Unexpected rounded corners by pocket
- Berlintwin
- Offline
- New Member
-

Less
More
- Posts: 4
- Thank you received: 1
13 Jun 2021 15:11 #211943
by Berlintwin
Unexpected rounded corners by pocket was created by Berlintwin
Hello everyone,
I'm new here, my fist post, but I read long time, great forum!
My milling machine works for me since two years, I used LinuxCNC and parallel port as control board.
This year I starts to improve my machine and bought Omron VFD, Mesa 7i93, develops two interfaces boards for Mesa.
I install current version of LinuxCNC.
Today I make my first cut with machine. But I was very impressed, it was others as I expected.
My machine don't running in rectangel, it running in arc.
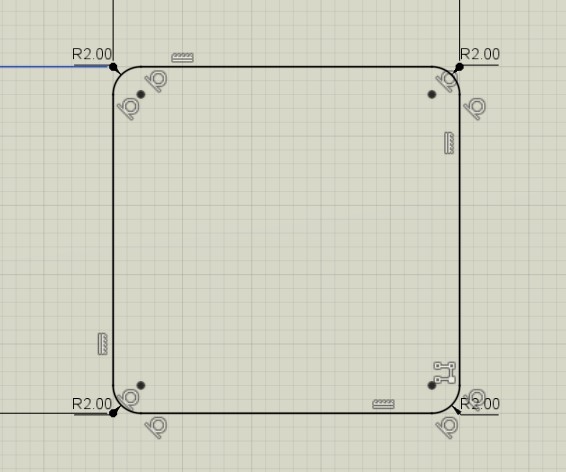
I create model in Fusion 360 and generated G-code.
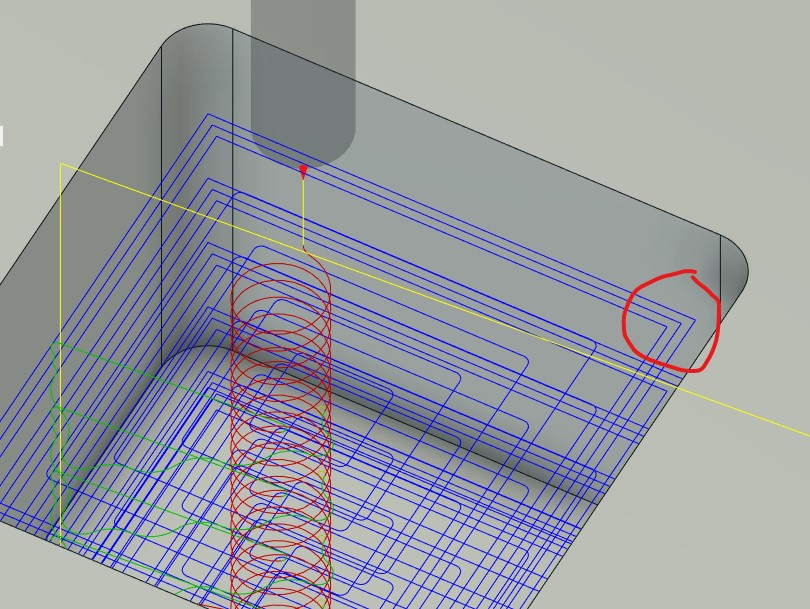
In simulation of Fusion 360 it looks good, I uses 4mm milling cutter and I create pockets with
rounded corner with 2mm radius.
The passes for mill must be rectangel, not arc.
But my milling machine create rounded corners with radius about 4-5mm.
I try to add pictures toi my post,
has someone any idea, where I make mistake by my configuration? What is wrong?
Best regards
Berlintwin

I'm new here, my fist post, but I read long time, great forum!
My milling machine works for me since two years, I used LinuxCNC and parallel port as control board.
This year I starts to improve my machine and bought Omron VFD, Mesa 7i93, develops two interfaces boards for Mesa.
I install current version of LinuxCNC.
Today I make my first cut with machine. But I was very impressed, it was others as I expected.
My machine don't running in rectangel, it running in arc.
I create model in Fusion 360 and generated G-code.
In simulation of Fusion 360 it looks good, I uses 4mm milling cutter and I create pockets with
rounded corner with 2mm radius.
The passes for mill must be rectangel, not arc.
But my milling machine create rounded corners with radius about 4-5mm.
I try to add pictures toi my post,
has someone any idea, where I make mistake by my configuration? What is wrong?
Best regards
Berlintwin
Attachments:
Please Log in or Create an account to join the conversation.
- scotth
- Away
- Elite Member
-

Less
More
- Posts: 242
- Thank you received: 61
13 Jun 2021 15:23 #211945
by scotth
Replied by scotth on topic Unexpected rounded corners by pocket
The following user(s) said Thank You: Berlintwin
Please Log in or Create an account to join the conversation.
- Berlintwin
- Offline
- New Member
-
Less
More
- Posts: 4
- Thank you received: 1
13 Jun 2021 15:42 #211947
by Berlintwin
Replied by Berlintwin on topic Unexpected rounded corners by pocket
Thanks a lot, Scott
I try it.
I try it.
Please Log in or Create an account to join the conversation.
- Berlintwin
- Offline
- New Member
-
Less
More
- Posts: 4
- Thank you received: 1
13 Jun 2021 16:19 #211948
by Berlintwin
Replied by Berlintwin on topic Unexpected rounded corners by pocket
Hello,
after add additional line in *.ini file:
RS274NGC_STARTUP_CODE = G64 P0.015
it runs perfect,
thanks a lot, Scott
Best regards
Juergen

after add additional line in *.ini file:
RS274NGC_STARTUP_CODE = G64 P0.015
it runs perfect,
thanks a lot, Scott
Best regards
Juergen
Attachments:
The following user(s) said Thank You: Doogie
Please Log in or Create an account to join the conversation.
- BigJohnT
-

- Offline
- Administrator
-

Less
More
- Posts: 3990
- Thank you received: 994
13 Jun 2021 16:27 - 13 Jun 2021 16:32 #211949
by BigJohnT
Replied by BigJohnT on topic Unexpected rounded corners by pocket
If you open a G code file with something else it will change what is used for the next file. Best to add a good preamble to each G code file.
For example you open a G code file that has G64 with no P or Q then you open another file and expect that file to run properly but it cuts corners you might be puzzled for a while.
The best plan is to have a good preamble at the start of each G code file to make sure you get what you want.
linuxcnc.org/docs/2.8/html/gcode/overvie..._code_best_practices
For pockets, facing and drill speeds and feeds you might want to try my G code Generator . I'm writing it using Python3 and PyQt5.
JT
For example you open a G code file that has G64 with no P or Q then you open another file and expect that file to run properly but it cuts corners you might be puzzled for a while.
The best plan is to have a good preamble at the start of each G code file to make sure you get what you want.
linuxcnc.org/docs/2.8/html/gcode/overvie..._code_best_practices
For pockets, facing and drill speeds and feeds you might want to try my G code Generator . I'm writing it using Python3 and PyQt5.
JT
Last edit: 13 Jun 2021 16:32 by BigJohnT.
The following user(s) said Thank You: Berlintwin
Please Log in or Create an account to join the conversation.
- Berlintwin
- Offline
- New Member
-
Less
More
- Posts: 4
- Thank you received: 1
13 Jun 2021 17:18 #211952
by Berlintwin
Replied by Berlintwin on topic Unexpected rounded corners by pocket
Thanks John,
I want to install your g-code generator and test it, looks good
Best regards
Juergen
I want to install your g-code generator and test it, looks good
Best regards
Juergen
Please Log in or Create an account to join the conversation.
Time to create page: 0.224 seconds