Why there is this error
- Ondrej
- Offline
- Senior Member
-

Less
More
- Posts: 63
- Thank you received: 2
28 Feb 2023 21:02 - 28 Feb 2023 21:04 #265614
by Ondrej
Why there is this error was created by Ondrej
Hello,
on my testing PC with connected motors I wanted to run the script, because I want to learn how to use probe screen, which I want to then use on my cnc machine.
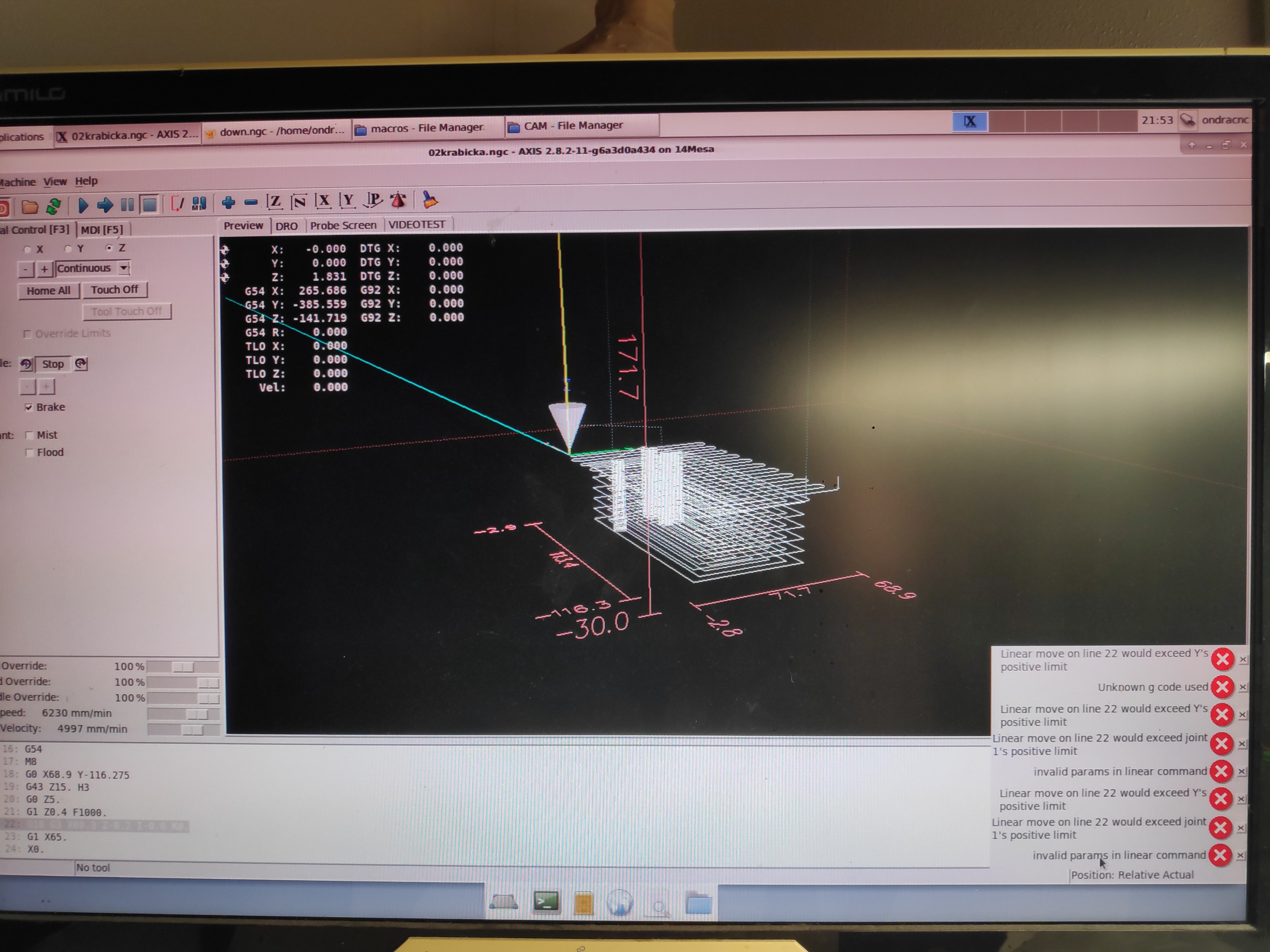
I wanted to run just one program, but Iam getting an error which you can see - the part is in the middle of the machine as you can see, there is no place where it can go - I was running exactly the same script even on my cnc machine and I milled some parts, this script is just modifed with some chamfers - so there is another milling bit.
ONLY ERRORS IAM GETTING ( I was trying to fix that ) :
Linear move on line 22 would exceed Ys positive limit
Linear move on line 22 would exceed joint 1s positive limit
invalid params in linear command
on my testing PC with connected motors I wanted to run the script, because I want to learn how to use probe screen, which I want to then use on my cnc machine.
I wanted to run just one program, but Iam getting an error which you can see - the part is in the middle of the machine as you can see, there is no place where it can go - I was running exactly the same script even on my cnc machine and I milled some parts, this script is just modifed with some chamfers - so there is another milling bit.
ONLY ERRORS IAM GETTING ( I was trying to fix that ) :
Linear move on line 22 would exceed Ys positive limit
Linear move on line 22 would exceed joint 1s positive limit
invalid params in linear command
Attachments:
Last edit: 28 Feb 2023 21:04 by Ondrej.
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17994
- Thank you received: 5281
28 Feb 2023 21:59 #265621
by PCW
Replied by PCW on topic Why there is this error
What is the gcode on line 22?
Please Log in or Create an account to join the conversation.
- Ondrej
- Offline
- Senior Member
-
Less
More
- Posts: 63
- Thank you received: 2
01 Mar 2023 07:16 #265636
by Ondrej
Replied by Ondrej on topic Why there is this error
There is just G18 G3 X68.3 Z-0.2 I-0.6 K0.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4644
03 Mar 2023 00:33 #265752
by andypugh
Replied by andypugh on topic Why there is this error
Is the preview shown as being entirely within the red dotted bounding box? (You might need to look from several angles)
Please Log in or Create an account to join the conversation.
- Ondrej
- Offline
- Senior Member
-
Less
More
- Posts: 63
- Thank you received: 2
13 Mar 2023 18:30 - 13 Mar 2023 18:32 #266582
by Ondrej
Replied by Ondrej on topic Why there is this error
I solved this - in added variable from INI section named [CHANGE_POSITION] (# Absolute coordinates of the tool change point) there is Z position - it was out of my machine limits.
NOW I HAVE ANOTHER QUESTION
Can you give me some hints where can I implement changes, so when there will be needed tool change, the machine will go to probe that?
I was trying the script with different tools on my testing computer - When the procedure with one milling bit finished, the machine went to tool change position - I clicked OK for tool changed
and from here I was expecting ( but actually I was almost sure it wont work ) the machine will go to probe the milling bit. But it just continued to mill.
To be honest I know what it should do but I am quite lost in how it works. Just if you can give me some hint, where I have to go to solve this. I think this can be in various spaces - like writing my code into g-code, change something in pncconf, hal, ini, macro script, settings in my cam (Iam using Inventor)...
NOW I HAVE ANOTHER QUESTION
Can you give me some hints where can I implement changes, so when there will be needed tool change, the machine will go to probe that?
I was trying the script with different tools on my testing computer - When the procedure with one milling bit finished, the machine went to tool change position - I clicked OK for tool changed
and from here I was expecting ( but actually I was almost sure it wont work ) the machine will go to probe the milling bit. But it just continued to mill.
To be honest I know what it should do but I am quite lost in how it works. Just if you can give me some hint, where I have to go to solve this. I think this can be in various spaces - like writing my code into g-code, change something in pncconf, hal, ini, macro script, settings in my cam (Iam using Inventor)...
Last edit: 13 Mar 2023 18:32 by Ondrej.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4644
13 Mar 2023 19:38 - 13 Mar 2023 19:38 #266597
by andypugh
Replied by andypugh on topic Why there is this error
A starting point for automated tool length probing would be: linuxcnc.org/docs/stable/html/remap/rema...cluding_code_m6_code
Last edit: 13 Mar 2023 19:38 by andypugh.
Please Log in or Create an account to join the conversation.
- Ondrej
- Offline
- Senior Member
-
Less
More
- Posts: 63
- Thank you received: 2
25 Apr 2023 20:01 - 25 Apr 2023 20:04 #269890
by Ondrej
Replied by Ondrej on topic Why there is this error
Iam still working on this, but because of school and other activities I wast working on this. Now I am getting back to figure out how can I run tool height sensor. As I said the tool touch sesnsor is on fixed place and my dream is : milling > inserting new tool > probe > continue milling.
Do I understand well, that only thing I need is only putting o sub code into my ngc code? ( sensor is wired as probe input, G38 works..).
I saw on some scripts that they have in ngc macro this : #<z> = #<_z> ................ which I understand like this: set #<z> parameter from as global parameter #<_z> ......
but where is this global parameter comming from? in macro file _z means current Z position .. OK.
But where can I find place where exist this parameter? I couldnt find that in the configuration file, there is only .var file with numbers..
Do I understand well, that only thing I need is only putting o sub code into my ngc code? ( sensor is wired as probe input, G38 works..).
I saw on some scripts that they have in ngc macro this : #<z> = #<_z> ................ which I understand like this: set #<z> parameter from as global parameter #<_z> ......
but where is this global parameter comming from? in macro file _z means current Z position .. OK.
But where can I find place where exist this parameter? I couldnt find that in the configuration file, there is only .var file with numbers..
Last edit: 25 Apr 2023 20:04 by Ondrej.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4644
25 Apr 2023 20:10 #269893
by andypugh
Replied by andypugh on topic Why there is this error
If adding an O<sub> call to your G-code works for you, then that is the easy way.
It is also possible to "remap" M6 to do it automatically on every tool change, but that takes a bit more configuration.
Once you have the subroutine you can look into calling it automatically later.
As for parameters, see: linuxcnc.org/docs/stable/html/gcode/over...tml#gcode:parameters
It is also possible to "remap" M6 to do it automatically on every tool change, but that takes a bit more configuration.
Once you have the subroutine you can look into calling it automatically later.
As for parameters, see: linuxcnc.org/docs/stable/html/gcode/over...tml#gcode:parameters
Please Log in or Create an account to join the conversation.
- Ondrej
- Offline
- Senior Member
-
Less
More
- Posts: 63
- Thank you received: 2
03 Jun 2023 11:32 - 03 Jun 2023 11:34 #272812
by Ondrej
Replied by Ondrej on topic Why there is this error
I tried to use this guide, but nothing is happening.
wiki.printnc.info/en/controllers/linuxcnc/tool-setter-no-probe
Actually I skipped everything related what is related to M600, I have just wrote remap for M6, and followed other changes. Also copied the SUB ROUTINE and just modified the values for my needs. But the machine behaves normally like if I havent done any changes to my configuration.
It doesnt tell me any error when I run the milling procedure with tool changes (M6 commands) in. I wonder if Iam not missing something still?
I also tried to change o sub call for remapped M6 but still nothing, no error, it just goes like If I havent change anything in my configuration...
dont you know if I have to add something?
wiki.printnc.info/en/controllers/linuxcnc/tool-setter-no-probe
Actually I skipped everything related what is related to M600, I have just wrote remap for M6, and followed other changes. Also copied the SUB ROUTINE and just modified the values for my needs. But the machine behaves normally like if I havent done any changes to my configuration.
It doesnt tell me any error when I run the milling procedure with tool changes (M6 commands) in. I wonder if Iam not missing something still?
I also tried to change o sub call for remapped M6 but still nothing, no error, it just goes like If I havent change anything in my configuration...
dont you know if I have to add something?
Last edit: 03 Jun 2023 11:34 by Ondrej.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4644
03 Jun 2023 12:01 #272813
by andypugh
Replied by andypugh on topic Why there is this error
Can you attach your HAL and INI files?
Please Log in or Create an account to join the conversation.
Time to create page: 0.152 seconds