joint following error (mesa card configuration)
- gambaf
- Offline
- Junior Member
-

Less
More
- Posts: 20
- Thank you received: 2
22 Mar 2019 20:04 #129284
by gambaf
joint following error (mesa card configuration) was created by gambaf
I'm getting a joint following error on some very specific gcode.
I'm using the latest version of linuxcnc from github and the config is set to work with a 7i92 mesa card.
The error doesn't occur in sim.
the hal and ini files are attached.
when running the following gcode, the last move or 2 cause a join following error. sometimes on joints 0, 1, 2 and sometimes only on 1,2:
I'm using the latest version of linuxcnc from github and the config is set to work with a 7i92 mesa card.
The error doesn't occur in sim.
the hal and ini files are attached.
when running the following gcode, the last move or 2 cause a join following error. sometimes on joints 0, 1, 2 and sometimes only on 1,2:
%
(1001)
(T15 D=3.175 CR=0. - ZMIN=0. - FLAT END MILL)
G90 G94 G17 G91.1
G21
G53 G0 Z0.
(POCKET4)
M9
T15 M6
S5000 M3
G54
M8
G0 X8.906 Y451.56
G43 Z34. H15
G0 Z22.
G3 X6.937 Y449.836 Z16.418 I-1.478 J-0.298 F333.33
X8.421 Y448.626 Z15. I1.478 J0.298
G1 X50.167 Y448.792 F2000.
G1 X18.166 Y443.305
X18.147 Y443.327
X18.125 Y443.345
X9.593 Y449.192
X9.584 Y449.181
G3 X7.246 Y451.087 Z14.418 I-1.169 J0.953 F333.33
G0 Z34.
M9
G53 Z0.
M30
%Please Log in or Create an account to join the conversation.
- gambaf
- Offline
- Junior Member
-
Less
More
- Posts: 20
- Thank you received: 2
22 Mar 2019 20:56 - 22 Mar 2019 20:58 #129288
by gambaf
Replied by gambaf on topic joint following error (mesa card configuration)
I've managed to further pin-point the error.
in this more condensed gcode, it seems the tiny movement (as commented in the gcode)
from X9.593 Y449.192
to X9.584 Y449.180
is the problem.
changing the Y value of the second G1 to Y449.178 makes the problem go away.
in this more condensed gcode, it seems the tiny movement (as commented in the gcode)
from X9.593 Y449.192
to X9.584 Y449.180
is the problem.
changing the Y value of the second G1 to Y449.178 makes the problem go away.
%
(1001)
(T15 D=3.175 CR=0. - ZMIN=0. - FLAT END MILL)
G90 G94 G17 G91.1
G21
G53 G0 Z0.
(POCKET4)
M9
T15 M6
G54
M8
G0 X8.906 Y451.56
G43 Z34. H15
G0 Z22.
G3 X6.937 Y449.836 Z16.418 I-1.478 J-0.298 F333.33
G1 X18.166 Y443.305 F300
X9.593 Y449.192 (problem lines 1)
X9.584 Y449.180 (problem lines 2)
G3 X7.246 Y451.087 Z14.418 I-1.169 J0.953 F333.33
G0 Z34.
M9
G53 Z0.
M30
%
Last edit: 22 Mar 2019 20:58 by gambaf.
Please Log in or Create an account to join the conversation.
- Grotius
-

- Offline
- Platinum Member
-

Less
More
- Posts: 2419
- Thank you received: 2349
22 Mar 2019 21:07 #129292
by Grotius
Replied by Grotius on topic joint following error (mesa card configuration)
Maybe try another post processor. The postprocessor u use is not very consistent.
For example M3 S5000 is normal. S5000 M3 is not normal.
For example M3 S5000 is normal. S5000 M3 is not normal.
Please Log in or Create an account to join the conversation.
- gambaf
- Offline
- Junior Member
-
Less
More
- Posts: 20
- Thank you received: 2
22 Mar 2019 21:19 #129293
by gambaf
Replied by gambaf on topic joint following error (mesa card configuration)
I'm using the hsm linuxcnc post.
Please Log in or Create an account to join the conversation.
- Grotius
-
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2349
22 Mar 2019 21:36 #129297
by Grotius
Replied by Grotius on topic joint following error (mesa card configuration)
hsm say's me nothing.
If you have consistent post processor you have without line numbers :
M3 S2000
G0 X1 Y1 Z1
G1 X2 Y2 Z2 F2500
G3 X7.246 Y451.087 Z14.418 I-1.169 J0.953 F333.33
G3 X6.937 Y449.836 Z16.418 I-1.478 J-0.298 F333.33
M5
M30
Wich cam package are you using?
If you have consistent post processor you have without line numbers :
M3 S2000
G0 X1 Y1 Z1
G1 X2 Y2 Z2 F2500
G3 X7.246 Y451.087 Z14.418 I-1.169 J0.953 F333.33
G3 X6.937 Y449.836 Z16.418 I-1.478 J-0.298 F333.33
M5
M30
Wich cam package are you using?
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
23 Mar 2019 00:01 #129314
by rodw
Replied by rodw on topic joint following error (mesa card configuration)
hsm is an autdesk cam package www.autodesk.com/products/hsm/overview
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 18004
- Thank you received: 5289
23 Mar 2019 02:38 #129323
by PCW
Replied by PCW on topic joint following error (mesa card configuration)
Definitely a bug in the trajectory planner, I _think_ Rob Ellenberg has been working on some of
these corner cases but I dont think this work has been merged as yet...
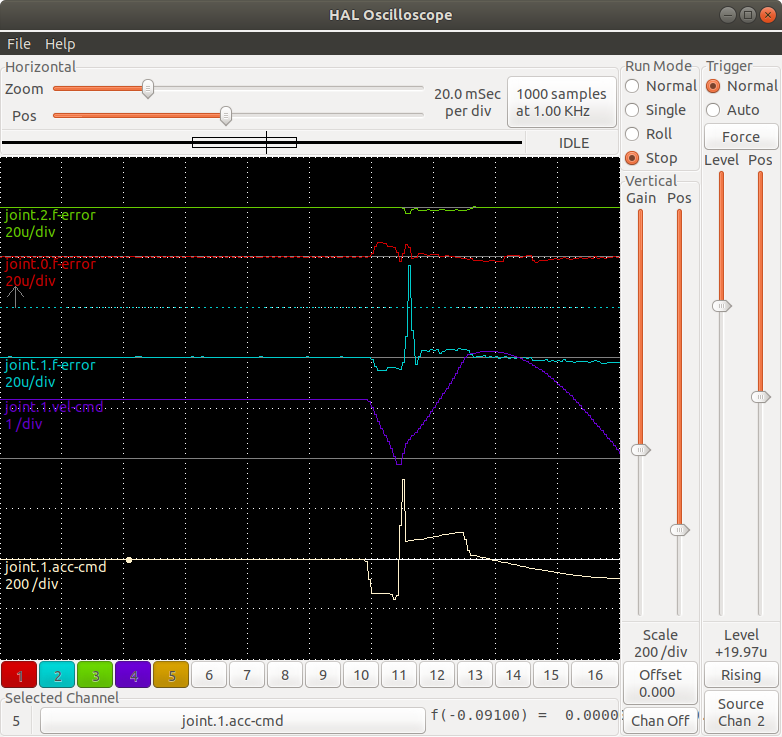
This is with master
Machine acceleration limits are 200 IPS/S
Acceleration peak is 316 IPS/S
these corner cases but I dont think this work has been merged as yet...
This is with master
Machine acceleration limits are 200 IPS/S
Acceleration peak is 316 IPS/S
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19888
- Thank you received: 4645
23 Mar 2019 12:26 #129356
by andypugh
Replied by andypugh on topic joint following error (mesa card configuration)
Is this a stepper system or a servo system?
If it is a servo system then the pragmatic solution is probably to expand the following error limits slightly until the problem goes away while waiting for a bug-fix to the TP.
If it is a servo system then the pragmatic solution is probably to expand the following error limits slightly until the problem goes away while waiting for a bug-fix to the TP.
Please Log in or Create an account to join the conversation.
Time to create page: 0.158 seconds