TOOL TABLE SETUP OR POST PROCESSOR
- Doug Crews
- Offline
- Senior Member
-

Less
More
- Posts: 62
- Thank you received: 9
16 Apr 2020 15:23 #164154
by Doug Crews
TOOL TABLE SETUP OR POST PROCESSOR was created by Doug Crews
Hello,
I'm wondering if I missed something during configuration. I'm running Axis GUI and using code from the Fusion 360 post. The code looks right but I noticed cutter compensation is not working, Axis displays "0" cutter diameter at bottom of the screen. I have tool diameter in tool table and the right tool number.
I am able to get the program to work by inserting G10 L1 P1 R*** and it shows the diameter in Axis at the bottom of the screen and even updates the tool table to the R value. Is there some noob thing I've missed along the way so i don't have to use the G10 L1 in the part program?
Thanks
I'm wondering if I missed something during configuration. I'm running Axis GUI and using code from the Fusion 360 post. The code looks right but I noticed cutter compensation is not working, Axis displays "0" cutter diameter at bottom of the screen. I have tool diameter in tool table and the right tool number.
I am able to get the program to work by inserting G10 L1 P1 R*** and it shows the diameter in Axis at the bottom of the screen and even updates the tool table to the R value. Is there some noob thing I've missed along the way so i don't have to use the G10 L1 in the part program?
Thanks
Please Log in or Create an account to join the conversation.
- bbsr_5a
- Offline
- Platinum Member
-

Less
More
- Posts: 544
- Thank you received: 106
17 Apr 2020 07:48 #164241
by bbsr_5a
Replied by bbsr_5a on topic TOOL TABLE SETUP OR POST PROCESSOR
is fusion outputting
the G43 Hx x=Toolnumber
and inside Gcode G41Dx or G42Dx
the G43 Hx x=Toolnumber
and inside Gcode G41Dx or G42Dx
G17 G21 G54 G61
G90 G40 G80
G10 L1 P1 Z0 R3.5 (set tool 1 Zoffset R Radius)
G10 L1 P2 Z0 R3.2 (set tool 2 Zoffset R Radius)
G10 L1 P3 Z0 R3.05 (set tool 3 Zoffset R Radius)
G10 L1 P4 Z0 R2.98 (set tool 4 Zoffset R Radius)
G0 X45 y15
z20
G0 X45 y15
G0 Z2
G1 Z-1 F200
G42 D1
o101 sub
G1 x50
y0
x0
y15
G0 z5
G40
o101 endsub
(end contur)
o101 call
G0 X45 y15
G0 Z2
G1 Z-1 F200
G42 D2
o101 call
G0 X45 y15
G0 Z2
G1 Z-1 F200
G42 D3
o101 call
G0 X45 y15
G0 Z2
G1 Z-1 F200
G42 D4
o101 call
G0 Z20
m2Please Log in or Create an account to join the conversation.
- Doug Crews
- Offline
- Senior Member
-
Less
More
- Posts: 62
- Thank you received: 9
17 Apr 2020 15:14 #164278
by Doug Crews
Replied by Doug Crews on topic TOOL TABLE SETUP OR POST PROCESSOR
Here is the post out of fusion. Looks different than yours. Among other things its missing the D's in the G41&42's. I'm using the linunuxcnc post that is in the native Fusion list.
Thanks for showing an example. Did you modify the stock post processor?
%
(1001)
(T4 D=0.625 CR=0. - ZMIN=-0.03 - FLAT END MILL)
N10 G90 G94 G17 G91.1
N15 G20
N20 G53 G0 Z0.
(2D CONTOUR3)
N25 T4 M6
N30 S6110 M3
N35 G54
N40 M8
N45 G0 X-2.9137 Y-0.925
N50 G43 Z0.6 H4
N55 G0 Z0.2
N60 G1 Z0.0394 F15.
N65 Z-0.03
N70 Y-0.8625
N75 G3 X-3.3137 Y-0.4625 I-0.4 J0.
N80 G1 X-3.9968
N85 G3 X-4.0513 Y-0.4944 I0. J-0.0625
N90 G2 X-4.9237 I-0.4362 J0.2444
N95 G3 X-4.9782 Y-0.4625 I-0.0545 J-0.0306
N100 G1 X-5.7375
N105 G3 Y-4.5425 I0. J-2.04
N110 G1 X-4.9782
N115 G3 X-4.9237 Y-4.5106 I0. J0.0625
N120 G2 X-4.0513 I0.4362 J-0.2444
N125 G3 X-3.9968 Y-4.5425 I0.0545 J0.0306
N130 G1 X-1.
N135 G3 X-0.5625 Y-4.105 I0. J0.4375
N140 G1 Y-0.9
N145 G3 X-1. Y-0.4625 I-0.4375 J0.
N150 G1 X-3.3137
N155 G3 X-3.7137 Y-0.8625 I0. J-0.4
N160 G1 Y-0.925
N165 G0 Z0.6
N170 M9
N175 G53 Z0.
N180 M30
%Thanks for showing an example. Did you modify the stock post processor?
Please Log in or Create an account to join the conversation.
- verticalperformance
-

- Offline
- Senior Member
-
Less
More
- Posts: 55
- Thank you received: 11
18 Apr 2020 01:46 - 18 Apr 2020 01:57 #164382
by verticalperformance
Replied by verticalperformance on topic TOOL TABLE SETUP OR POST PROCESSOR
If you type T4 M6 G43 in the MDI window, does it change the tool to Tool#4 and display the diameter and length offset as defined in the tool table in the status bar?
Attached some screen grabs. And do you have the "manual tool changer" set up in Linux CNC too? You get a brief splash screen on startup, and then a dialog requesting you to change tool when the M6 code is invoked.
See linuxcnc.org/docs/2.7/html/gcode/tool-compensation.html and linuxcnc.org/docs/2.7/html/gui/axis.html#_manual_tool_change
Attached some screen grabs. And do you have the "manual tool changer" set up in Linux CNC too? You get a brief splash screen on startup, and then a dialog requesting you to change tool when the M6 code is invoked.
See linuxcnc.org/docs/2.7/html/gcode/tool-compensation.html and linuxcnc.org/docs/2.7/html/gui/axis.html#_manual_tool_change
Last edit: 18 Apr 2020 01:57 by verticalperformance.
Please Log in or Create an account to join the conversation.
- bbsr_5a
- Offline
- Platinum Member
-
Less
More
- Posts: 544
- Thank you received: 106
18 Apr 2020 08:52 #164431
by bbsr_5a
Replied by bbsr_5a on topic TOOL TABLE SETUP OR POST PROCESSOR
This is not the Right post for CRC on EMC
there is no G41 inside
and no Tool Diameter set as D inside your gcode
there is no G41 inside
and no Tool Diameter set as D inside your gcode
Please Log in or Create an account to join the conversation.
- Doug Crews
- Offline
- Senior Member
-
Less
More
- Posts: 62
- Thank you received: 9
20 Apr 2020 14:21 #164862
by Doug Crews
Replied by Doug Crews on topic TOOL TABLE SETUP OR POST PROCESSOR
Thanks for the the screen shots and examples. There were two things hanging me up.
First:
I was commenting out entire lines that had z-moves.
The solution…stop playing with x&Y and get Z going! So I did.
Second:
It was what my gut was telling me. Noob incident.
I “ASSumed” when I changed cutter diameter then saved and quit the tool table it updated the control. I somehow kept missing the selection just under “edit tool table” which is “RE-LOAD tool table” problem solved.
Thanks for all help and suggestions you all are great.
First:
I was commenting out entire lines that had z-moves.
The solution…stop playing with x&Y and get Z going! So I did.
Second:
It was what my gut was telling me. Noob incident.
I “ASSumed” when I changed cutter diameter then saved and quit the tool table it updated the control. I somehow kept missing the selection just under “edit tool table” which is “RE-LOAD tool table” problem solved.
Thanks for all help and suggestions you all are great.
Please Log in or Create an account to join the conversation.
- keyboard
-
- Offline
- Senior Member
-
Less
More
- Posts: 55
- Thank you received: 4
30 Mar 2021 15:20 - 30 Mar 2021 15:25 #204132
by keyboard
Replied by keyboard on topic TOOL TABLE SETUP OR POST PROCESSOR
Hi ,
There are a couple of issues.
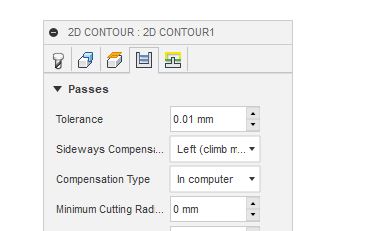
In your post from Fusion there is no cutter comp. Hence no G41/G42 Dx. Its "In computer" by default. That is , its offsetting it by the dia of the cutter and generating a post. There is a drop down to select how you want to do it, in the passes tab.
My problem is , then Linuxcnc doesn't like the post from Fusion, something about the format. I will have to write down the exact error.
There are a couple of issues.
In your post from Fusion there is no cutter comp. Hence no G41/G42 Dx. Its "In computer" by default. That is , its offsetting it by the dia of the cutter and generating a post. There is a drop down to select how you want to do it, in the passes tab.
My problem is , then Linuxcnc doesn't like the post from Fusion, something about the format. I will have to write down the exact error.
Last edit: 30 Mar 2021 15:25 by keyboard.
Please Log in or Create an account to join the conversation.
Time to create page: 0.253 seconds