E-stop pressed, how to restart at line 25010
- Grotius
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 2419
- Thank you received: 2348
31 Aug 2018 20:51 - 31 Aug 2018 20:53 #116927
by Grotius
E-stop pressed, how to restart at line 25010 was created by Grotius
Hi,
I started a program. The program is about 2.5 hours. At 2 hours the torch had a collision and e E-stop was triggered.
How to restart from line 25010?
Has someone also had problem's with restarting from a certain line?

The left item is a standing lamp for in corner of room. This item has a large nc file.
I started a program. The program is about 2.5 hours. At 2 hours the torch had a collision and e E-stop was triggered.
How to restart from line 25010?
Has someone also had problem's with restarting from a certain line?
The left item is a standing lamp for in corner of room. This item has a large nc file.
Last edit: 31 Aug 2018 20:53 by Grotius.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21543
- Thank you received: 7344
31 Aug 2018 21:37 #116928
by tommylight
Replied by tommylight on topic E-stop pressed, how to restart at line 25010
Right click on the line you want to start from, click on "run from here".
That works always. You can also make an empty file named "last_position.txt" inside the config folder you are using and add the line "position file=last_position.txt" somewhere in the ini file, have a look at toma config, it is already there.
If you get an error when using run from here, scroll back some lines till you get to a line that has no radius and start from there. You can not start from a line that has radius’s as you will get an error.
That works always. You can also make an empty file named "last_position.txt" inside the config folder you are using and add the line "position file=last_position.txt" somewhere in the ini file, have a look at toma config, it is already there.
If you get an error when using run from here, scroll back some lines till you get to a line that has no radius and start from there. You can not start from a line that has radius’s as you will get an error.
The following user(s) said Thank You: Grotius
Please Log in or Create an account to join the conversation.
- BigJohnT
-

- Offline
- Administrator
-

Less
More
- Posts: 3990
- Thank you received: 994
31 Aug 2018 21:37 #116929
by BigJohnT
Replied by BigJohnT on topic E-stop pressed, how to restart at line 25010
I'm guessing from the line number that your not using subroutines which the documents warn you about at least in Axis. Just tested with the Axis simulation 2.7 and I stopped the program then jogged the Z up and selected a G0 move to position and it moved there then Z moved down and it seemed to resume.
But your using a plasma and you probably use a subroutine to start the torch...
JT
But your using a plasma and you probably use a subroutine to start the torch...
JT
The following user(s) said Thank You: Grotius
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21543
- Thank you received: 7344
31 Aug 2018 21:55 #116933
by tommylight
Replied by tommylight on topic E-stop pressed, how to restart at line 25010
All of the machines that use the toma thc config use "run from here" very often, it works in Axis always, just not on the radius’s, so it should work on others i guess. Where i live power out are quite normal and 5 years ago they were a daily routine. Since everything is implemented in hal, there are no routines and remaps, so no issues with stopping and starting whenever and wherever, select the line, press F9, right click on the line and run from here.
I tend not to use routines so i have no clue how can that be arranged, the only thing using them is a Hurco VMC, and that causes quite some problems with tool changes. Will have to work on it at a later time, it is inevitable.
I tend not to use routines so i have no clue how can that be arranged, the only thing using them is a Hurco VMC, and that causes quite some problems with tool changes. Will have to work on it at a later time, it is inevitable.
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
31 Aug 2018 22:09 - 31 Aug 2018 22:23 #116934
by Grotius
Replied by Grotius on topic E-stop pressed, how to restart at line 25010
Hi,
Thanks for your help.
Here is the source code github.com/michelwijnja/external_offsets...b/master/bin/grotius
The problem is over here in the source code :
Okey i think i missed something in my code. This is the code for restarting at certain line.
my linuxcnx command is renamed to c.
command is the line number. Here i missed something?
I have 2 probem's to solve to have a perfect working system. This is one.
Thanks Tommy and BigJohn for responding to my question.
But now i know it can work correctly if i have the python code correctly.
Tommy, the grotius gui is new and during testing i got this problem. It's not an axis gui. So i need to improve the
source code to get it at the right level and have the restart function working. But thanks to you bot'h i know it's my limited
knowlegde at this moment.
Thanks for your help.
Here is the source code github.com/michelwijnja/external_offsets...b/master/bin/grotius
The problem is over here in the source code :
command = int(self.widgets.start_entry.get_text())
self.c.auto(self.cnc.AUTO_RUN, command)Okey i think i missed something in my code. This is the code for restarting at certain line.
my linuxcnx command is renamed to c.
command is the line number. Here i missed something?
I have 2 probem's to solve to have a perfect working system. This is one.
Thanks Tommy and BigJohn for responding to my question.
But now i know it can work correctly if i have the python code correctly.
Tommy, the grotius gui is new and during testing i got this problem. It's not an axis gui. So i need to improve the
source code to get it at the right level and have the restart function working. But thanks to you bot'h i know it's my limited
knowlegde at this moment.
Last edit: 31 Aug 2018 22:23 by Grotius.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
02 Sep 2018 15:13 - 02 Sep 2018 15:16 #116977
by Grotius
Replied by Grotius on topic E-stop pressed, how to restart at line 25010
Hi Wonderful Bigjohn and Tommy,
I solved the problem.
It was a very simple issue that had to do with the screen replacement to fill different monitor resolution's.
I will be working at the screen resolution again next week. The height is a little to big i mentioned on older monitor's.
Some glade signals will not go with copy / paste to the new layout.
So i checked that. Normally you can use a glade command without python code to start. This is not what i need.
So i did a button start event where it alway's read's the line input at certain line if you press start. How nice can it be.
This code is working perfect for restarting at certain line :
Thank's guy's
I solved the problem.
It was a very simple issue that had to do with the screen replacement to fill different monitor resolution's.
I will be working at the screen resolution again next week. The height is a little to big i mentioned on older monitor's.
Some glade signals will not go with copy / paste to the new layout.
So i checked that. Normally you can use a glade command without python code to start. This is not what i need.
So i did a button start event where it alway's read's the line input at certain line if you press start. How nice can it be.
This code is working perfect for restarting at certain line :
def on_start_pressed(self, widget, data=None):
self.widgets.manual_tab.set_sensitive(False)
# Start
self.c.mode(self.cnc.MODE_AUTO)
self.c.wait_complete()
command = int(self.widgets.start_entry.get_text())
self.c.auto(self.cnc.AUTO_RUN, command)Thank's guy's
Last edit: 02 Sep 2018 15:16 by Grotius.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
02 Sep 2018 16:54 #116984
by Grotius
Replied by Grotius on topic E-stop pressed, how to restart at line 25010
I tested the restart at line 25099. And machine go's easy and stadey to begin point....
Restart at line 25099 is working :
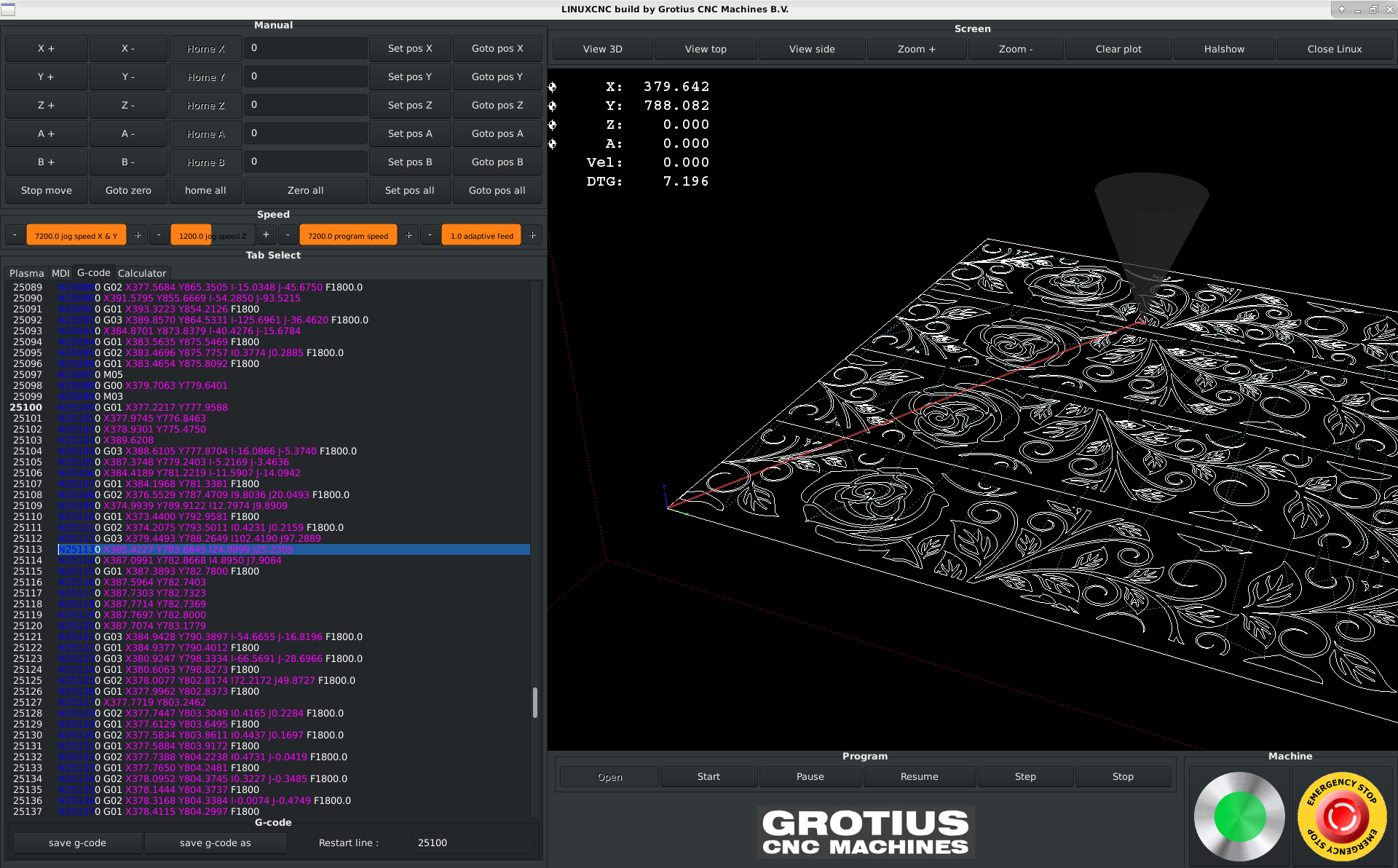
The product in black color. 2.5 hours linuxcnc plasma cutting with one torch collision :

Restart at line 25099 is working :
The product in black color. 2.5 hours linuxcnc plasma cutting with one torch collision :
The following user(s) said Thank You: Doogie
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21543
- Thank you received: 7344
02 Sep 2018 20:16 #116993
by tommylight
Replied by tommylight on topic E-stop pressed, how to restart at line 25010
That looks awesome.
Done some of those a while back for a big local restaurant, i proposed the idea and one of my customers did the cutting.
By big i mean that restaurant can seat 600 people, used mostly for weddings.
Grotius, nice job !
Done some of those a while back for a big local restaurant, i proposed the idea and one of my customers did the cutting.
By big i mean that restaurant can seat 600 people, used mostly for weddings.
Grotius, nice job !
The following user(s) said Thank You: Grotius
Please Log in or Create an account to join the conversation.
Time to create page: 0.278 seconds