Cutter path outside/inside line
- spack
- Offline
- New Member
-

Less
More
- Posts: 2
- Thank you received: 0
13 Mar 2019 19:18 #128537
by spack
Cutter path outside/inside line was created by spack
Hi guys,
I am a complete newbie on CNC and programming although familiar with (manual) machining principles and highly capable with electronics and software development. I am just getting to the point where I want to make some first cuts using my machine. For starters to validate movement, I want to cut on the outside of the path for a square path and make sure it's as expected.
I see that LinuxCNC supports toolpath compensation for either the outside or inside of the path. Presumably I could set G41 to cut on the outside and also set G42 and create a pocket.
Is it correct to use toolpath compensation for what I am asking? Or is there some other way? At present I am writing this simple CNC program by hand so I don't have the benefit of CAM tools to process this for me (part of my learning curve - start simple and build from there).
I have read: [linuxcnc.org/docs/2.6/html/gcode/tool_co...:cutter-compensation] and understand the principles but not sure it's applicable to what I'm asking.
Thanks for your patience.
Scott
I am a complete newbie on CNC and programming although familiar with (manual) machining principles and highly capable with electronics and software development. I am just getting to the point where I want to make some first cuts using my machine. For starters to validate movement, I want to cut on the outside of the path for a square path and make sure it's as expected.
I see that LinuxCNC supports toolpath compensation for either the outside or inside of the path. Presumably I could set G41 to cut on the outside and also set G42 and create a pocket.
Is it correct to use toolpath compensation for what I am asking? Or is there some other way? At present I am writing this simple CNC program by hand so I don't have the benefit of CAM tools to process this for me (part of my learning curve - start simple and build from there).
I have read: [linuxcnc.org/docs/2.6/html/gcode/tool_co...:cutter-compensation] and understand the principles but not sure it's applicable to what I'm asking.
Thanks for your patience.
Scott
Please Log in or Create an account to join the conversation.
- Leon82
- Offline
- Platinum Member
-

Less
More
- Posts: 592
- Thank you received: 79
13 Mar 2019 19:34 - 13 Mar 2019 19:35 #128538
by Leon82
Replied by Leon82 on topic Cutter path outside/inside line
Normally I use g41 for climb milling and g42 for conventional
So depending how you plan the cut you can use either
So depending how you plan the cut you can use either
Last edit: 13 Mar 2019 19:35 by Leon82.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19861
- Thank you received: 4636
14 Mar 2019 14:02 #128585
by andypugh
Replied by andypugh on topic Cutter path outside/inside line
Yes, G41 and G42 are the codes. But is isn't "inside" and "outside" but "left of path" and "right of path"
Please Log in or Create an account to join the conversation.
- spack
- Offline
- New Member
-
Less
More
- Posts: 2
- Thank you received: 0
14 Mar 2019 19:02 - 14 Mar 2019 19:02 #128602
by spack
Replied by spack on topic Cutter path outside/inside line
Thanks guys, I figured it out. It pays to read carefully as the cutter compensation documentation. I ran two simple files in simulated Axis, one CW/G42 and CCW/G42 which demonstrated to me how it works. It was all in the docs.
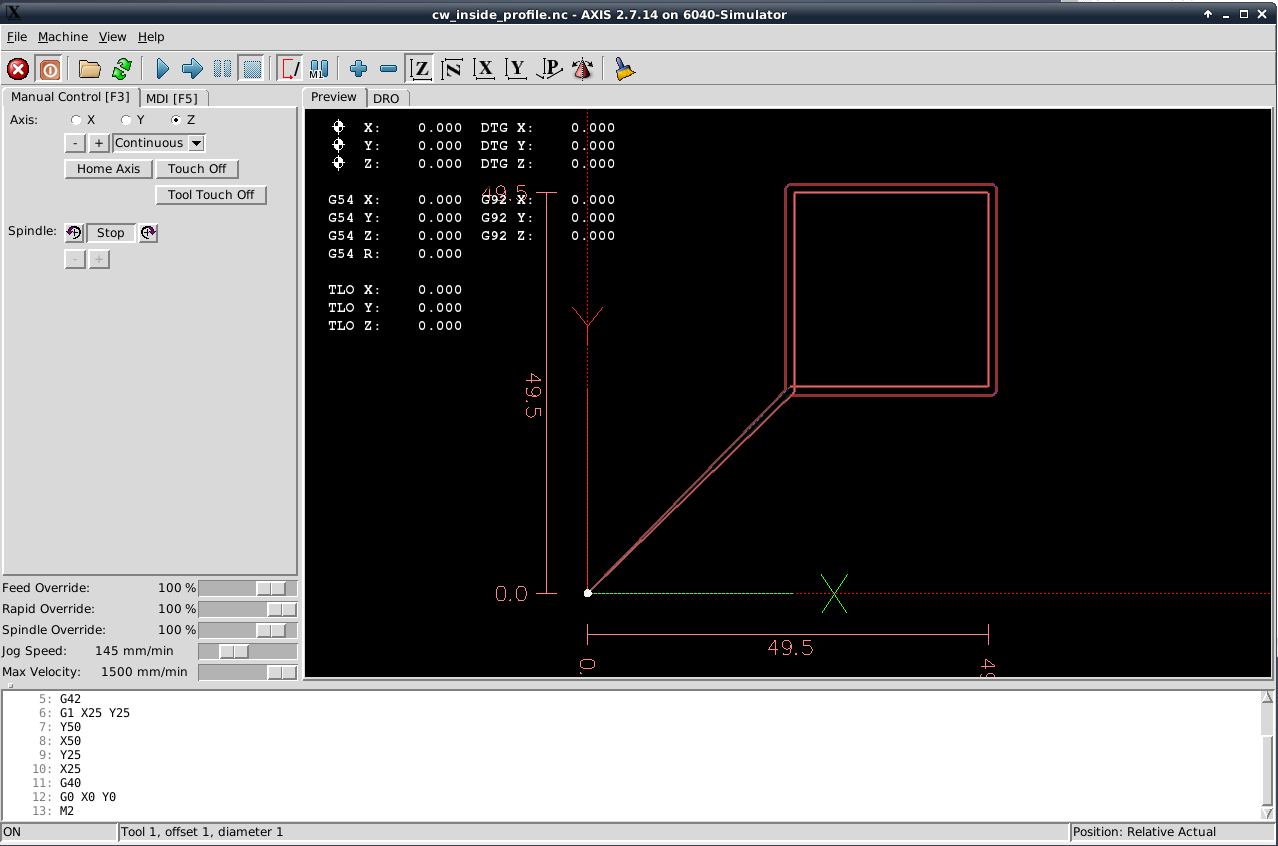
Attachments:
Last edit: 14 Mar 2019 19:02 by spack.
Please Log in or Create an account to join the conversation.
Time to create page: 0.128 seconds