jogging speed limited to 4000mm/m
- handsomebeast
- Offline
- Junior Member
-

Less
More
- Posts: 31
- Thank you received: 4
08 Oct 2023 21:26 #282562
by handsomebeast
jogging speed limited to 4000mm/m was created by handsomebeast
hi guys, ive setup my machine, its a printnc with a work area of 1220mm x 1220mm my setup is as follows, im using dm542 drivers with nema 23 stepper motors with a 48v power supply, set microstepping to 1/10 and im using a parralel port breakout board, and im using the axis gui, the machine is capable of 8800mm/m on the X and Y axis but when i jog after homing and putting the slider for the jog speed to max which is 8800mm/m the dro only says 4000mm/m and wont go any faster, i have uploaded my hal and ini file as i tried after reading the hal and ini basics pages and changed some values but it made my machine overtravel so im a bit dubious about messing around too much without some help, any help would be appreciated
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21764
- Thank you received: 7438
08 Oct 2023 21:53 #282564
by tommylight
Replied by tommylight on topic jogging speed limited to 4000mm/m
In your ini file:
MAX_VELOCITY = 67.8571428571
for X and Y axis, times 60 seconds = 4071,428571426 mm/minute or ~4M/M
You mention to have microstepping at 1/10, but in your ini file:
SCALE = 200.0
Meaning it is running at full step for normal motors, so you will get 10 times smaller movement if your statements are correct.
-
Are the motors directly driving the belt?
If yes, what pulley/teeth and what belt?
If not, what reduction ratio and what pulleys on all?
MAX_VELOCITY = 67.8571428571
for X and Y axis, times 60 seconds = 4071,428571426 mm/minute or ~4M/M
You mention to have microstepping at 1/10, but in your ini file:
SCALE = 200.0
Meaning it is running at full step for normal motors, so you will get 10 times smaller movement if your statements are correct.
-
Are the motors directly driving the belt?
If yes, what pulley/teeth and what belt?
If not, what reduction ratio and what pulleys on all?
Please Log in or Create an account to join the conversation.
- handsomebeast
- Offline
- Junior Member
-
Less
More
- Posts: 31
- Thank you received: 4
08 Oct 2023 22:36 - 08 Oct 2023 22:42 #282570
by handsomebeast
Replied by handsomebeast on topic jogging speed limited to 4000mm/m
im using 1610 ballscrews with nema 23 stepper motors directly driving the ballscrew, pulse/rev on drivers is set to 2000, they are 1.8 degrees per step x 200=360 degrees. is this what you were asking, i set it to 1/10 microstepping to get better resolution, 1 full revolution of the ballscrew moving 10mm giving a 0.005mm of movement per microstep
Last edit: 08 Oct 2023 22:42 by handsomebeast.
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-

Less
More
- Posts: 12054
- Thank you received: 4114
09 Oct 2023 00:48 #282576
by rodw
Replied by rodw on topic jogging speed limited to 4000mm/m
There are settings under [DISPLAY] in your ini file that affect jogging max velocity
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21764
- Thank you received: 7438
09 Oct 2023 01:01 #282578
by tommylight
MAX_VELOCITY = 67.8571428571
to this
MAX_VELOCITY = 100
for 6m/m, or
MAX_VELOCITY = 150
for 9m/m
Basically, you multiply the value with 60 seconds as those values are unit/s or in this case mm/s.
Mind that there are 2 of the same value for each axis and joint, so 4 in total.
Replied by tommylight on topic jogging speed limited to 4000mm/m
OK, that is a lot of stuff falling into place, so just edit the ini file from thisim using 1610 ballscrews with nema 23 stepper motors directly driving the ballscrew, pulse/rev on drivers is set to 2000, they are 1.8 degrees per step x 200=360 degrees. is this what you were asking, i set it to 1/10 microstepping to get better resolution, 1 full revolution of the ballscrew moving 10mm giving a 0.005mm of movement per microstep
MAX_VELOCITY = 67.8571428571
to this
MAX_VELOCITY = 100
for 6m/m, or
MAX_VELOCITY = 150
for 9m/m
Basically, you multiply the value with 60 seconds as those values are unit/s or in this case mm/s.
Mind that there are 2 of the same value for each axis and joint, so 4 in total.
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21764
- Thank you received: 7438
09 Oct 2023 01:04 #282579
by tommylight
Replied by tommylight on topic jogging speed limited to 4000mm/m
He mentioned thatThere are settings under [DISPLAY] in your ini file that affect jogging max velocity
So Display seems to be OK.but when i jog after homing and putting the slider for the jog speed to max which is 8800mm/m the dro only says 4000mm/m and wont go any faster,
Please Log in or Create an account to join the conversation.
- handsomebeast
- Offline
- Junior Member
-
Less
More
- Posts: 31
- Thank you received: 4
09 Oct 2023 06:35 #282586
by handsomebeast
Replied by handsomebeast on topic jogging speed limited to 4000mm/m
ok i changed those values but when i go over 75 i start losing steps or it doesnt travel the correct distance, if i change the MAX_VELOCITY = 67.8571428571 to anything above 75-80 and if i dont lose steps it doesnt travel the correct distance across the axis. im just editing the x axis trying to get that to speed up, at 80 i dont lose steps but when i move to the X1236 with the jog key, (arrow keys on keyboard) which is my axis limit, after changing the value it only moves to like 8-900mm across the axis if i jog with the keyboard, and returns back to where it homes in the correct place when using the keyboard to jog it back to 0, but at 67.8571428571 it moves the correct distance. i checked my driver settings and im using 2000 pulse/rev. 1/10 microstepping is this the cause? (edited)
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21764
- Thank you received: 7438
09 Oct 2023 11:49 #282603
by tommylight
Replied by tommylight on topic jogging speed limited to 4000mm/m
Steppers can not do speed, so if 67 works, leave it at that, although you might need to go even lower due to forces during cutting.
What voltage are the drives getting?
Higher voltage might help, but i would not bet on it as at 4000mm/m the motors are spinning at 400RPM, and steppers loose a lot of torque at those speeds. 200-500 RPM is the upper usable limit, depending on stepper motor and it's inductance.
As a general rule with normal 5-10mm ballscrews, never over 2500mm/m for actual work, jogging can be a bit faster.
And then there is the whipping of the ballscrews at those speeds, that will create vibrations and complicate things. There should be a table of speeds for size and length on the NSK website, i think.
What voltage are the drives getting?
Higher voltage might help, but i would not bet on it as at 4000mm/m the motors are spinning at 400RPM, and steppers loose a lot of torque at those speeds. 200-500 RPM is the upper usable limit, depending on stepper motor and it's inductance.
As a general rule with normal 5-10mm ballscrews, never over 2500mm/m for actual work, jogging can be a bit faster.
And then there is the whipping of the ballscrews at those speeds, that will create vibrations and complicate things. There should be a table of speeds for size and length on the NSK website, i think.
Please Log in or Create an account to join the conversation.
- handsomebeast
- Offline
- Junior Member
-
Less
More
- Posts: 31
- Thank you received: 4
09 Oct 2023 13:04 - 09 Oct 2023 13:10 #282610
by handsomebeast
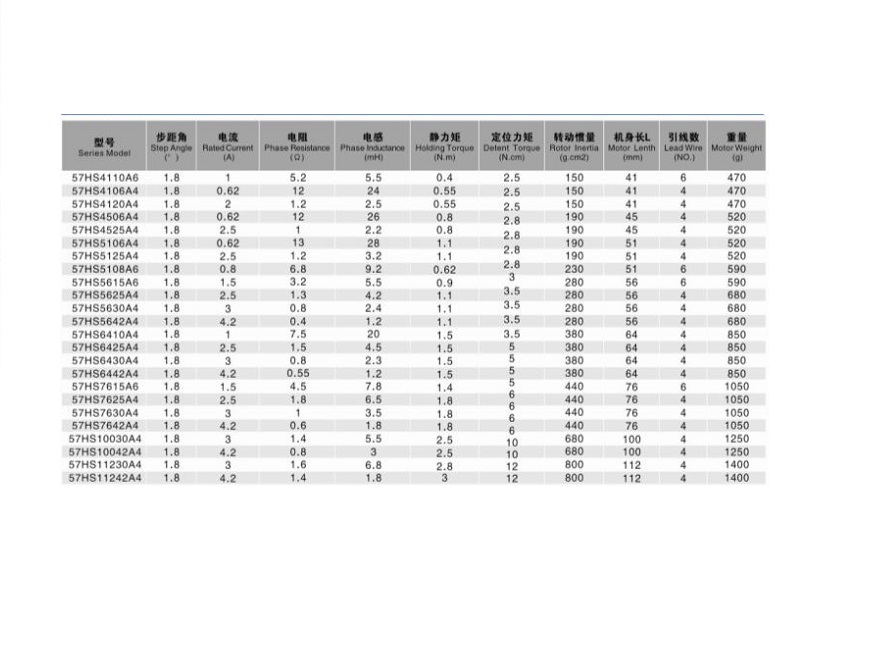 thanks tommy very informative, im using dm542 drivers with a meanwell 36v power supply and nema 23 steppers, im supposed to be running at 4.2a peak 3.0a rms but checked my wiring and im actually running them at 2.84a peak 2.03a rms. the stepper motors and drivers came with a kit i bought from china for the cnc, the tutorial for the kit says to run them at 4.2a peak 3.00a rms but the mounts for the steppers are 3d printed so advice is to tone it down a little till you can mill some metal ones but my setting seem a little low, im using the half current at idle setting on the drivers so they dont get hot at idle, 57hs10030a4 is the model of driver and ive uploaded the spec sheet. i was thinking that others have used 1/5 microstepping 1000 steps per revolution with the same kit , so i was going to change to the higher setting of 4.2a peak 3.00a rms and change to 1/5 microstepping as i think the controller board which is a cheap parallel breakout board is what is struggling to produce the 2000 steps, so if it can cope at 2000 pulse/rev for 4000mm/m it should be fine at 1000 pulses/rev at 8000mm/m the extra voltage may help also, but after what you said im only going to be cutting wood, some hardwoods and maybe some aluminium and mild steel at some point, i need to mill some aluminium stepper mounts and if 4000mm/m is enough for my needs then ill leave it as is, if it aint broke dont fix it, when i have better motor mounts made im going to make a new config in stepconf and up the driver settings to the 4.2a peak 3.00a rms, and change to 1000 pulses/rev just to see if it is the breakout board thats the caveat, and if theres any differnce in cutting quality from 2000 to 1000 pulses per revolution, as i thought 2000 pulses per revolution would make for finer details and rounder circles ect being achievable instead of switching down the line, thankyou again for the info and taking time to reply i appreciate it, also thankyou rodw for taking a look,
thanks tommy very informative, im using dm542 drivers with a meanwell 36v power supply and nema 23 steppers, im supposed to be running at 4.2a peak 3.0a rms but checked my wiring and im actually running them at 2.84a peak 2.03a rms. the stepper motors and drivers came with a kit i bought from china for the cnc, the tutorial for the kit says to run them at 4.2a peak 3.00a rms but the mounts for the steppers are 3d printed so advice is to tone it down a little till you can mill some metal ones but my setting seem a little low, im using the half current at idle setting on the drivers so they dont get hot at idle, 57hs10030a4 is the model of driver and ive uploaded the spec sheet. i was thinking that others have used 1/5 microstepping 1000 steps per revolution with the same kit , so i was going to change to the higher setting of 4.2a peak 3.00a rms and change to 1/5 microstepping as i think the controller board which is a cheap parallel breakout board is what is struggling to produce the 2000 steps, so if it can cope at 2000 pulse/rev for 4000mm/m it should be fine at 1000 pulses/rev at 8000mm/m the extra voltage may help also, but after what you said im only going to be cutting wood, some hardwoods and maybe some aluminium and mild steel at some point, i need to mill some aluminium stepper mounts and if 4000mm/m is enough for my needs then ill leave it as is, if it aint broke dont fix it, when i have better motor mounts made im going to make a new config in stepconf and up the driver settings to the 4.2a peak 3.00a rms, and change to 1000 pulses/rev just to see if it is the breakout board thats the caveat, and if theres any differnce in cutting quality from 2000 to 1000 pulses per revolution, as i thought 2000 pulses per revolution would make for finer details and rounder circles ect being achievable instead of switching down the line, thankyou again for the info and taking time to reply i appreciate it, also thankyou rodw for taking a look,
Replied by handsomebeast on topic jogging speed limited to 4000mm/m
Attachments:
Last edit: 09 Oct 2023 13:10 by handsomebeast.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
09 Oct 2023 15:51 #282620
by rodw
Replied by rodw on topic jogging speed limited to 4000mm/m
In my view, 36 V is too low. replacing the PS with a 48v one would make a difference and not bother the DM542's
Buying a second 36 v power supply in series to give 72 volts would really give performance a lift but you'd need different drivers.
Buying a second 36 v power supply in series to give 72 volts would really give performance a lift but you'd need different drivers.
Please Log in or Create an account to join the conversation.
Time to create page: 0.151 seconds