G55/G54 user coords: NOT seeing things.
- clunc
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 245
- Thank you received: 37
01 Aug 2016 13:26 - 18 Aug 2016 13:58 #78232
by clunc
G55/G54 user coords: NOT seeing things. was created by clunc
EDIT:
Actual evidence.
FW,L,IW.
I am not asking for help because I have not collected enough information. I'm reporting what I think I'm seeing in case someone else also thinks she's seen it and thinks she's going crazy, like I. I've hunted for AXIS bugs and updates, but found nothing related.
Newly entering the world of relative coordinate systems: I think I'm hearing footsteps, seeing spooks, chasing chimeras.
I'm an experienced hobbyist who has moved from a home-built to a commercial machine and have rassled through a host of new experiences, like hardware home switches. (For other neophytes: with "real" Home switches, pressing "Home" no longer defines the location of home, it sets the axis in motion to go find it, scary the first time.) I should add that previously I learned just enough G-code to do what I wanted, but that involved running 150 different projects.
LinuxCNC 2.7.5 [later updated to 2.7.6, and then 2.7.6-8-g60675cf]
Ubuntu 12.04 LTS
software stepping
Having the new machine finally responding, after changing out the 15-pin gameport approach for a parallel-port and LinuxCNC, I moved on to several days of trying to get my head around absolute machine coordinates G53 and the nine, relative, user coordinate systems, G54-G59.3.
I took the widely offered advice to use G54 to "shadow" G53 so that running the G54 command in the MDI displays G53's current coordinates. I useto do this, or "Home All" (which moves the machine to G53 X0Y0Z0) and "touch off" G54 to X0Y0Z0.
[EDIT: I meant to clarify that I am using the "Touch Off" button, and not "Tool Touch Off."]
I dedicate G55 to my workpiece. I move to the top-center of it and touch off G55 to X0Y0Z0.
I dedicate G56 to an "off-piece" Z-height finder (aka "knife switch" for use with G38.2 (probe or fail) for the purpose of having a Z reference for touching off a new tool. (I have heard of such things as tool offsets, but have not gone there yet.) For the purpose, while still on G55's origin, I touch off G56 to X8Y0 (but not Z). Thus moving to G56 X0 or G55 X-8 will be 8" to the left of workpiece center. At that location, I probe down to the top-of-finder and touch off G56 to Z0.
1. At this point, I think I understand my coordinate systems which--if I don't--explains my later hallucinations. What I think I understand although I don't remember seeing it in black-and-white is that "Homing" establishes G53's origin and G10 L2 Pn establishes the offsets from G53's origin to Pn's and touchoff (and G10 L20 Pn) can be used to set whatever values are desired for the current location "and offsets to Pn from G53 will be calculated automatically."
2. The hallucinations to which I refer happen while I am concentrating intensely on not screwing up (again), and as I go back-and-forth among coord systems, triple-checking, I "imagine" that I'm seeing one or another of them "lose" their reference. I have not been able to determine a sequence to repeat what I thought I saw, but have had to re-touchoff one axis or another that I noticed was not right.
3. Another behavior "I'm pretty sure I've witnessed" is switching coordinate systems in the MDI and not seeing the coordinates updated by AXIS. For example, if I'm in G54 and go to G55, I will sometimes notice that the coordinates still look like they are G54's. Then I will possibly go to G56 to check that, and the coordinates may update, after which I go into G55 where they seem to be right too. It doesn't happen all the time and I can try to repeat the sequence with no success. Other times, as I said, I find the coordinates really have changed and I have to reset/redefine the origin.
If I am altering the coordinates somehow, I am not aware of it. After G10 L2 P1 [G54] and touching off as described, I'm not touching off again or running any further G10 commands.
BTW, after I've setting a G5n's origin, I switch to G54 (which shows me G53) and take a screenshot for later reference.
I apologize for an overactive imagination. Thank you for your forbearance.
FW,L,IW.
I am not asking for help because I have not collected enough information. I'm reporting what I think I'm seeing in case someone else also thinks she's seen it and thinks she's going crazy, like I. I've hunted for AXIS bugs and updates, but found nothing related.
Newly entering the world of relative coordinate systems: I think I'm hearing footsteps, seeing spooks, chasing chimeras.
I'm an experienced hobbyist who has moved from a home-built to a commercial machine and have rassled through a host of new experiences, like hardware home switches. (For other neophytes: with "real" Home switches, pressing "Home" no longer defines the location of home, it sets the axis in motion to go find it, scary the first time.) I should add that previously I learned just enough G-code to do what I wanted, but that involved running 150 different projects.
LinuxCNC 2.7.5 [later updated to 2.7.6, and then 2.7.6-8-g60675cf]
Ubuntu 12.04 LTS
software stepping
Having the new machine finally responding, after changing out the 15-pin gameport approach for a parallel-port and LinuxCNC, I moved on to several days of trying to get my head around absolute machine coordinates G53 and the nine, relative, user coordinate systems, G54-G59.3.
I took the widely offered advice to use G54 to "shadow" G53 so that running the G54 command in the MDI displays G53's current coordinates. I use
G10 L2 P1 X0Y0Z0[EDIT: I meant to clarify that I am using the "Touch Off" button, and not "Tool Touch Off."]
I dedicate G55 to my workpiece. I move to the top-center of it and touch off G55 to X0Y0Z0.
I dedicate G56 to an "off-piece" Z-height finder (aka "knife switch" for use with G38.2 (probe or fail) for the purpose of having a Z reference for touching off a new tool. (I have heard of such things as tool offsets, but have not gone there yet.) For the purpose, while still on G55's origin, I touch off G56 to X8Y0 (but not Z). Thus moving to G56 X0 or G55 X-8 will be 8" to the left of workpiece center. At that location, I probe down to the top-of-finder and touch off G56 to Z0.
1. At this point, I think I understand my coordinate systems which--if I don't--explains my later hallucinations. What I think I understand although I don't remember seeing it in black-and-white is that "Homing" establishes G53's origin and G10 L2 Pn establishes the offsets from G53's origin to Pn's and touchoff (and G10 L20 Pn) can be used to set whatever values are desired for the current location "and offsets to Pn from G53 will be calculated automatically."
2. The hallucinations to which I refer happen while I am concentrating intensely on not screwing up (again), and as I go back-and-forth among coord systems, triple-checking, I "imagine" that I'm seeing one or another of them "lose" their reference. I have not been able to determine a sequence to repeat what I thought I saw, but have had to re-touchoff one axis or another that I noticed was not right.
3. Another behavior "I'm pretty sure I've witnessed" is switching coordinate systems in the MDI and not seeing the coordinates updated by AXIS. For example, if I'm in G54 and go to G55, I will sometimes notice that the coordinates still look like they are G54's. Then I will possibly go to G56 to check that, and the coordinates may update, after which I go into G55 where they seem to be right too. It doesn't happen all the time and I can try to repeat the sequence with no success. Other times, as I said, I find the coordinates really have changed and I have to reset/redefine the origin.
If I am altering the coordinates somehow, I am not aware of it. After G10 L2 P1 [G54] and touching off as described, I'm not touching off again or running any further G10 commands.
BTW, after I've setting a G5n's origin, I switch to G54 (which shows me G53) and take a screenshot for later reference.
I apologize for an overactive imagination. Thank you for your forbearance.
Last edit: 18 Aug 2016 13:58 by clunc.
Please Log in or Create an account to join the conversation.
- clunc
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 245
- Thank you received: 37
02 Aug 2016 02:24 - 02 Aug 2016 02:25 #78273
by clunc
Replied by clunc on topic NEW, Infant, at G5n user coords: Seeing things?
Noticed one thing as I'm trying to keep my eyes wider for examples: when I interrupt a running program which has been running in G55, the "status" line on the MDI tab indicates the current mode is G55. However the coordinates appear to be G54. If I execute a G55, the coordinates change.
I understand that when M2 is executed the coord system is reset to G54, but G54 coords should not have been, I guess, displaying while the program was running in G55. Interrupting (w/ESC) I guess would not have given AXIS an opportunity to reset the coord system to G54, whence the coords should still have been G55 and thus should not have changed.
Thin soup, yes.
I understand that when M2 is executed the coord system is reset to G54, but G54 coords should not have been, I guess, displaying while the program was running in G55. Interrupting (w/ESC) I guess would not have given AXIS an opportunity to reset the coord system to G54, whence the coords should still have been G55 and thus should not have changed.
Thin soup, yes.
Last edit: 02 Aug 2016 02:25 by clunc.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19875
- Thank you received: 4642
02 Aug 2016 23:30 #78311
by andypugh
Which version of linuxCNC?
I think this was an actual bug, and I think it is fixed in the recent 2.7.6 release. If it wasn't, it will be soon.
Replied by andypugh on topic NEW, Infant, at G5n user coords: Seeing things?
Noticed one thing as I'm trying to keep my eyes wider for examples: when I interrupt a running program which has been running in G55, the "status" line on the MDI tab indicates the current mode is G55. However the coordinates appear to be G54. If I execute a G55, the coordinates change.
Which version of linuxCNC?
I think this was an actual bug, and I think it is fixed in the recent 2.7.6 release. If it wasn't, it will be soon.
Please Log in or Create an account to join the conversation.
- eFalegname
-

- Offline
- Elite Member
-
Less
More
- Posts: 252
- Thank you received: 30
03 Aug 2016 06:21 - 03 Aug 2016 06:28 #78317
by eFalegname
I still use the 2.7.5 version (on linuxmint mate) because I can not do the upgrade although I type the command "git pull" several times on the terminal. All my programs are wrapped by "%" function not M2, but whenever I arrest the running gcode with the "stop" LinuxCNC goes on the G54 coord-system - a big hassle.
Replied by eFalegname on topic NEW, Infant, at G5n user coords: Seeing things?
I understand that when M2 is executed the coord system is reset to G54, but G54 coords should not have been, I guess, displaying while the program was running in G55. Interrupting (w/ESC) I guess would not have given AXIS an opportunity to reset the coord system to G54, whence the coords should still have been G55 and thus should not have changed.
Thin soup, yes.
I still use the 2.7.5 version (on linuxmint mate) because I can not do the upgrade although I type the command "git pull" several times on the terminal. All my programs are wrapped by "%" function not M2, but whenever I arrest the running gcode with the "stop" LinuxCNC goes on the G54 coord-system - a big hassle.
Last edit: 03 Aug 2016 06:28 by eFalegname.
Please Log in or Create an account to join the conversation.
- clunc
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 245
- Thank you received: 37
18 Aug 2016 12:01 #78986
by clunc
Replied by clunc on topic NEW, Infant, at G5n user coords: Seeing things?
In continuing to puzzle through another problem (
topic
), I installed the latest "buildbot" version of 2.7 (2.7.6-8-g60675cf) overnight and tried it again this morning.
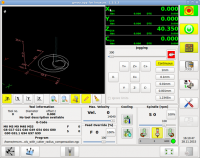
I recognized the coordinates being displayed in the DRO as G54's (where the machine had been "parked" before upgrading) although the "Active G-Codes" window lists the mode as "G55".
I attempted to change the display to G55's coordinates (all 0s) three times by issuing G55s, but was not successful until first executing G54, followed by G55.
This is repeatable (see attached).
I recognized the coordinates being displayed in the DRO as G54's (where the machine had been "parked" before upgrading) although the "Active G-Codes" window lists the mode as "G55".
I attempted to change the display to G55's coordinates (all 0s) three times by issuing G55s, but was not successful until first executing G54, followed by G55.
This is repeatable (see attached).
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Platinum Member
-

Less
More
- Posts: 1931
- Thank you received: 394
21 Aug 2016 20:49 #79210
by newbynobi
Replied by newbynobi on topic NEW, Infant, at G5n user coords: Seeing things?
This is caused by a resent push, i have launched an issue for that!
Norbert
Norbert
The following user(s) said Thank You: HalaszAttila
Please Log in or Create an account to join the conversation.
- HalaszAttila
- Offline
- Premium Member
-

Less
More
- Posts: 149
- Thank you received: 5
06 Feb 2023 07:22 - 06 Feb 2023 07:23 #263802
by HalaszAttila
Replied by HalaszAttila on topic NEW, Infant, at G5n user coords: Seeing things?
Is this issue solved in newest version?
Last edit: 06 Feb 2023 07:23 by HalaszAttila.
Please Log in or Create an account to join the conversation.
Time to create page: 0.126 seconds