CNC for cutting fabric and clothes: feature request
- yango
-
 Topic Author
Topic Author
- Offline
- New Member
-

Less
More
- Posts: 1
- Thank you received: 0
21 May 2020 19:50 #168516
by yango
CNC for cutting fabric and clothes: feature request was created by yango
We have the following project: transform our currently CNC machine to efficient cut fabric materials and clothes; to fulfill this aim there're two necessities: simultaneously cut different layers of fabric materials and in the process maintain fixed those layers.
To cut different layers of materials: around 20 layers of jeans in example, a special electric saw is used and must move tangential to the mold surface controlled by a 4th axis, the mold surface is inscribed in XY plane. ¿LinuxCNC have that posibility developed?

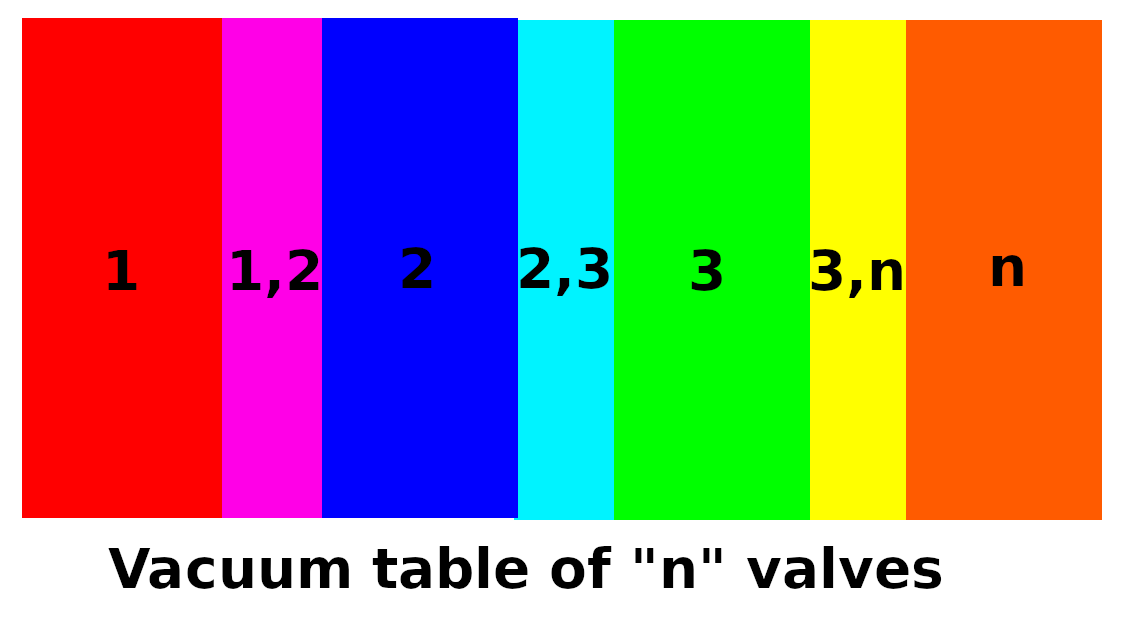
To maintain fixed those layers a vacuum table is used, the problem is that for this dimensions and quantity of layers a lot of power is required; implying a noise, expensive and energy consuming pump. Our proposal is to divide the table in areas that'll be activated by electrovalves; it could be archived by implementing an external control system with inductive sensors, but I wonder if we can save resources controlling the vacuum table electrovalves directly from LinuxCNC using GPIO ports added to the PC. The feature idea is to activate one valve number as a function of the Y axis cutting head position, in the transition zones have the two contiguous valve numbers activated as explain in the attached diagram with colors (vaccumTable.png).
I've experience programming and could help to develop those features; but need guidance because I don't know how LinuxCNC is build. ¿please could someone help and guide me to develop that?
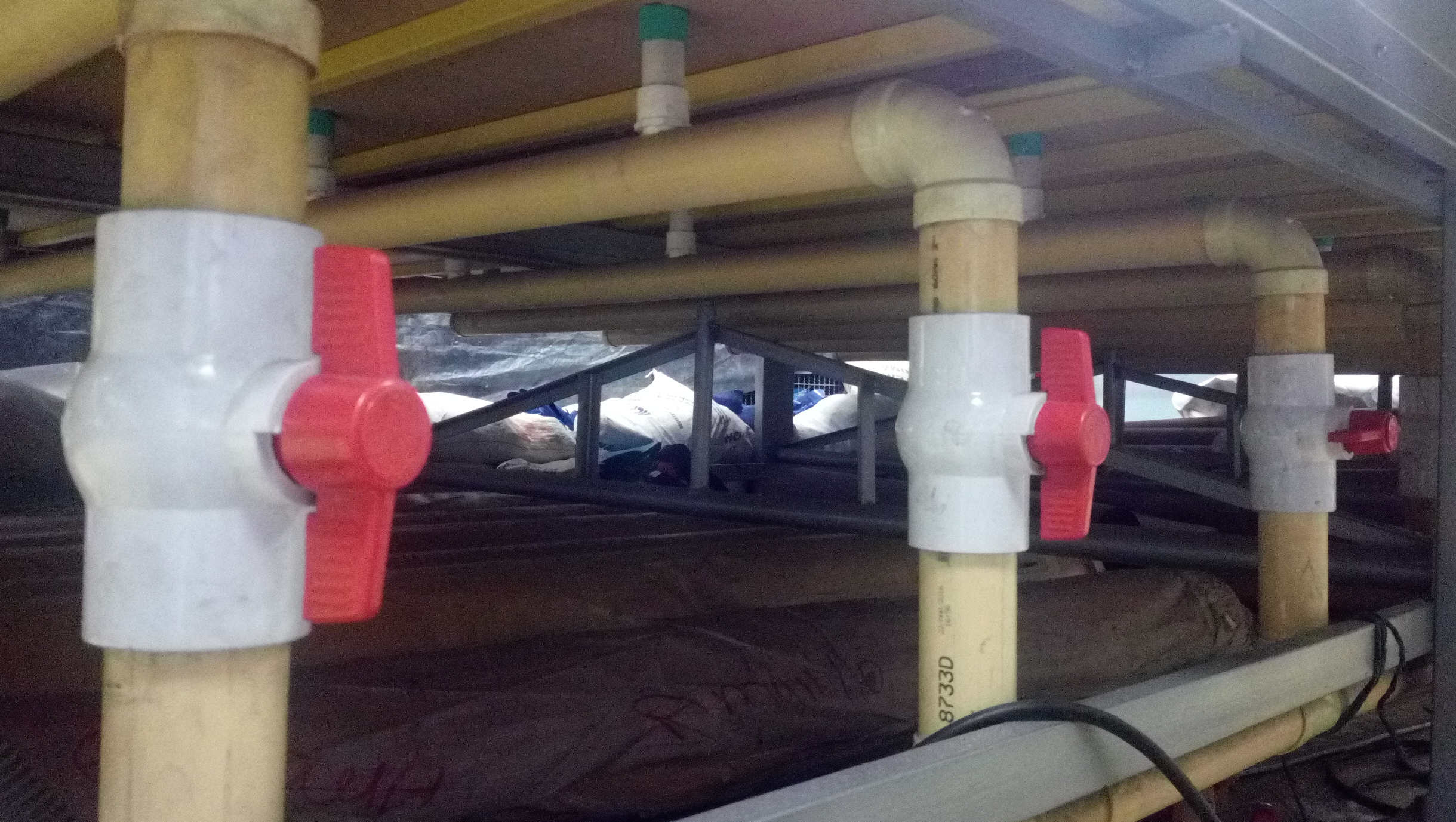
Attached are images of the CNC machine, vacuum system and the table diagram.
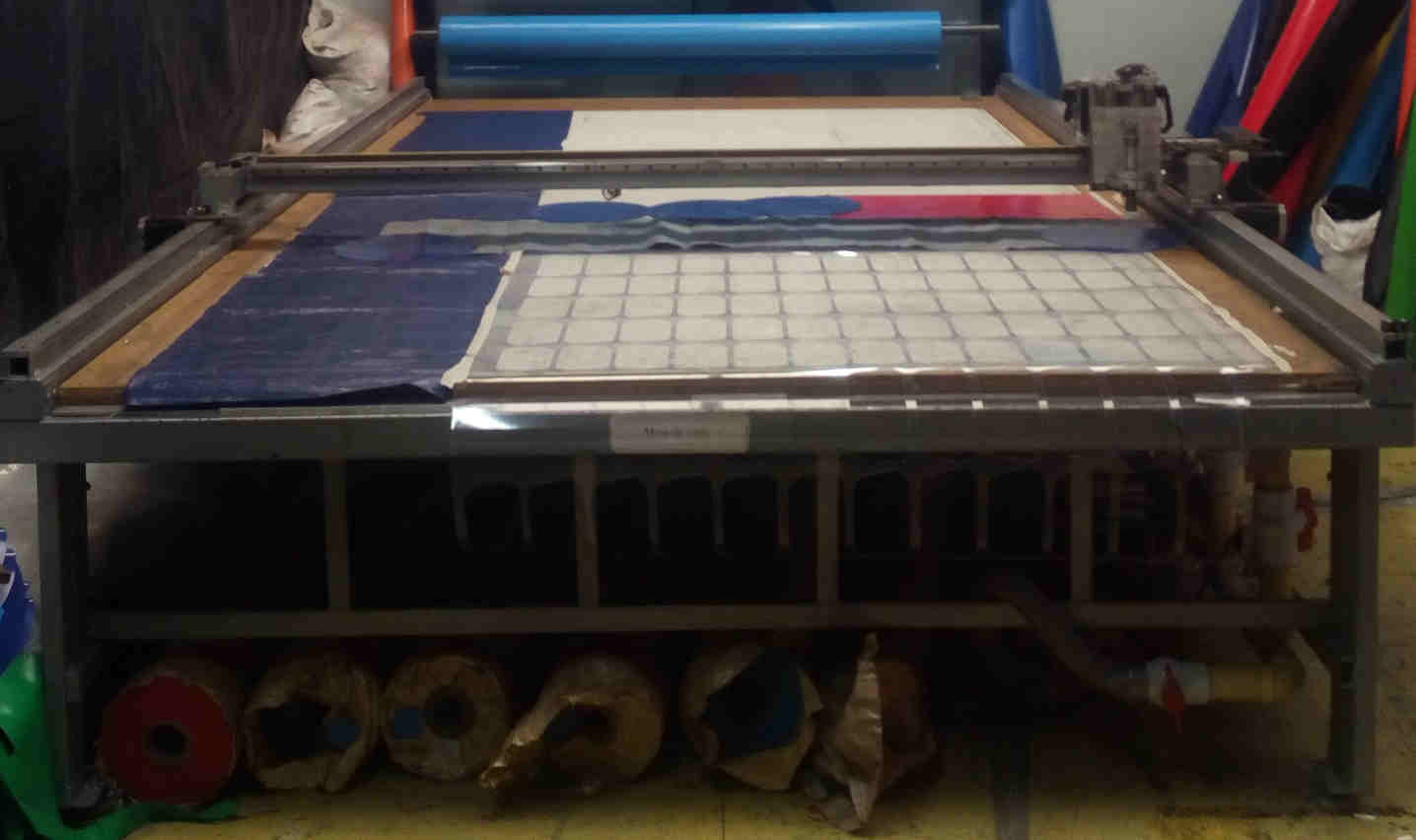
To cut different layers of materials: around 20 layers of jeans in example, a special electric saw is used and must move tangential to the mold surface controlled by a 4th axis, the mold surface is inscribed in XY plane. ¿LinuxCNC have that posibility developed?
To maintain fixed those layers a vacuum table is used, the problem is that for this dimensions and quantity of layers a lot of power is required; implying a noise, expensive and energy consuming pump. Our proposal is to divide the table in areas that'll be activated by electrovalves; it could be archived by implementing an external control system with inductive sensors, but I wonder if we can save resources controlling the vacuum table electrovalves directly from LinuxCNC using GPIO ports added to the PC. The feature idea is to activate one valve number as a function of the Y axis cutting head position, in the transition zones have the two contiguous valve numbers activated as explain in the attached diagram with colors (vaccumTable.png).
I've experience programming and could help to develop those features; but need guidance because I don't know how LinuxCNC is build. ¿please could someone help and guide me to develop that?
Attached are images of the CNC machine, vacuum system and the table diagram.
Attachments:
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21738
- Thank you received: 7429
21 May 2020 20:11 #168520
by tommylight
Replied by tommylight on topic CNC for cutting fabric and clothes: feature request
That all seems reasonable, so have a look at tangential knife a Linuxcnc should support that but i never used it, and aslo search for rugbot here on the forum, it does the same thing you need using Linuxcnc.
Here are the search results:
www.google.com/search?ei=9rbGXqGfD-2ChbI...O7AwUQ4dUDCAs&uact=5
Here are the search results:
www.google.com/search?ei=9rbGXqGfD-2ChbI...O7AwUQ4dUDCAs&uact=5
The following user(s) said Thank You: yango
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-

Less
More
- Posts: 12032
- Thank you received: 4106
22 May 2020 10:06 #168568
by rodw
Replied by rodw on topic CNC for cutting fabric and clothes: feature request
Setting zones for your vacuum table is also fairly easy here is an air ram triggered by axis position
Please Log in or Create an account to join the conversation.
- bbsr_5a
- Offline
- Platinum Member
-
Less
More
- Posts: 544
- Thank you received: 106
22 May 2020 11:57 #168573
by bbsr_5a
Replied by bbsr_5a on topic CNC for cutting fabric and clothes: feature request
the vaccum zones can be activaded also on auto as of Mcode uses and GPIO valv out
but i considder also to use Eelktronic and Handforced valves so you can trigger against the CNC by your own
the 4th axis in Tangent is no problem for the controll it may be a problem to your cam system to get this done
you can force like Freecad to get this value included to your control G-code
butit can also be adchived by a user COMP that gets the next travel coordinate in Gcode and moves the 4th axis to the tangent value
almost every CAM can output only G1 with non Circular and that will give you the best to use and only little 10 words of Comp Code
to do the job
but i considder also to use Eelktronic and Handforced valves so you can trigger against the CNC by your own
the 4th axis in Tangent is no problem for the controll it may be a problem to your cam system to get this done
you can force like Freecad to get this value included to your control G-code
butit can also be adchived by a user COMP that gets the next travel coordinate in Gcode and moves the 4th axis to the tangent value
almost every CAM can output only G1 with non Circular and that will give you the best to use and only little 10 words of Comp Code
to do the job
The following user(s) said Thank You: yango
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 12032
- Thank you received: 4106
22 May 2020 12:03 #168574
by rodw
Replied by rodw on topic CNC for cutting fabric and clothes: feature request
There is no need to use M codes to activate the vacuum sections. On a single axis, it is easy to achive automatically using the lincurve component. For two axes to trigger various squares of the table might take a bit of thinking but it can be done in a custom component very easilly.
The following user(s) said Thank You: yango
Please Log in or Create an account to join the conversation.
- LoidLiu
-

- Offline
- New Member
-
Less
More
- Posts: 1
- Thank you received: 1
18 Jan 2021 05:49 #195751
by LoidLiu
Replied by LoidLiu on topic CNC for cutting fabric and clothes: feature request
tangential knife must work good, it took me some time to get used to it, but it worth a try.That all seems reasonable, so have a look at tangential knife a Linuxcnc should support that but i never used it, and aslo search for rugbot here on the forum, it does the same thing you need using Linuxcnc.
Here are the search results:
www.google.com/search?ei=9rbGXqGfD-2ChbI...O7AwUQ4dUDCAs&uact=5
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
Time to create page: 0.210 seconds