7i76e Analog Spindle Control vs RS-485
- jpvonoy
-
 Topic Author
Topic Author
- Offline
- New Member
-

Less
More
- Posts: 18
- Thank you received: 0
23 Dec 2020 03:43 - 23 Dec 2020 03:44 #192919
by jpvonoy
7i76e Analog Spindle Control vs RS-485 was created by jpvonoy
I have a 7i76e with a Huanyang HY series VFD, connected to a Raspberry Pi 4, running a CNC router. I'm currently using the Analog Spindle Control from the 7i76e, but I realized I don't have spindle-at-speed functionality (no encoder).
I'm thinking of switching to RS-485 control. Can someone confirm that spindle speed feedback is provided over RS-485 to enable use of the spindle-at-speed signal?
What are the pros and cons of analog control through the 7i76e vs RS-485 control? Is the real-time aspect of analog control not important for a CNC router?
I'm thinking of switching to RS-485 control. Can someone confirm that spindle speed feedback is provided over RS-485 to enable use of the spindle-at-speed signal?
What are the pros and cons of analog control through the 7i76e vs RS-485 control? Is the real-time aspect of analog control not important for a CNC router?
Last edit: 23 Dec 2020 03:44 by jpvonoy. Reason: I wanted to be notified of replies
Please Log in or Create an account to join the conversation.
- chris@cnc
- Offline
- Platinum Member
-

Less
More
- Posts: 529
- Thank you received: 140
23 Dec 2020 17:58 - 23 Dec 2020 18:01 #192990
by chris@cnc
Replied by chris@cnc on topic 7i76e Analog Spindle Control vs RS-485
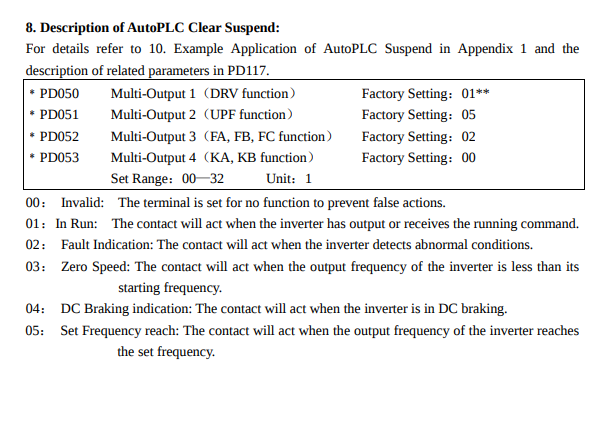
You have on your VDF a multi-output function. Adjust parameter by table and you have a spindle at speed signal or spindel lost speed signal. There are some more in manual...
Not necessary switch to sserial. But of course this is pretty cool and you can adjust some more and have life health information. But i can not adjust it.
Not necessary switch to sserial. But of course this is pretty cool and you can adjust some more and have life health information. But i can not adjust it.
Attachments:
Last edit: 23 Dec 2020 18:01 by chris@cnc.
Please Log in or Create an account to join the conversation.
- jpvonoy
-
Topic Author
- Offline
- New Member
-
Less
More
- Posts: 18
- Thank you received: 0
24 Dec 2020 16:03 #193128
by jpvonoy
Replied by jpvonoy on topic 7i76e Analog Spindle Control vs RS-485
Thanks chris@cnc. That's good news. I'll try wiring up one or more of those outputs from the VFD.
If anyone else has any input, I'm still curious just for the sake of learning, if there are any pros/cons of using RS-485 vs the 7i76e analog control.
If anyone else has any input, I'm still curious just for the sake of learning, if there are any pros/cons of using RS-485 vs the 7i76e analog control.
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4729
- Thank you received: 2121
24 Dec 2020 16:12 #193131
by Aciera
Replied by Aciera on topic 7i76e Analog Spindle Control vs RS-485
You might actually be able to use the analog control you already have set up and use the RS485 just for reading the extra information you need from the vfd.
I found that, for some reason, using RS485 with my vfd was very slow for adjusting the spindle speed while machining.
I found that, for some reason, using RS485 with my vfd was very slow for adjusting the spindle speed while machining.
Please Log in or Create an account to join the conversation.
- jpvonoy
-
Topic Author
- Offline
- New Member
-
Less
More
- Posts: 18
- Thank you received: 0
26 Dec 2020 19:28 #193247
by jpvonoy
That's good thought. I hadn't considered that option. Thanks for the input.
Replied by jpvonoy on topic 7i76e Analog Spindle Control vs RS-485
You might actually be able to use the analog control you already have set up and use the RS485 just for reading the extra information you need from the vfd.
I found that, for some reason, using RS485 with my vfd was very slow for adjusting the spindle speed while machining.
That's good thought. I hadn't considered that option. Thanks for the input.
Please Log in or Create an account to join the conversation.
Moderators: PCW, jmelson
Time to create page: 0.133 seconds