adding a simple pen plotter to linuxcnc plasma cutter
- Cranktown
- Offline
- New Member
-

Less
More
- Posts: 16
- Thank you received: 0
30 May 2020 16:37 #169430
by Cranktown
adding a simple pen plotter to linuxcnc plasma cutter was created by Cranktown
I'm trying to add a simple pen plotter to my cnc plasma machine and ive run into a couple of issues
I'm using the plasmac setup on the machine itself and rod's "spaceship plasma" post processor with sheetcam to generate the gcode
I saw in the post processor that there is a spot to set offsets for a scribe, i put mine in and those seem to line up correctly.
the problems i still have are:
1. the plasma torch will fire when it is using the pen plotter unless i have it disabled in linuxcnc
2. the z axis stays at drawing height through the whole drawing operation, even when moving across the part for a new line
3. once the lines are drawn and it switches to cutting, it will touch off and pierce at the offset for the plotter, then move over to the correct position to cut the part
any help is greatly appreciated!
I'm using the plasmac setup on the machine itself and rod's "spaceship plasma" post processor with sheetcam to generate the gcode
I saw in the post processor that there is a spot to set offsets for a scribe, i put mine in and those seem to line up correctly.
the problems i still have are:
1. the plasma torch will fire when it is using the pen plotter unless i have it disabled in linuxcnc
2. the z axis stays at drawing height through the whole drawing operation, even when moving across the part for a new line
3. once the lines are drawn and it switches to cutting, it will touch off and pierce at the offset for the plotter, then move over to the correct position to cut the part
any help is greatly appreciated!
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21734
- Thank you received: 7425
30 May 2020 17:12 #169434
by tommylight
That might also cause the number 2 issue, and might also number 3, but not sure.
Replied by tommylight on topic adding a simple pen plotter to linuxcnc plasma cutter
If i remember correctly, you have to use another spindle for that in sheetcam, M3 S%0 is the torch, so S%1 or S%2 should be for the scribe and the pen.1. the plasma torch will fire when it is using the pen plotter unless i have it disabled in linuxcnc
That might also cause the number 2 issue, and might also number 3, but not sure.
The following user(s) said Thank You: Cranktown
Please Log in or Create an account to join the conversation.
- Cranktown
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 0
30 May 2020 17:24 #169437
by Cranktown
Replied by Cranktown on topic adding a simple pen plotter to linuxcnc plasma cutter
How do I set up a new spindle?
Please Log in or Create an account to join the conversation.
- rodw
-

- Away
- Platinum Member
-

Less
More
- Posts: 12024
- Thank you received: 4100
30 May 2020 17:49 #169438
by rodw
Replied by rodw on topic adding a simple pen plotter to linuxcnc plasma cutter
PLasmac scribe docs
linuxcnc.org/docs/2.8/html/plasma/plasma...er-guide.html#scribe
Spindle selection
linuxcnc.org/docs/2.8/html/gcode/m-code.html#mcode:m3-m4-m5
linuxcnc.org/docs/2.8/html/plasma/plasma...er-guide.html#scribe
Spindle selection
linuxcnc.org/docs/2.8/html/gcode/m-code.html#mcode:m3-m4-m5
The following user(s) said Thank You: Cranktown
Please Log in or Create an account to join the conversation.
- Cranktown
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 0
30 May 2020 18:43 #169443
by Cranktown
Replied by Cranktown on topic adding a simple pen plotter to linuxcnc plasma cutter
totally new to all of this, how do i incorporate these?
been reading through the code in the post processor and im just feeling more lost haha
thanks for your help guys
been reading through the code in the post processor and im just feeling more lost haha
thanks for your help guys
Please Log in or Create an account to join the conversation.
- Cranktown
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 0
30 May 2020 21:47 - 30 May 2020 21:48 #169460
by Cranktown
Replied by Cranktown on topic adding a simple pen plotter to linuxcnc plasma cutter
Seen a couple setups with a scribe on its own linear actuator mounted to the z axis which seems to be what the post processor is set up for
My set up is just a sharpie i can mount onto the z axis during a tool change.
So I'm just trying to have it run just as it would with the plasma cutter, just with different offsets and without firing the torch.
My set up is just a sharpie i can mount onto the z axis during a tool change.
So I'm just trying to have it run just as it would with the plasma cutter, just with different offsets and without firing the torch.
Last edit: 30 May 2020 21:48 by Cranktown.
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
31 May 2020 00:12 #169462
by phillc54
Replied by phillc54 on topic adding a simple pen plotter to linuxcnc plasma cutter
Can you post the G-Code.
Please Log in or Create an account to join the conversation.
- Cranktown
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 0
31 May 2020 02:45 - 31 May 2020 02:49 #169472
by Cranktown
Replied by Cranktown on topic adding a simple pen plotter to linuxcnc plasma cutter
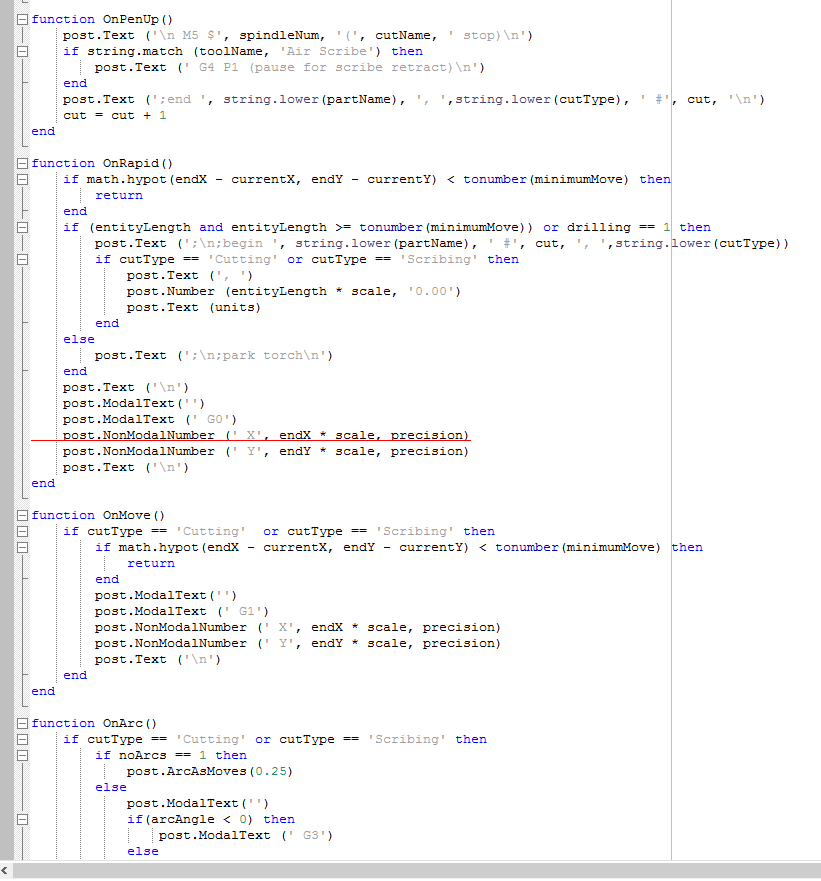
attached are the G code giving me these results, and Rod's post processor that wrote it.
EDIT:
guess they didnt attach, heres the G code:
G0 X0.819 Y0.688 (move to scriber offsets)
(Z move to scriber height) (turn on Plate Marker)
G1 Y-0.311
F65.0
M9
G0
X-0.181 Y0.688
M3 S1
(plate marker - engrave tool)
(Marker: X offset = -1.181 Marker: Y offset = -0.315)
G0 (move to scriber offsets)
(Z move to scriber height) (turn on Plate Marker)
G1 Y-0.315
(Operation: Outside Offset, out, T1: Plasma, 0.06 in kerf)
M9
G0
X-1.181
(Preset Volts: 49) ( Suggested Tip Size: 45 )
(Default DTHC Delay )
( Min Cut Length for DTHC ON : 1 units )
(Global DTHC ON/OFF is ON )
G4 P.1
(Preset Volts set to 49 Volts)
G4 P.1
(DTHCIV tuning set to level 1)
G4 P.1
(DTHC is OFF)
G4 P.1
M1 (Settings Check)
( ###########################)
(Paused: Check the DTHC Settings )
( Hit RUN to continue)
( ###########################)
G0
M3 $0 S1
G0 X-0.128 Y-0.155
M3 S1
G1 X-0.128 Y-0.155
G1 F3.937
(DTHC is on)
G2 X0.000 Y-0.027 I0.128 J0.000 F75.0
G1 X3.000
G3 X3.030 Y0.003 I0.000 J0.030
G1 Y1.003
G3 X3.000 Y1.033 I-0.030 J0.000
G1 X0.000
G3 X-0.030 Y1.003 I0.000 J-0.030
G1 Y0.003
G0 X-0.029 Y0.004 (Add tiny extension)
M65 P1
M5
M68 E0 Q10 (DTHC is OFF)
G4 P.1
G0 X-0.030 Y0.003
(No Parking values detected. Moving back to zero, zero)
X0.000 Y0.000
M68 E0 Q10 (DTHC is off)
G4 P.2
M65 P1
M5 M30
EDIT:
guess they didnt attach, heres the G code:
G0 X0.819 Y0.688 (move to scriber offsets)
(Z move to scriber height) (turn on Plate Marker)
G1 Y-0.311
F65.0
M9
G0
X-0.181 Y0.688
M3 S1
(plate marker - engrave tool)
(Marker: X offset = -1.181 Marker: Y offset = -0.315)
G0 (move to scriber offsets)
(Z move to scriber height) (turn on Plate Marker)
G1 Y-0.315
(Operation: Outside Offset, out, T1: Plasma, 0.06 in kerf)
M9
G0
X-1.181
(Preset Volts: 49) ( Suggested Tip Size: 45 )
(Default DTHC Delay )
( Min Cut Length for DTHC ON : 1 units )
(Global DTHC ON/OFF is ON )
G4 P.1
(Preset Volts set to 49 Volts)
G4 P.1
(DTHCIV tuning set to level 1)
G4 P.1
(DTHC is OFF)
G4 P.1
M1 (Settings Check)
( ###########################)
(Paused: Check the DTHC Settings )
( Hit RUN to continue)
( ###########################)
G0
M3 $0 S1
G0 X-0.128 Y-0.155
M3 S1
G1 X-0.128 Y-0.155
G1 F3.937
(DTHC is on)
G2 X0.000 Y-0.027 I0.128 J0.000 F75.0
G1 X3.000
G3 X3.030 Y0.003 I0.000 J0.030
G1 Y1.003
G3 X3.000 Y1.033 I-0.030 J0.000
G1 X0.000
G3 X-0.030 Y1.003 I0.000 J-0.030
G1 Y0.003
G0 X-0.029 Y0.004 (Add tiny extension)
M65 P1
M5
M68 E0 Q10 (DTHC is OFF)
G4 P.1
G0 X-0.030 Y0.003
(No Parking values detected. Moving back to zero, zero)
X0.000 Y0.000
M68 E0 Q10 (DTHC is off)
G4 P.2
M65 P1
M5 M30
Last edit: 31 May 2020 02:49 by Cranktown.
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
31 May 2020 03:09 #169474
by phillc54
Replied by phillc54 on topic adding a simple pen plotter to linuxcnc plasma cutter
That may be an old version, there is an M3 S1 that will start a normal cut then a M3 $0 S1 that also starts a normal cut, I don't see any M3 $1 S2 which is needed for 'scribing'
There is another PP with some code snippets and some info here forum.linuxcnc.org/plasmac/38438-plasmac-post-processors#158270
There is another PP with some code snippets and some info here forum.linuxcnc.org/plasmac/38438-plasmac-post-processors#158270
Please Log in or Create an account to join the conversation.
- Cranktown
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 0
31 May 2020 15:30 #169527
by Cranktown
Replied by Cranktown on topic adding a simple pen plotter to linuxcnc plasma cutter
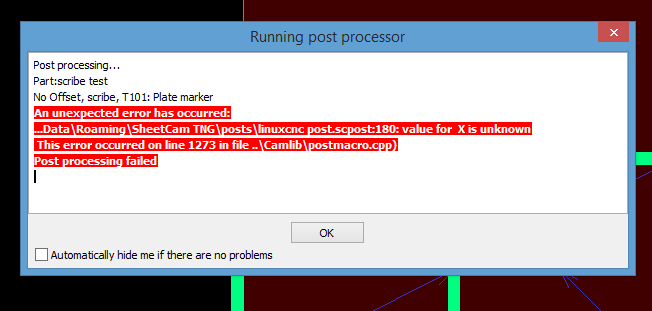
It's throwing an error
any idea what can cause this?
any idea what can cause this?
Attachments:
Please Log in or Create an account to join the conversation.
Time to create page: 0.159 seconds