Simple G7x Profile editor for Linuxcnc/Axis
- opw
- Offline
- New Member
-

Less
More
- Posts: 17
- Thank you received: 9
02 Feb 2026 15:19 #342320
by opw
Simple G7x Profile editor for Linuxcnc/Axis was created by opw
Hi guys,
Created this simple, but effective profile editor for myself.
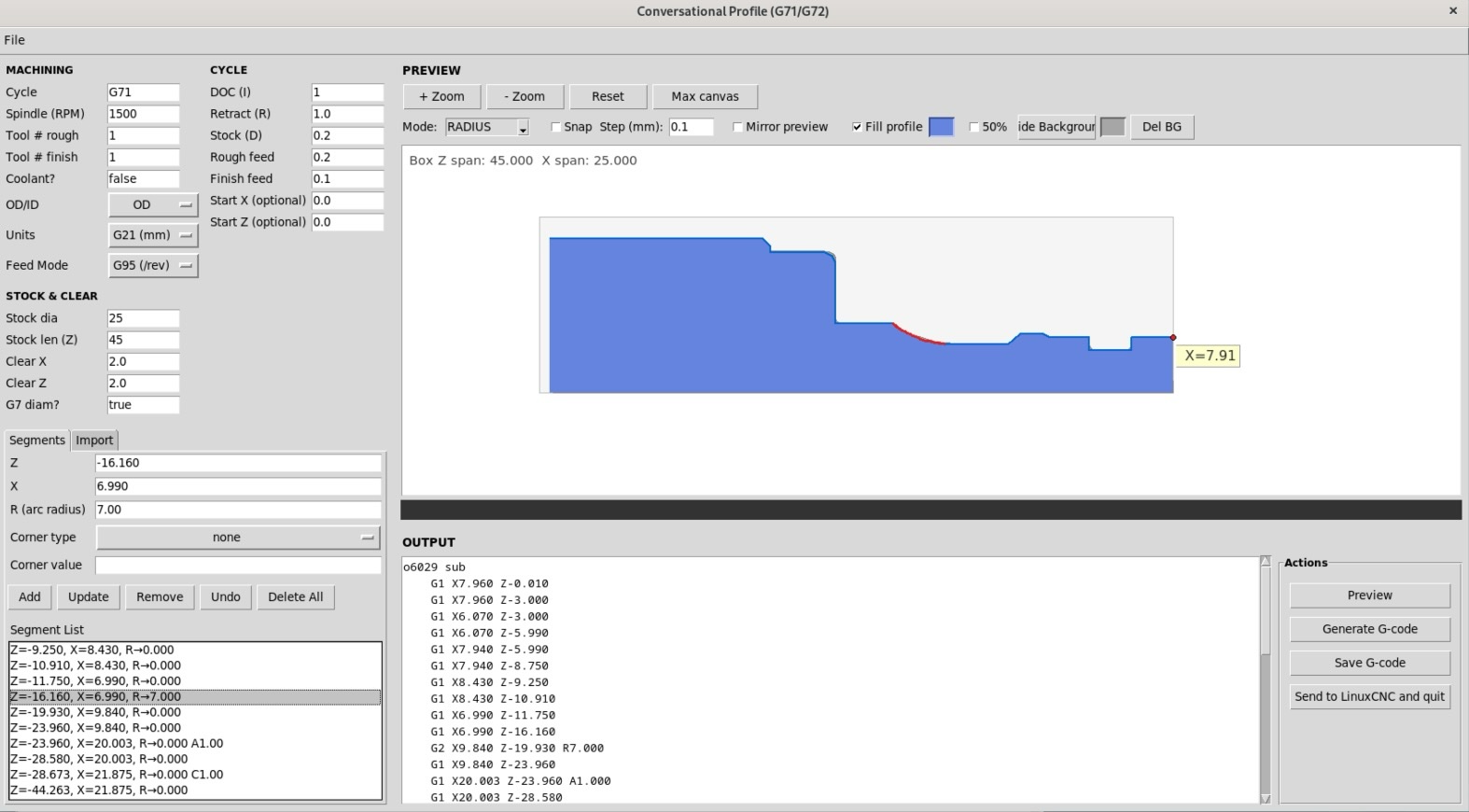
It is a lightweight Tk-based conversational editor for lathe profiles, designed for LinuxCNC / PathPilot style workflows.It lets you sketch, edit, and preview turning profiles interactively, then generates a G71 or G72 roughing cycle with a G70 finish pass. All core functionality uses only the Python standard library (Tk), so it can be dropped directly into a AXIS environment.Optional DXF / 3MF import is supported via external libraries.
For example you can:
Created this simple, but effective profile editor for myself.
It is a lightweight Tk-based conversational editor for lathe profiles, designed for LinuxCNC / PathPilot style workflows.It lets you sketch, edit, and preview turning profiles interactively, then generates a G71 or G72 roughing cycle with a G70 finish pass. All core functionality uses only the Python standard library (Tk), so it can be dropped directly into a AXIS environment.Optional DXF / 3MF import is supported via external libraries.
For example you can:
- import an STL as a background reference
- Auto create segment points or (recommended) tracing the rotational outline with profile points
- Adding chamfers and radii for finishing details
- Adjusting geometry for optimal cutting
- Setting machining parameters
- Generating G-code
- Sending to LinuxCNC/AXIS
Attachments:
The following user(s) said Thank You: tommylight, pommen, Aciera, Surmetall, NWE
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21747
- Thank you received: 7433
25 Feb 2026 23:21 #343513
by tommylight
Replied by tommylight on topic Simple G7x Profile editor for Linuxcnc/Axis
Looks nice, thank you.
Please Log in or Create an account to join the conversation.
- dredivan
- Away
- New Member
-
Less
More
- Posts: 14
- Thank you received: 1
28 Mar 2026 16:30 #344884
by dredivan
Replied by dredivan on topic Simple G7x Profile editor for Linuxcnc/Axis
Hi, great tool — thanks for sharing it!
I ran into two issues with the generated G-code on a standard LinuxCNC setup (not PathPilot), both easy to fix:
**1. D and I parameters are swapped in the G71/G72 line**
The generator outputs:
```
G71 Q#### D{stock_allow} I{doc} R... F...
```
But LinuxCNC G71 expects `D` = depth of cut per pass and `I` = finish stock allowance — the opposite of what is currently generated. With the values swapped, the cycle runs with a 0.2 mm DOC and a 2 mm finish allowance instead of the other way around.
**2. X and Z arguments on the G71/G72 line cause the machine to stall**
The generator adds `X{start_x} Z{start_z}` directly on the G71 line:
```
G71 Q#### X30.000 Z2.000 D... I... R... F...
```
LinuxCNC does not accept X/Z on the canned cycle line itself — the approach is already handled by the preceding `G0`. With these arguments present the spindle starts but the machine does not move.
**Fix** — patch profiler.py (4 occurrences):
```bash
sed -i 's/X{start_x:.3f} Z{start_z:.3f} D{p.stock_allow:.3f} I{p.doc:.3f}/D{p.doc:.3f} I{p.stock_allow:.3f}/g' profiler.py
```
After the fix the output looks like:
```
G0 X30.000 Z2.000
G71 Q#### D0.500 I0.200 R1.000 F100.0
G70 Q#### F50.0
```
Which runs correctly on LinuxCNC 2.10 with AXIS.
Hope this helps, and thanks again for the project!
I ran into two issues with the generated G-code on a standard LinuxCNC setup (not PathPilot), both easy to fix:
**1. D and I parameters are swapped in the G71/G72 line**
The generator outputs:
```
G71 Q#### D{stock_allow} I{doc} R... F...
```
But LinuxCNC G71 expects `D` = depth of cut per pass and `I` = finish stock allowance — the opposite of what is currently generated. With the values swapped, the cycle runs with a 0.2 mm DOC and a 2 mm finish allowance instead of the other way around.
**2. X and Z arguments on the G71/G72 line cause the machine to stall**
The generator adds `X{start_x} Z{start_z}` directly on the G71 line:
```
G71 Q#### X30.000 Z2.000 D... I... R... F...
```
LinuxCNC does not accept X/Z on the canned cycle line itself — the approach is already handled by the preceding `G0`. With these arguments present the spindle starts but the machine does not move.
**Fix** — patch profiler.py (4 occurrences):
```bash
sed -i 's/X{start_x:.3f} Z{start_z:.3f} D{p.stock_allow:.3f} I{p.doc:.3f}/D{p.doc:.3f} I{p.stock_allow:.3f}/g' profiler.py
```
After the fix the output looks like:
```
G0 X30.000 Z2.000
G71 Q#### D0.500 I0.200 R1.000 F100.0
G70 Q#### F50.0
```
Which runs correctly on LinuxCNC 2.10 with AXIS.
Hope this helps, and thanks again for the project!
Please Log in or Create an account to join the conversation.
- opw
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 9
07 Apr 2026 07:11 #345254
by opw
Replied by opw on topic Simple G7x Profile editor for Linuxcnc/Axis
Thanks for reporting this. I am a little pressed for time these days, so I don't know when I get around to checking and fixing it.
Please Log in or Create an account to join the conversation.
- papagno-source
- Offline
- Elite Member
-

Less
More
- Posts: 170
- Thank you received: 13
20 Apr 2026 14:01 #345774
by papagno-source
Replied by papagno-source on topic Simple G7x Profile editor for Linuxcnc/Axis
Good morning everyone. But does this conversational lathe software only work with Axis or does it have its own native GUI?
Please Log in or Create an account to join the conversation.
- opw
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 9
22 Apr 2026 18:10 #345845
by opw
Replied by opw on topic Simple G7x Profile editor for Linuxcnc/Axis
It has its own GUI....I have not tried it with other UI's, but should be able to work. You can save the g-code and load it in any Linuxcnc ui.
In the readme->quick install section it mentions the 'standalone' mode
In the readme->quick install section it mentions the 'standalone' mode
Please Log in or Create an account to join the conversation.
- papagno-source
- Offline
- Elite Member
-
Less
More
- Posts: 170
- Thank you received: 13
23 Apr 2026 08:55 #345869
by papagno-source
Replied by papagno-source on topic Simple G7x Profile editor for Linuxcnc/Axis
HI good mornig at all.
The GUI, can running on Debian 10 ?
Thanks
The GUI, can running on Debian 10 ?
Thanks
Please Log in or Create an account to join the conversation.
- opw
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 9
28 Apr 2026 14:57 #346010
by opw
Replied by opw on topic Simple G7x Profile editor for Linuxcnc/Axis
It should, just try it, it is a small download and easy to try
Please Log in or Create an account to join the conversation.
- opw
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 9
15 Jun 2026 08:59 - 15 Jun 2026 09:01 #347081
by opw
Replied by opw on topic Simple G7x Profile editor for Linuxcnc/Axis
Sorry it took such a long time. I have updated the code with your suggestions, pushed it to github, but have not gotten around to testing it yet on my own lathe as workshop time is scarce at the moment.
Let me know if you still encounter any issues.
Let me know if you still encounter any issues.
Last edit: 15 Jun 2026 09:01 by opw.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- dredivan
- Away
- New Member
-
Less
More
- Posts: 14
- Thank you received: 1
15 Jun 2026 13:38 - 15 Jun 2026 13:39 #347091
by dredivan
Replied by dredivan on topic Simple G7x Profile editor for Linuxcnc/Axis
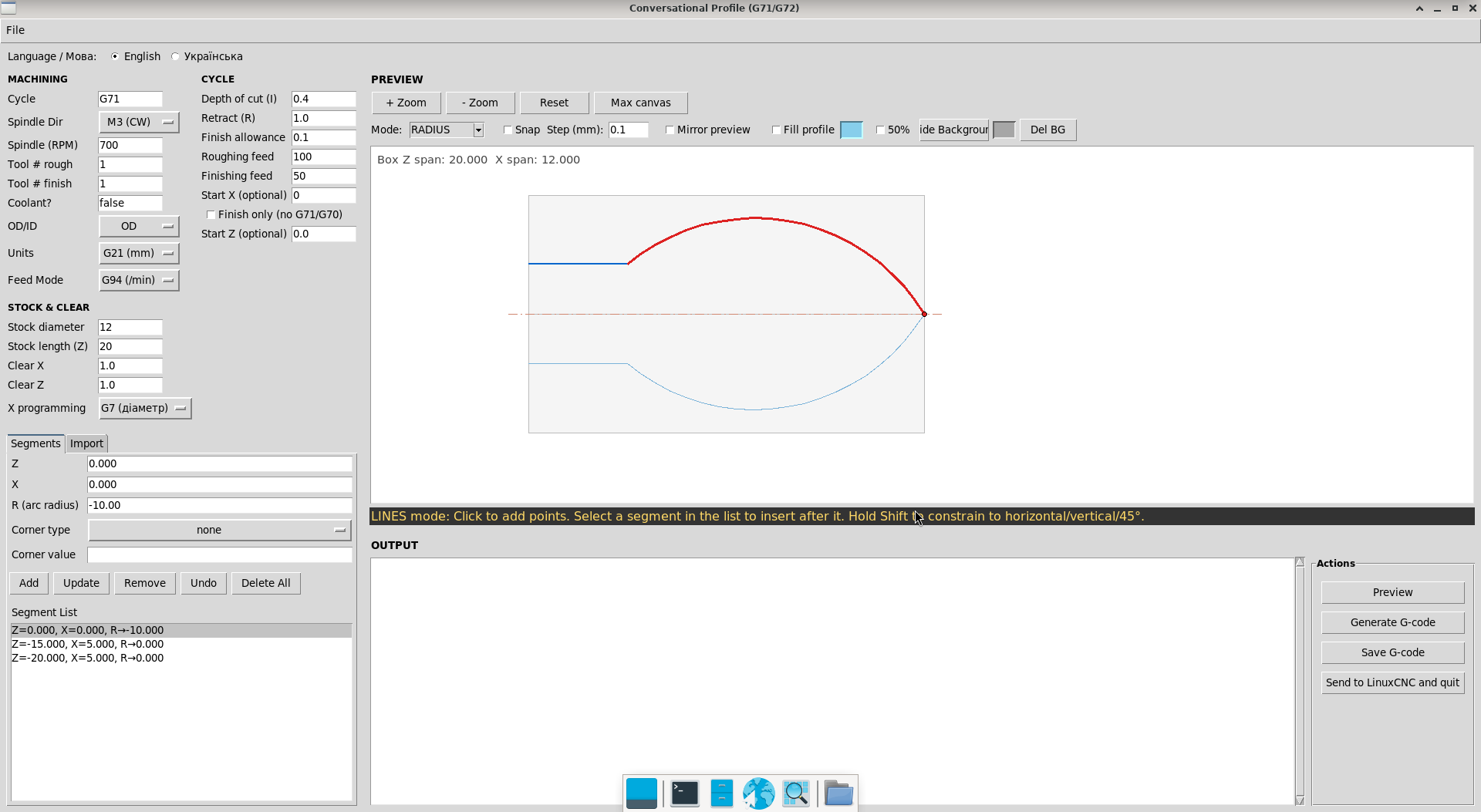
Hi everyone! I'm not a programmer, I have a small lathe (LinuxCNC 2.9.8, Mesa 7I96S), and I'm slowly learning. I found a few real issues in the profiler — some of them can actually cause the tool to crash into the workpiece. All fixes were made together with Claude (AI), and tested on real hardware.What was fixed:
- English/Ukrainian language switcher at the very top of the window (English by default)
- D and I were swapped in G71/G72, plus incorrect scaling for G7 (diameter mode) — the actual depth of cut was twice the value entered
- unsafe G71→G70 transition — for certain Start X values the tool wouldn't retract and crashed into the part
- Start X / retract didn't account for arcs (G2/G3) "bulging" beyond their endpoints
- added a "Finish only" mode — re-run just the last pass without G71/G70
- added a safe approach move at program start, from any starting position
- improved preview (symmetric, centerline at X=0) and DXF import
File and detailed changelog (CHANGES.txt) attached. If it's useful to anyone, feel free to grab it.
Last edit: 15 Jun 2026 13:39 by dredivan.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
Time to create page: 0.151 seconds