- GCode and Part Programs
- CAD CAM
- fusion360 to Linuxcnc CAM problem - multiple tools - manual changing
fusion360 to Linuxcnc CAM problem - multiple tools - manual changing
- gzcwnk
- Offline
- Premium Member
-

Less
More
- Posts: 83
- Thank you received: 2
08 Jan 2019 07:54 #123758
by gzcwnk
fusion360 to Linuxcnc CAM problem was created by gzcwnk
So I am trying to get Fusion 360 drawn piece to work on Linuxcnc and partially failing. The first run an adaptive clearing works fine. I then expect the spindle to wait for me to change the 3 flute roughing end mill to a ball nose for the second operation, this doesnt seem to occur. I have no idea what I am doing wrong.
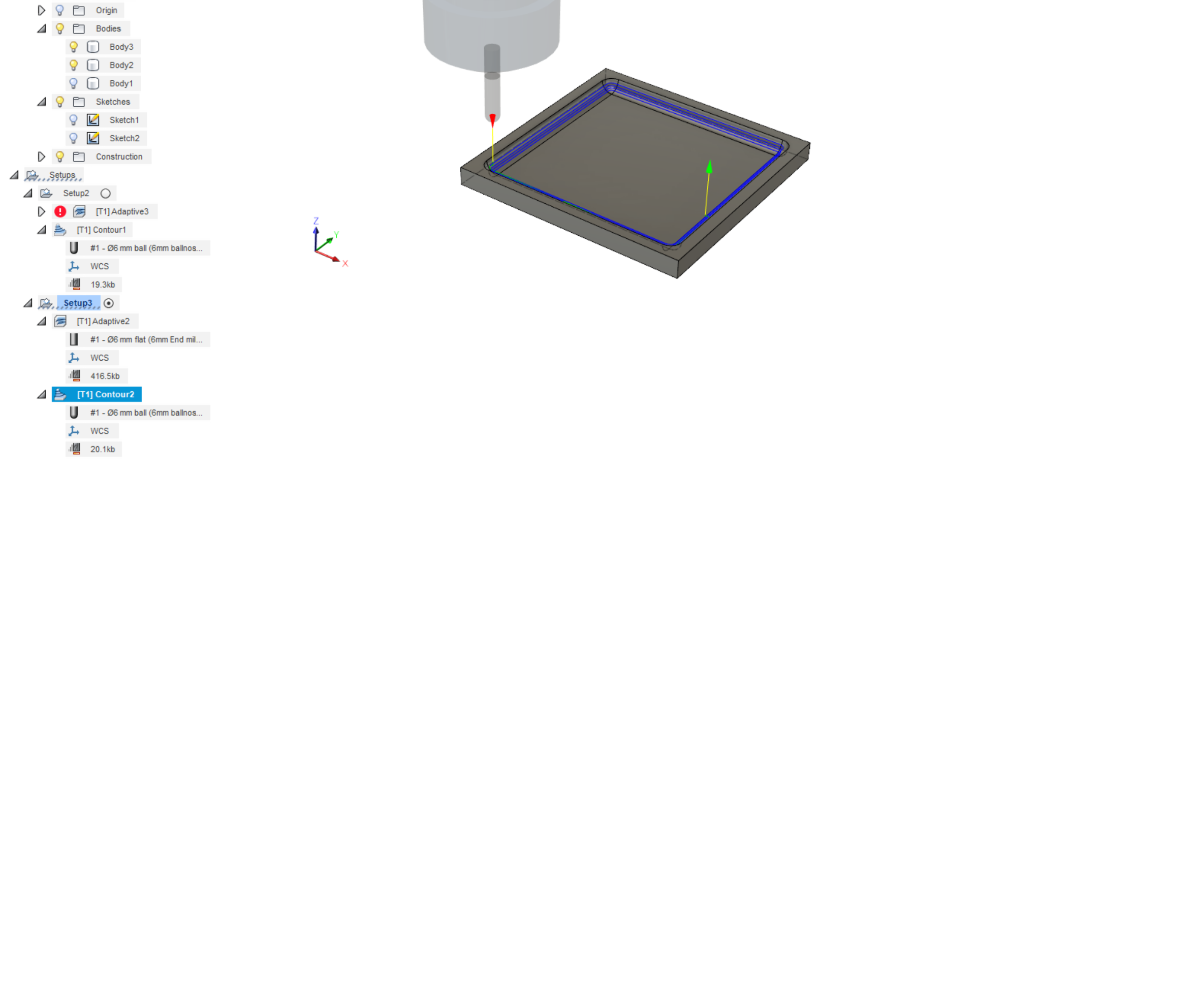
The one of interest is setup3. setup3 is my second go setup 2 didnt work either just a bigger piece which took too long.
What info do you need to help me? the f3d file? ngc file?
The one of interest is setup3. setup3 is my second go setup 2 didnt work either just a bigger piece which took too long.
What info do you need to help me? the f3d file? ngc file?
Attachments:
Please Log in or Create an account to join the conversation.
- snoozer77
-

- Offline
- Premium Member
-
Less
More
- Posts: 97
- Thank you received: 12
08 Jan 2019 07:59 #123759
by snoozer77
Replied by snoozer77 on topic fusion360 to Linuxcnc CAM problem
Hi, You have both tools set to tool #1. Change your finishing tool to another number and you will be good to go. Cheers Matt
The following user(s) said Thank You: gzcwnk
Please Log in or Create an account to join the conversation.
- gzcwnk
- Offline
- Premium Member
-
Less
More
- Posts: 83
- Thank you received: 2
08 Jan 2019 08:18 #123760
by gzcwnk
Replied by gzcwnk on topic fusion360 to Linuxcnc CAM problem
That's odd as I thought someone told me last time to make them all the same number. They were all #1 so I didnt change anything.

I will try your suggestion that tomorrow night, too late now.
Look OK?

thanks
I will try your suggestion that tomorrow night, too late now.
Look OK?
thanks
Attachments:
Please Log in or Create an account to join the conversation.
- Skullworks
- Offline
- New Member
-

Less
More
- Posts: 12
- Thank you received: 2
08 Jan 2019 08:23 #123761
by Skullworks
Replied by Skullworks on topic fusion360 to Linuxcnc CAM problem
Snoozer77 is correct, can't have all tools be #1 or T1
Also you will want to have your post processor insert a G64 P Q for each tool.
see v2.7 docs - G64
Also you will want to have your post processor insert a G64 P Q for each tool.
see v2.7 docs - G64
Please Log in or Create an account to join the conversation.
- gzcwnk
- Offline
- Premium Member
-
Less
More
- Posts: 83
- Thank you received: 2
08 Jan 2019 08:30 #123762
by gzcwnk
Replied by gzcwnk on topic fusion360 to Linuxcnc CAM problem
"G64 P Q"
no indication where or how to do that.
no indication where or how to do that.
Please Log in or Create an account to join the conversation.
- gzcwnk
- Offline
- Premium Member
-
Less
More
- Posts: 83
- Thank you received: 2
08 Jan 2019 08:32 #123763
by gzcwnk
Replied by gzcwnk on topic fusion360 to Linuxcnc CAM problem
"Snoozer77 is correct, can't have all tools be #1 or T1"
No problems, no idea why they all have the same number. I tried to increment them and nothing happened so did it manually.
No problems, no idea why they all have the same number. I tried to increment them and nothing happened so did it manually.
Please Log in or Create an account to join the conversation.
- snoozer77
-
- Offline
- Premium Member
-
Less
More
- Posts: 97
- Thank you received: 12
08 Jan 2019 08:47 #123764
by snoozer77
Replied by snoozer77 on topic fusion360 to Linuxcnc CAM problem
Will give you a quick run down if your unsure on how to change it (or for anyone else who isn't sure). While using cam workspace, click on Manage, And select "Tool Library". In the Libraries Field (left hand side), click on the document name you are working on. Your tools will be displayed. Right click and select "edit tool" on the tool you want to change number (2nd tool in list). Go to post processor tab and change the tool number in the top box to "2", the numbers under will change automatically. Click Ok, you will want to check your feeds and speeds, as you can choose to override the previous data or not. After you check your feeds and speeds, you are ready to re-post the G-code and start machining.Hopefully i havnt forgotten anything. Hope this helps. Cheers Matt
The following user(s) said Thank You: gzcwnk
Please Log in or Create an account to join the conversation.
- snoozer77
-
- Offline
- Premium Member
-
Less
More
- Posts: 97
- Thank you received: 12
08 Jan 2019 08:50 #123765
by snoozer77
Replied by snoozer77 on topic fusion360 to Linuxcnc CAM problem
Got the pics in the wrong order. The circles have numbers to follow in the pics. You mat already know this, but i thought it might help anyone who doesnt.
The following user(s) said Thank You: gzcwnk
Please Log in or Create an account to join the conversation.
- gzcwnk
- Offline
- Premium Member
-
Less
More
- Posts: 83
- Thank you received: 2
09 Jan 2019 06:58 #123814
by gzcwnk
Replied by gzcwnk on topic fusion360 to Linuxcnc CAM problem
Ok so this fixed the problem, I can now change the tool OK, and the second part runs, thanks.
However I have no control over the axis(es) so I cant zero the second tool's Z and since its shorter it just ran in mid air.
I cant seem to find anything that allows me to zero Z to allow for the different lengths of the tools, how is that done?
Googling suggests I run different processes as different files?
However I have no control over the axis(es) so I cant zero the second tool's Z and since its shorter it just ran in mid air.
I cant seem to find anything that allows me to zero Z to allow for the different lengths of the tools, how is that done?
Googling suggests I run different processes as different files?
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21523
- Thank you received: 7337
09 Jan 2019 07:54 #123817
by tommylight
Replied by tommylight on topic fusion360 to Linuxcnc CAM problem
Or you can use the tool table in Linunxcnc and set the Z offset there, for each tool separately.
Please Log in or Create an account to join the conversation.
- GCode and Part Programs
- CAD CAM
- fusion360 to Linuxcnc CAM problem - multiple tools - manual changing
Time to create page: 0.841 seconds