Need some ideas on how to set up a home built OD/can grinder
- markd
-
 Topic Author
Topic Author
- Visitor
-

14 Nov 2018 01:22 #120643
by markd
Replied by markd on topic Need some ideas on how to set up a home built OD/can grinder
I found what I thought would be a very close hal file but it gives me a error when starting linuxcnc.
error is OD-grinder.hal:143 pin 'stepgen.3.velocity-cmd' does not exist
Please can someone look at the hal file to see what I missed.
error is OD-grinder.hal:143 pin 'stepgen.3.velocity-cmd' does not exist
Please can someone look at the hal file to see what I missed.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Away
- Moderator
-

Less
More
- Posts: 19871
- Thank you received: 4640
14 Nov 2018 09:52 #120656
by andypugh
...
I think that ctrl_type needs to be p,p,p,v (ie, a comma between each letter)
You also shouldn't need the separate scale component if the stepgen position-scale is set correctly. (That is coming in from the INI file.)
Replied by andypugh on topic Need some ideas on how to set up a home built OD/can grinder
loadrt stepgen ctrl_type=pppv step_type=0,0,0,0# Scaling --------Aaxis
setp scale.1.in 0
setp scale.1.gain 42.1
setp scale.1.offset 0
addf scale.1 servo-thread
# WorkHead ------ Aaxis
setp stepgen.3.position-scale [AXIS_3]SCALE
setp stepgen.3.steplen 1
setp stepgen.3.stepspace 1
setp stepgen.3.dirhold 35000
setp stepgen.3.dirsetup 35000
setp stepgen.3.maxaccel [AXIS_3]STEPGEN_MAXACCEL
#net apos-cmd axis.3.motor-pos-cmd => stepgen.3.position-cmd
#net apos-fb stepgen.3.position-fb => axis.3.motor-pos-fb
#net spindle-cmd => stepgen.3.velocity-cmd
#net astep <= stepgen.3.step
#net adir <= stepgen.3.dir
#net zenable => stepgen.3.enable
net spindle-enable <= motion.spindle-on => stepgen.3.enable
net spindle-cmd-rpm => scale.1.in
net scale.1.out => stepgen.3.velocity-cmd
net spindle-out <= stepgen.3.stepI think that ctrl_type needs to be p,p,p,v (ie, a comma between each letter)
You also shouldn't need the separate scale component if the stepgen position-scale is set correctly. (That is coming in from the INI file.)
The following user(s) said Thank You: markd
Please Log in or Create an account to join the conversation.
- markd
-
Topic Author
- Visitor
-
14 Nov 2018 20:24 - 14 Nov 2018 20:27 #120696
by markd
Replied by markd on topic Need some ideas on how to set up a home built OD/can grinder
Thanks Andy,
I made the change you suggested which did solve the error. I know have another problem which is that there is no response from the speed command in mdi or from the front panel. the rpm indicator shows the commanded speed from both the panel and mdi.
I tried to find the post that I originally copied the hal file but could not.
I made the change you suggested which did solve the error. I know have another problem which is that there is no response from the speed command in mdi or from the front panel. the rpm indicator shows the commanded speed from both the panel and mdi.
I tried to find the post that I originally copied the hal file but could not.
Last edit: 14 Nov 2018 20:27 by markd.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Away
- Moderator
-
Less
More
- Posts: 19871
- Thank you received: 4640
14 Nov 2018 20:55 #120699
by andypugh
Replied by andypugh on topic Need some ideas on how to set up a home built OD/can grinder
You have the astep and adir connections commented-out in the spindle section.
Please Log in or Create an account to join the conversation.
- markd
-
Topic Author
- Visitor
-
14 Nov 2018 22:45 #120708
by markd
Replied by markd on topic Need some ideas on how to set up a home built OD/can grinder
I changed the line below
net spindle-out <= stepgen.3.step
to
net spindle-out <= stepgen.3.step => parport.0.pin-08-out
and had to comment out the net astep => parport.0.pin-08-out
doing it this way works but seems wrong.
thanks again for your help
net spindle-out <= stepgen.3.step
to
net spindle-out <= stepgen.3.step => parport.0.pin-08-out
and had to comment out the net astep => parport.0.pin-08-out
doing it this way works but seems wrong.
thanks again for your help
Please Log in or Create an account to join the conversation.
- andypugh
-
- Away
- Moderator
-
Less
More
- Posts: 19871
- Thank you received: 4640
15 Nov 2018 00:33 - 15 Nov 2018 00:33 #120721
by andypugh
No, that is absolutely fine, in fact it is how I prefer to do it.
or(possibly spread through multiple HAL files) are all perfectly valid.
Replied by andypugh on topic Need some ideas on how to set up a home built OD/can grinder
and had to comment out the net astep => parport.0.pin-08-out
doing it this way works but seems wrong.
No, that is absolutely fine, in fact it is how I prefer to do it.
net s a b c d e net s a
...
net s b
...
net s e d
...
net s d c
Last edit: 15 Nov 2018 00:33 by andypugh.
The following user(s) said Thank You: markd
Please Log in or Create an account to join the conversation.
- markd
-
Topic Author
- Visitor
-
15 Nov 2018 01:47 #120726
by markd
Replied by markd on topic Need some ideas on how to set up a home built OD/can grinder
I am starting to think about the dresser
X and Z axis will reference to the work Head (spindle) G54
U and W axis will reference to the well head possibly G56
The goal is to have the amount dressed from the wheel added as an offset to the X automatically
What do you think?
X and Z axis will reference to the work Head (spindle) G54
U and W axis will reference to the well head possibly G56
The goal is to have the amount dressed from the wheel added as an offset to the X automatically
What do you think?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Away
- Moderator
-
Less
More
- Posts: 19871
- Thank you received: 4640
16 Nov 2018 16:03 #120839
by andypugh
Replied by andypugh on topic Need some ideas on how to set up a home built OD/can grinder
That should be possible. Maybe using kinematics, maybe using kinematics. Possibly just by adding X and U before passing them to the stepgen.
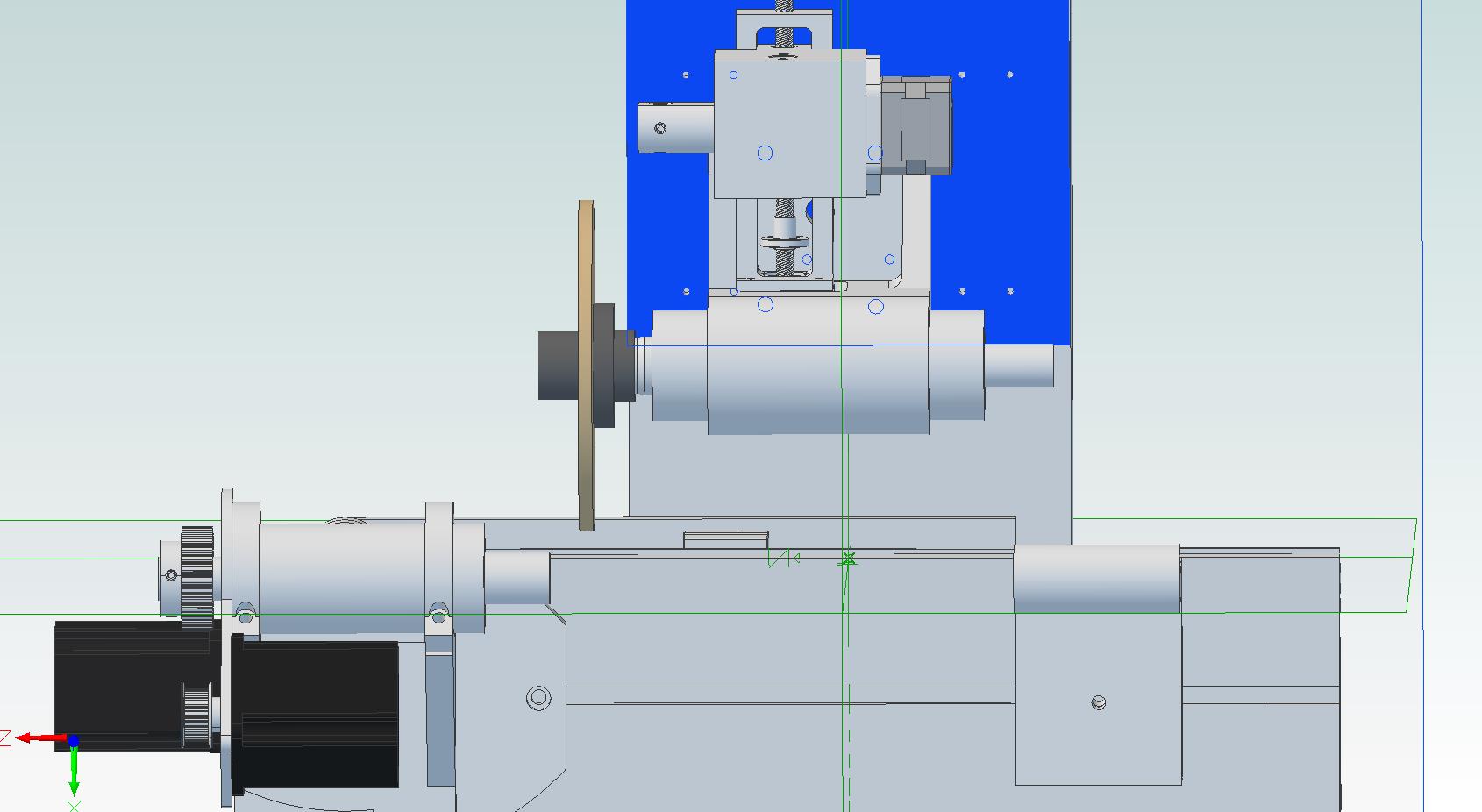
Does the exact wheel diameter matter to the system? If you go back to my mockup using a CD to model a grinding wheel in that case the wheel diameter is a critical part of the calculations as it determines how the contact point rolls round the eccentric.
Does the exact wheel diameter matter to the system? If you go back to my mockup using a CD to model a grinding wheel in that case the wheel diameter is a critical part of the calculations as it determines how the contact point rolls round the eccentric.
Please Log in or Create an account to join the conversation.
- markd
-
Topic Author
- Visitor
-
16 Nov 2018 18:37 #120854
by markd
Replied by markd on topic Need some ideas on how to set up a home built OD/can grinder
The wheel diameter is very important to the cam profile but a few thousandths on a 7 inch diameter wheel wont be a problem.
When the OD grinding mode is active the wheel diameter in not critical.
When the OD grinding mode is active the wheel diameter in not critical.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Away
- Moderator
-
Less
More
- Posts: 19871
- Thank you received: 4640
19 Nov 2018 15:44 #120996
by andypugh
Should have said "That should be possible. Maybe using kinematics, maybe using external offsets"
Though a better way occurred to me later, which is using tool offsets. I can't decide between using X offset (like a lathe) or radius offset.
I suspect that using tool-radius compensation might be a good solution if the rotation angle can be programmed as Y in the G-code.
In either case, I think that tool table and wear offsetting is likely to be the answer here, with the wheel-dressing routine calculating a new tool offset and programming it with G10 commands.
Replied by andypugh on topic Need some ideas on how to set up a home built OD/can grinder
That should be possible. Maybe using kinematics, maybe using kinematics.
Should have said "That should be possible. Maybe using kinematics, maybe using external offsets"
Though a better way occurred to me later, which is using tool offsets. I can't decide between using X offset (like a lathe) or radius offset.
I suspect that using tool-radius compensation might be a good solution if the rotation angle can be programmed as Y in the G-code.
In either case, I think that tool table and wear offsetting is likely to be the answer here, with the wheel-dressing routine calculating a new tool offset and programming it with G10 commands.
The following user(s) said Thank You: markd
Please Log in or Create an account to join the conversation.
Time to create page: 0.308 seconds