WCS Offset issue - Table lower than machine max travel
- LukeH
- Offline
- New Member
-

Less
More
- Posts: 16
- Thank you received: 3
24 Nov 2016 11:28 #83216
by LukeH
WCS Offset issue - Table lower than machine max travel was created by LukeH
Hello All
I hope this is the correct section to post. My topic falls under a few categories and this seemed to be the best fit. I've also spent countless hours trying to figure this out myself. I've referenced practical machinist website, google searches, linuxcnc forum seraches etc..
I have a Proxxon MF70 mini mill that I've converted to CNC. I've added home/limit switches on all axis so homing is repeatable and accurate. I've just written and setup an auto tool measure routine using probe sensor which is now working accurately after again spending more countless hours with trial and error.
Anyway, my machine setup is as follows;
- Top of spindle travel is Zero
- Negative towards table
- Z axis is +1 to -79 with Home at 0 (80mm total travel) Setup this way so I don't trip limit switch with a G53 G0 Z0 command
- Tools are measured with positive offset and Tool Table is updated automatically by my subroutine.
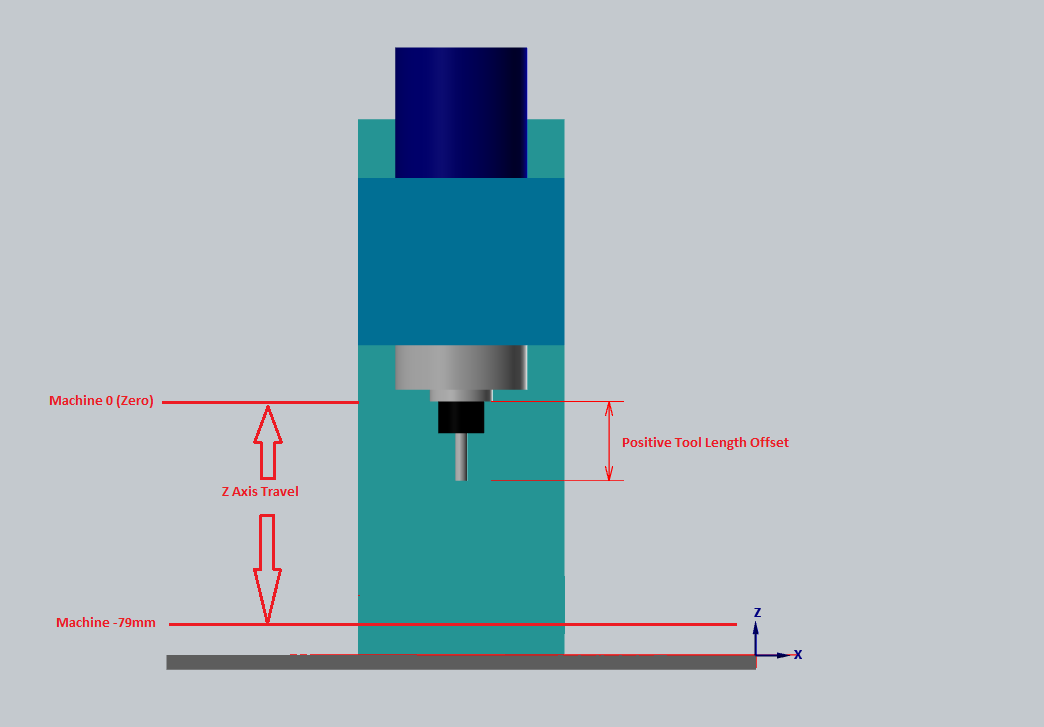
My issue is that the end of travel on Z is physically limited so that the spindle face (where I measure tool length from) is 7mm above the compound table so touch off the top of part results in it being outside the max travel of the Z axis.
For example, I load tool 1 (touch probe) and apply positive offset (53.08mm). Jog down to material attached to table and touch off top into G54. This results in a absolute coordinate of -86mm which is longer than my max travel.
I figure I could possibly change the max limit in the INI or perhaps add the extra 7mm to the tool offset so that touch off is is actually higher up in the travel.
or could I use a global offset such as G92?
here is a crude drawing of my setup to help illustrate the issue.
I hope this is the correct section to post. My topic falls under a few categories and this seemed to be the best fit. I've also spent countless hours trying to figure this out myself. I've referenced practical machinist website, google searches, linuxcnc forum seraches etc..
I have a Proxxon MF70 mini mill that I've converted to CNC. I've added home/limit switches on all axis so homing is repeatable and accurate. I've just written and setup an auto tool measure routine using probe sensor which is now working accurately after again spending more countless hours with trial and error.
Anyway, my machine setup is as follows;
- Top of spindle travel is Zero
- Negative towards table
- Z axis is +1 to -79 with Home at 0 (80mm total travel) Setup this way so I don't trip limit switch with a G53 G0 Z0 command
- Tools are measured with positive offset and Tool Table is updated automatically by my subroutine.
My issue is that the end of travel on Z is physically limited so that the spindle face (where I measure tool length from) is 7mm above the compound table so touch off the top of part results in it being outside the max travel of the Z axis.
For example, I load tool 1 (touch probe) and apply positive offset (53.08mm). Jog down to material attached to table and touch off top into G54. This results in a absolute coordinate of -86mm which is longer than my max travel.
I figure I could possibly change the max limit in the INI or perhaps add the extra 7mm to the tool offset so that touch off is is actually higher up in the travel.
or could I use a global offset such as G92?
here is a crude drawing of my setup to help illustrate the issue.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Away
- Moderator
-

Less
More
- Posts: 19871
- Thank you received: 4640
25 Nov 2016 14:59 #83275
by andypugh
Replied by andypugh on topic WCS Offset issue - Table lower than machine max travel
This is the same as the setup of my machine (except dimensionally).
I have the probe set up as tool 99.
Insert the probe. T99 M6 G43 (well, actually, an MDI button that does G61 H6 G43 but the principle is the same).
The probe has an accurate length set in the tool table. (measured with a height gauge).
I then probe the top of the work and set that to G54 Z=0.
When I touch-off into G54 with the probe like this, I get sensible numbers. Which GUI are you using?
An idea that just occurred to me (unrelated to this problem, just thinking about a probe in a mini mill): I assume that your machine has an ER20 nose or similar? If you were to invest in a spare collet nose nut you could mount the probe in a solid-machined collet shaped block for absolutely repeatable probe length.
I have the probe set up as tool 99.
Insert the probe. T99 M6 G43 (well, actually, an MDI button that does G61 H6 G43 but the principle is the same).
The probe has an accurate length set in the tool table. (measured with a height gauge).
I then probe the top of the work and set that to G54 Z=0.
When I touch-off into G54 with the probe like this, I get sensible numbers. Which GUI are you using?
An idea that just occurred to me (unrelated to this problem, just thinking about a probe in a mini mill): I assume that your machine has an ER20 nose or similar? If you were to invest in a spare collet nose nut you could mount the probe in a solid-machined collet shaped block for absolutely repeatable probe length.
Please Log in or Create an account to join the conversation.
- LukeH
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 3
25 Nov 2016 16:21 #83287
by LukeH
Replied by LukeH on topic WCS Offset issue - Table lower than machine max travel
It's encouraging to know that you are getting good results with a similar setup.
I'm using Axis interface and tool length is being calculated by my auto tool measure routine which is providing very accurate and repeatable results.
If I load T1 M6 G43 I get a positive offset of 53.08mm which is spot on according to manual vernier calipers also. I jog down and touch off my part (0.5mm sheet stock, sitting on 1mm sacrificial board) by pressing the touch-off button in Axis with P1 G54 set and 0.0 in the offset box. This gives me -87mm approx as the absolute position and G54 0.0 for Z.
Next I click run on my loaded program and it instantly pops up saying the program exceeds minimum on Z axis which sort of makes sense when my min-max total is 80mm.
Thanks for your input.
Luke.
I'm using Axis interface and tool length is being calculated by my auto tool measure routine which is providing very accurate and repeatable results.
If I load T1 M6 G43 I get a positive offset of 53.08mm which is spot on according to manual vernier calipers also. I jog down and touch off my part (0.5mm sheet stock, sitting on 1mm sacrificial board) by pressing the touch-off button in Axis with P1 G54 set and 0.0 in the offset box. This gives me -87mm approx as the absolute position and G54 0.0 for Z.
Next I click run on my loaded program and it instantly pops up saying the program exceeds minimum on Z axis which sort of makes sense when my min-max total is 80mm.
Thanks for your input.
Luke.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Offline
- Platinum Member
-

Less
More
- Posts: 4753
- Thank you received: 1458
25 Nov 2016 16:45 #83288
by Todd Zuercher
Replied by Todd Zuercher on topic WCS Offset issue - Table lower than machine max travel
Maybe you will need to share your g-code file that is setting your soft limit alarm.
Please Log in or Create an account to join the conversation.
- LukeH
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 3
25 Nov 2016 16:49 - 30 Nov 2016 12:12 #83289
by LukeH
Replied by LukeH on topic WCS Offset issue - Table lower than machine max travel
Here is one of them. It's a watch face so the cuts are all within 0.5mm material thickness. It was produced with Fusion360 LinuxCNC Post Processor
Last edit: 30 Nov 2016 12:12 by LukeH.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Away
- Moderator
-
Less
More
- Posts: 19871
- Thank you received: 4640
25 Nov 2016 16:53 #83290
by andypugh
How long is the tool in the spindle? And does linuxCNC know how long the tool in the spindle is?
In Axis you can see the current tool, and how long the system things it is, in the very bottom of the Axis window.
Replied by andypugh on topic WCS Offset issue - Table lower than machine max travel
Next I click run on my loaded program and it instantly pops up saying the program exceeds minimum on Z axis
How long is the tool in the spindle? And does linuxCNC know how long the tool in the spindle is?
In Axis you can see the current tool, and how long the system things it is, in the very bottom of the Axis window.
Please Log in or Create an account to join the conversation.
- LukeH
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 3
25 Nov 2016 17:48 - 25 Nov 2016 17:49 #83298
by LukeH
Replied by LukeH on topic WCS Offset issue - Table lower than machine max travel
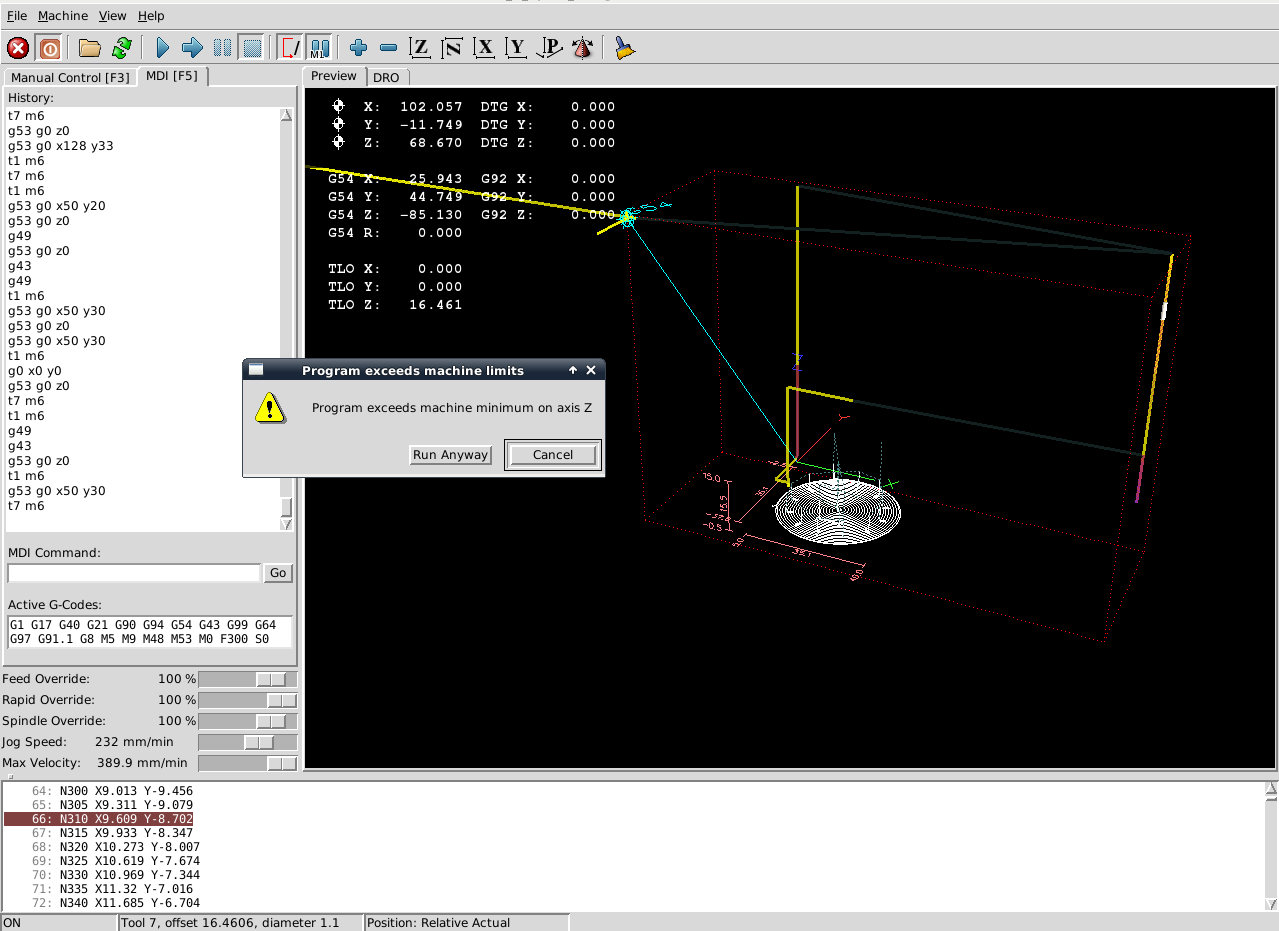
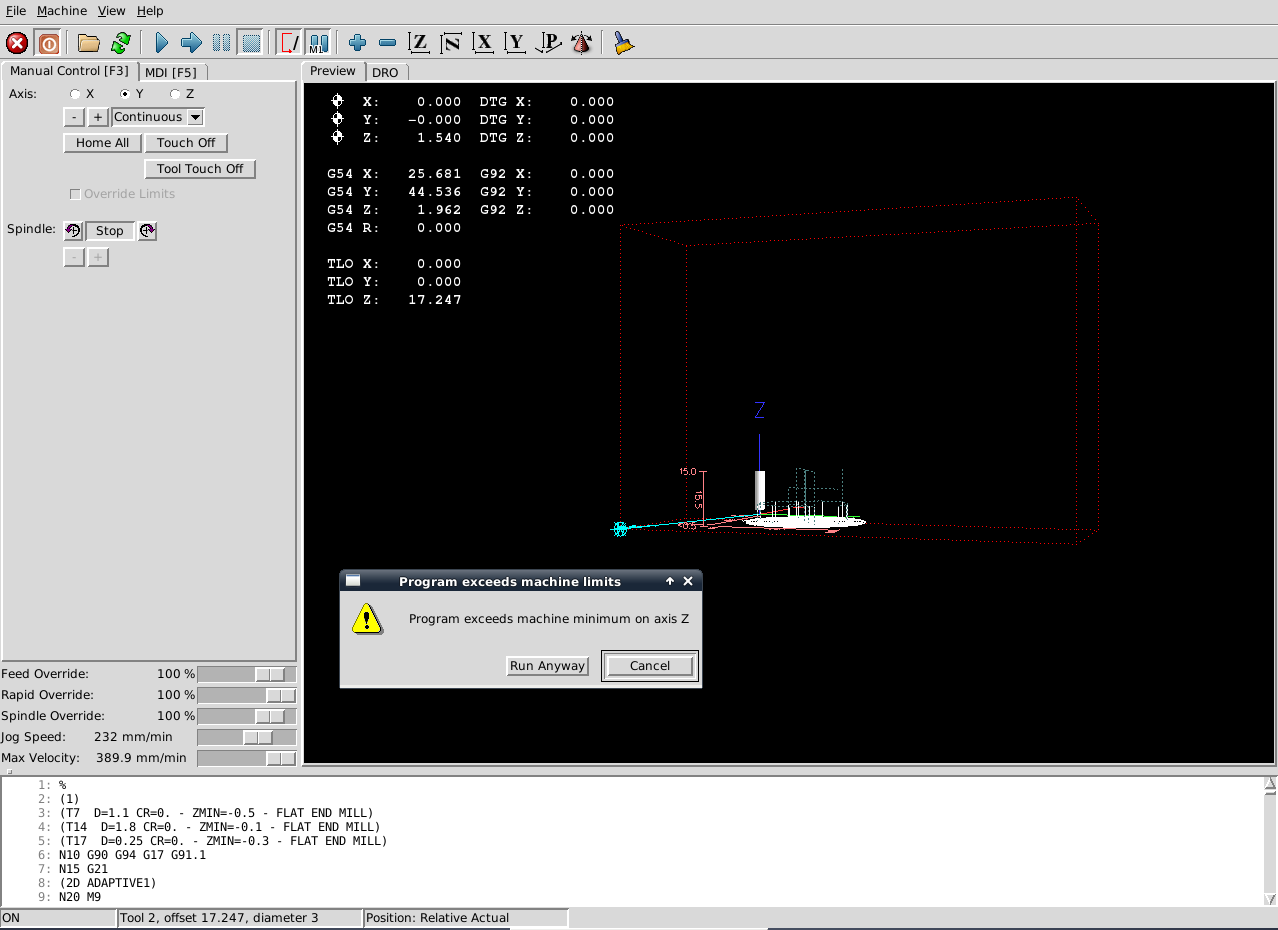
Right I have just been in the garage to grab some screen shots and I've also tried switching the Z axis around so table=0 and spindle up=87mm.
Both produced the same warning of "program exceeds minimum axis z"
Tool offsets are correctly measured each time and shown in the screen shots.
Negative towards table
Positive up from table
Both produced the same warning of "program exceeds minimum axis z"
Tool offsets are correctly measured each time and shown in the screen shots.
Negative towards table
Positive up from table
Last edit: 25 Nov 2016 17:49 by LukeH.
Please Log in or Create an account to join the conversation.
- LukeH
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 3
25 Nov 2016 17:54 #83301
by LukeH
Replied by LukeH on topic WCS Offset issue - Table lower than machine max travel
I've added the screen shots to show that tool offsets are correct and LinuxCNC knows about them. I tried a couple of different tools to make sure it wasn't a weird bug.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Away
- Moderator
-
Less
More
- Posts: 19871
- Thank you received: 4640
25 Nov 2016 18:26 #83304
by andypugh
Replied by andypugh on topic WCS Offset issue - Table lower than machine max travel
FWIW z = 0 near the top and z = -86 at the bottom is pretty much normal. I would stick with that option as some CAM uses G53G0Z0 to clear for tool change.
I assume you have checked that the tool can actually reach the work by jogging?
If you jog down to the top of the work, does the DRO read zero?
I assume you have checked that the tool can actually reach the work by jogging?
If you jog down to the top of the work, does the DRO read zero?
Please Log in or Create an account to join the conversation.
- LukeH
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 3
25 Nov 2016 18:57 - 25 Nov 2016 18:58 #83309
by LukeH
Replied by LukeH on topic WCS Offset issue - Table lower than machine max travel
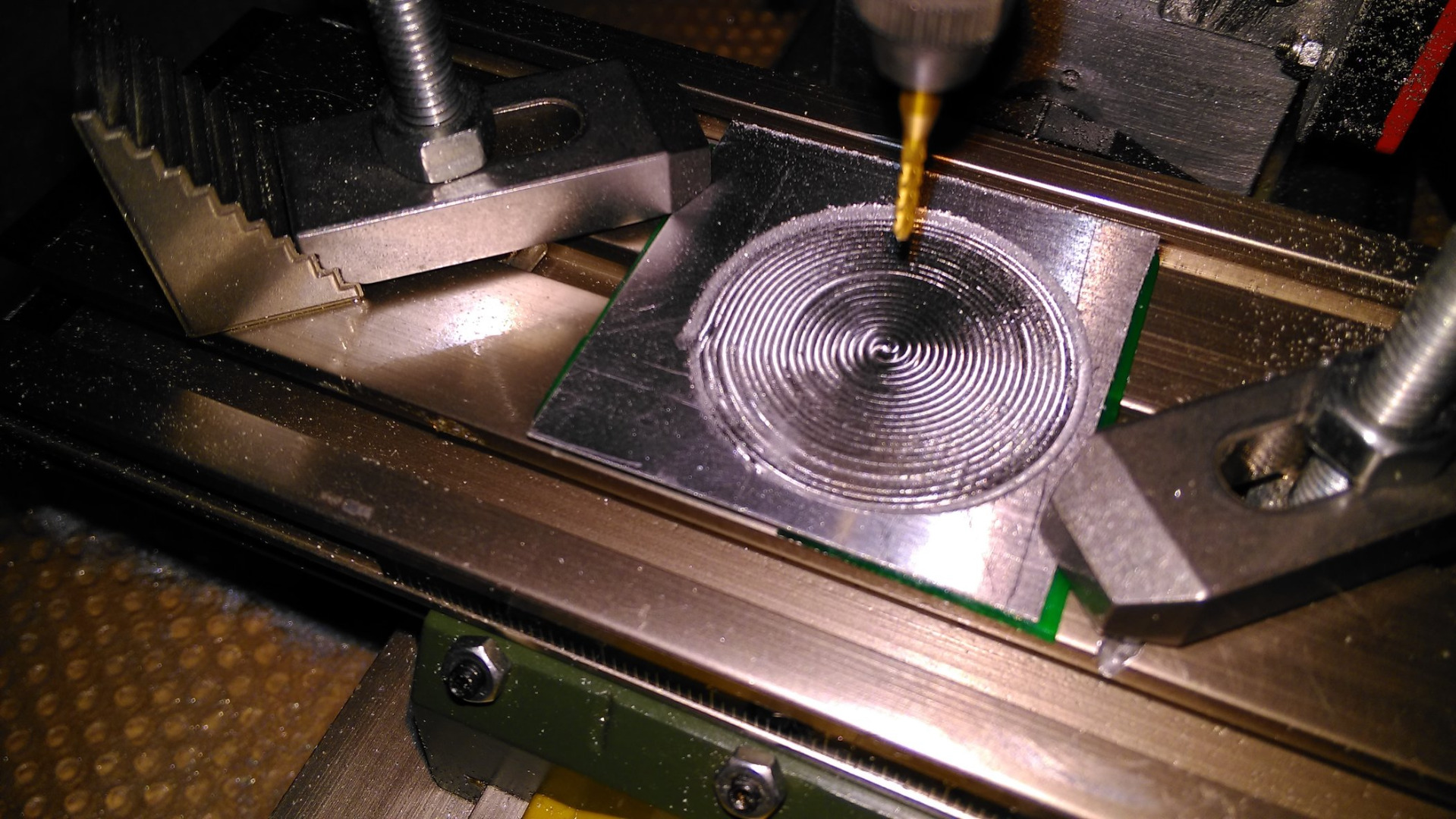
I seem to have found the problem!
I think it was the old tool offsets in the tool table for the required tools that was causing the issue. I updated the offset of the first required tool by running my tool measure routine and then I ran the program without complaint. Here are the results of the first operation;
I can only assume having the old tool length offsets in the tool table was causing the issue. I was getting too cold in the garage so stopped the program after the first op. I'll give it another go tomorrow to make sure it wasn't a fluke.
Thanks for your help andypugh - much appreciated.
Luke.
I think it was the old tool offsets in the tool table for the required tools that was causing the issue. I updated the offset of the first required tool by running my tool measure routine and then I ran the program without complaint. Here are the results of the first operation;
I can only assume having the old tool length offsets in the tool table was causing the issue. I was getting too cold in the garage so stopped the program after the first op. I'll give it another go tomorrow to make sure it wasn't a fluke.
Thanks for your help andypugh - much appreciated.
Luke.
Last edit: 25 Nov 2016 18:58 by LukeH.
Please Log in or Create an account to join the conversation.
Time to create page: 0.242 seconds