page: 0.287 seconds