ENCODER_RATIO function implementation.
- Boogie
- Offline
- Premium Member
-

Less
More
- Posts: 97
- Thank you received: 9
09 Apr 2025 16:51 #325998
by Boogie
Replied by Boogie on topic ENCODER_RATIO function implementation.
Confusing? For me for sure:)")
I'm now surprised by this hobbing.comp and its installation as i don't see you used "loadrt hobbing"+"addf hobbing.0" in the previously attached files.
I'm now surprised by this hobbing.comp and its installation as i don't see you used "loadrt hobbing"+"addf hobbing.0" in the previously attached files.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
11 Apr 2025 13:07 #326056
by andypugh
Replied by andypugh on topic ENCODER_RATIO function implementation.
The whole thing has evolved over time, and I have failed to update the wiki page. (its been about 13 years...)
I have attached the whole config folder. But be aware that this machine has many configurations and so has several INI files.
If you start with the hobbing.ini and look to see which HAL files it uses, you should be able to identify all the used files.
I have attached the whole config folder. But be aware that this machine has many configurations and so has several INI files.
If you start with the hobbing.ini and look to see which HAL files it uses, you should be able to identify all the used files.
The following user(s) said Thank You: Boogie, timo
Please Log in or Create an account to join the conversation.
- timo
- Offline
- Elite Member
-

Less
More
- Posts: 203
- Thank you received: 60
15 Apr 2025 06:10 #326341
by timo
Replied by timo on topic ENCODER_RATIO function implementation.
I am hobbing without any special UI for a while now. I change invert.0.in pin manually. There are some other parameters that I would have to change manually, when using "additional" rotation for Pfauter method. But I barely touched this, mainly because of mechanical setup issues.
I really would (should) give it another try, but my patience was not high enough. I am interested in improving the situation on my machine.
@boogie, please keep us update how it is going., maybe I can finally get there.
As I understand it the UI that Andy made runs as "sub window" in the Axis UI and provides the special inputs and some features.
Greetings Timo
I really would (should) give it another try, but my patience was not high enough. I am interested in improving the situation on my machine.
@boogie, please keep us update how it is going.
, maybe I can finally get there.As I understand it the UI that Andy made runs as "sub window" in the Axis UI and provides the special inputs and some features.
Greetings Timo
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
15 Apr 2025 11:58 #326350
by andypugh
Replied by andypugh on topic ENCODER_RATIO function implementation.
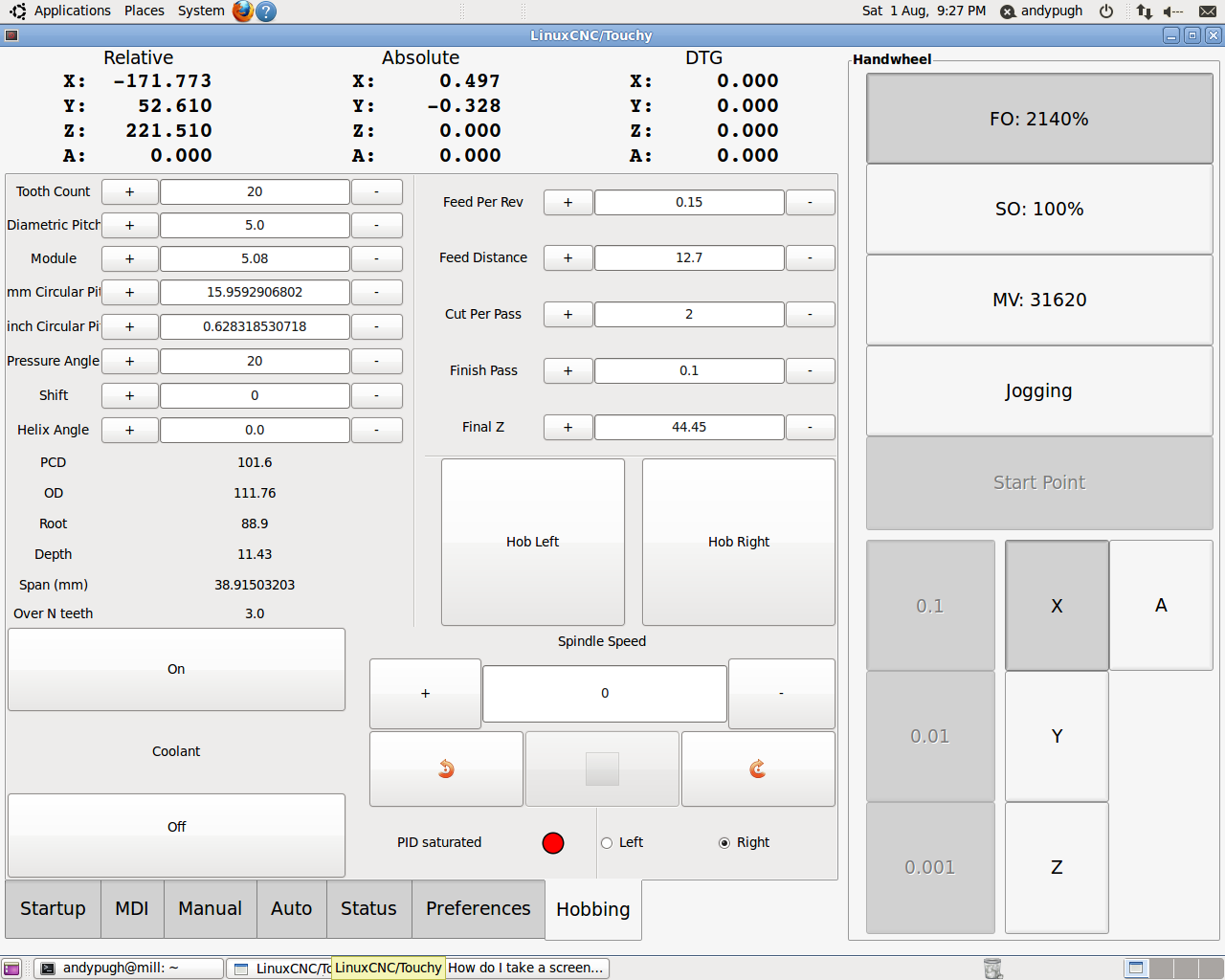
Yes, mainly the UI does the gear size / depth calculations and gives you a span measurement to run a quick test that the tooth depth is correct.
It could be more aesthetic:
It could be more aesthetic:
Attachments:
The following user(s) said Thank You: timo
Please Log in or Create an account to join the conversation.
- timo
- Offline
- Elite Member
-
Less
More
- Posts: 203
- Thank you received: 60
17 Apr 2025 05:03 #326508
by timo
Replied by timo on topic ENCODER_RATIO function implementation.
Thanks for the screen shot.
I think it looks "good enough" (at least for me using it for DIY hobbing of "toy gears" )
Do I understand this right that a G-code file is generated based on the input data to run the process?
Does "shift" button refer to profile shift or is it doing a hob shift? (tangential hobbing :-O )?
Greetings Timo
I think it looks "good enough" (at least for me
using it for DIY hobbing of "toy gears" )Do I understand this right that a G-code file is generated based on the input data to run the process?
Does "shift" button refer to profile shift or is it doing a hob shift? (tangential hobbing :-O )?
Greetings Timo
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
18 Apr 2025 09:48 #326584
by andypugh
Replied by andypugh on topic ENCODER_RATIO function implementation.
There is a fixed but parametric G-code file as part of the config that does the feeding / multiple passes.
You should definitely look at that file to see what it does, and also what it assumes. The system assumes that the tip of the cutter is touched-off to the workpiece radius (ie Z = 0 is on the work axis)
Also note that the axis assignment is a little unusual, with hobbing radius as Z and work axis along X.
"shift" is a profile shift, simply a radial offset of the hob relative to the workpiece centreline.
You should definitely look at that file to see what it does, and also what it assumes. The system assumes that the tip of the cutter is touched-off to the workpiece radius (ie Z = 0 is on the work axis)
Also note that the axis assignment is a little unusual, with hobbing radius as Z and work axis along X.
"shift" is a profile shift, simply a radial offset of the hob relative to the workpiece centreline.
The following user(s) said Thank You: timo
Please Log in or Create an account to join the conversation.
Time to create page: 0.109 seconds