AC Servo Spindle with AASD servo controller stops too abruptly
- Wusel
- Offline
- Premium Member
-

Less
More
- Posts: 91
- Thank you received: 8
08 Jul 2021 05:37 #214008
by Wusel
AC Servo Spindle with AASD servo controller stops too abruptly was created by Wusel
hello there,
I am not sure wether I am in the right place to ask but we'll see.
I managed to set up a LuxMill Milling machine now with LinuxCNC. Each Axis is driven by a servo Motor, so is the spindle. It's this kind of China AC Servo motors with an AASD series servo drive controller. So far I got everything working except one puzzling bit.
On the 1,8kW servo spindel motor I defined a speed ramp of about 3s to ramp up and down.
However, when I us M5 to stop the spindle then it initially ramps down properly and then at low speeds it sort of jams the brake in and stops very abruptly. Since I am not using an external braking resistor I am afraid that it will throw up an error once I use some tools with more inertia.
Can anyone point me in the right direction where to look? My feeling is that it is one of the many zero speed clamping parameters and not really a LinuxCNc issue.
thanks in advance
Rainer
I am not sure wether I am in the right place to ask but we'll see.
I managed to set up a LuxMill Milling machine now with LinuxCNC. Each Axis is driven by a servo Motor, so is the spindle. It's this kind of China AC Servo motors with an AASD series servo drive controller. So far I got everything working except one puzzling bit.
On the 1,8kW servo spindel motor I defined a speed ramp of about 3s to ramp up and down.
However, when I us M5 to stop the spindle then it initially ramps down properly and then at low speeds it sort of jams the brake in and stops very abruptly. Since I am not using an external braking resistor I am afraid that it will throw up an error once I use some tools with more inertia.
Can anyone point me in the right direction where to look? My feeling is that it is one of the many zero speed clamping parameters and not really a LinuxCNc issue.
thanks in advance
Rainer
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19861
- Thank you received: 4636
08 Jul 2021 15:24 #214031
by andypugh
Replied by andypugh on topic AC Servo Spindle with AASD servo controller stops too abruptly
I think that this is probably due to linking the spindle drive enable to spindle-is-on, and that probably goes false immediately on M5.
Try leaving the spindle drive permanently enabled (or, better, linked to halui.machine.is-on )
Try leaving the spindle drive permanently enabled (or, better, linked to halui.machine.is-on )
Please Log in or Create an account to join the conversation.
- Wusel
- Offline
- Premium Member
-
Less
More
- Posts: 91
- Thank you received: 8
14 Jul 2021 09:59 #214705
by Wusel
Replied by Wusel on topic AC Servo Spindle with AASD servo controller stops too abruptly
hi Andy,
thnaks for the suggestion. I am not quite familiar with Linux yet but I'll try your suggestion. Whe I stop the spindle from a higher speed, say 2000rpm then it does not stop immediately but ramps down as it should for a second or two and then somewhere at a lower speet it james the brakes on. That's what I find so irritating.
regards
Rainer
thnaks for the suggestion. I am not quite familiar with Linux yet but I'll try your suggestion. Whe I stop the spindle from a higher speed, say 2000rpm then it does not stop immediately but ramps down as it should for a second or two and then somewhere at a lower speet it james the brakes on. That's what I find so irritating.
regards
Rainer
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4707
- Thank you received: 2106
14 Jul 2021 10:08 - 14 Jul 2021 10:10 #214708
by Aciera
Replied by Aciera on topic AC Servo Spindle with AASD servo controller stops too abruptly
Hard to say really since we don't know how and if you have connected the spindle enable. Not sure if those servo drives have a ramp down setting.
[edit]
Maybe attach you hal and ini.
[edit]
Maybe attach you hal and ini.
Last edit: 14 Jul 2021 10:10 by Aciera.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
14 Jul 2021 10:09 #214709
by andypugh
Replied by andypugh on topic AC Servo Spindle with AASD servo controller stops too abruptly
This is probably configured in the drive. I would expect that if you look at the drive-enable output in HAL (without seeing the HAL I can't give any better indication exactly what label to look at) you will see it go false immediately the spindle stops, but at higher speeds the drive itself chooses to ramp down before stopping.hi Andy,
thnaks for the suggestion. I am not quite familiar with Linux yet but I'll try your suggestion. Whe I stop the spindle from a higher speed, say 2000rpm then it does not stop immediately but ramps down as it should for a second or two and then somewhere at a lower speet it james the brakes on. That's what I find so irritating.
Please Log in or Create an account to join the conversation.
- chris@cnc
- Offline
- Platinum Member
-

Less
More
- Posts: 529
- Thank you received: 140
14 Jul 2021 20:20 #214773
by chris@cnc
Replied by chris@cnc on topic AC Servo Spindle with AASD servo controller stops too abruptly
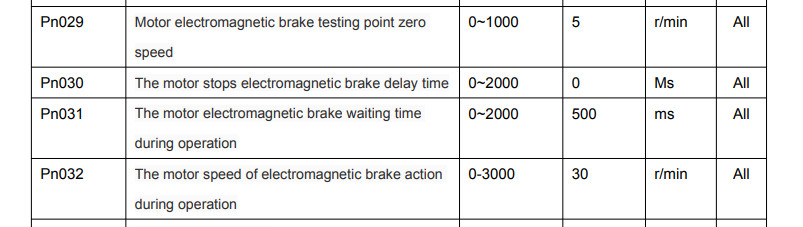
Normally the brake should only switch when the enable signal to the amplifier switches off. This is a backup for hanging axes. Where did you get the servo-on signal from? Is it permanently on or only when you give speed?
Second possibility, change parameters PN029 and PN032 -> 0.
A third idea would be to switch the brake with a relay connected to the machine enable signal.
Second possibility, change parameters PN029 and PN032 -> 0.
A third idea would be to switch the brake with a relay connected to the machine enable signal.
Attachments:
Please Log in or Create an account to join the conversation.
Time to create page: 0.180 seconds