Radius compensation lathe
- DoWerna
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 185
- Thank you received: 57
20 Jun 2022 12:10 #245478
by DoWerna
Radius compensation lathe was created by DoWerna
Not sure if it has to do with Gmoccapy or with Linuxcnc itself, or what I have configured wrong.
I wanted to write a small test program today to try out the radius compensation (g42).
Whenever I call a tool where a radius is defined in the table, a window comes into the foreground, cannot be clicked away and also the complete gmoccapy window does not react anymore.
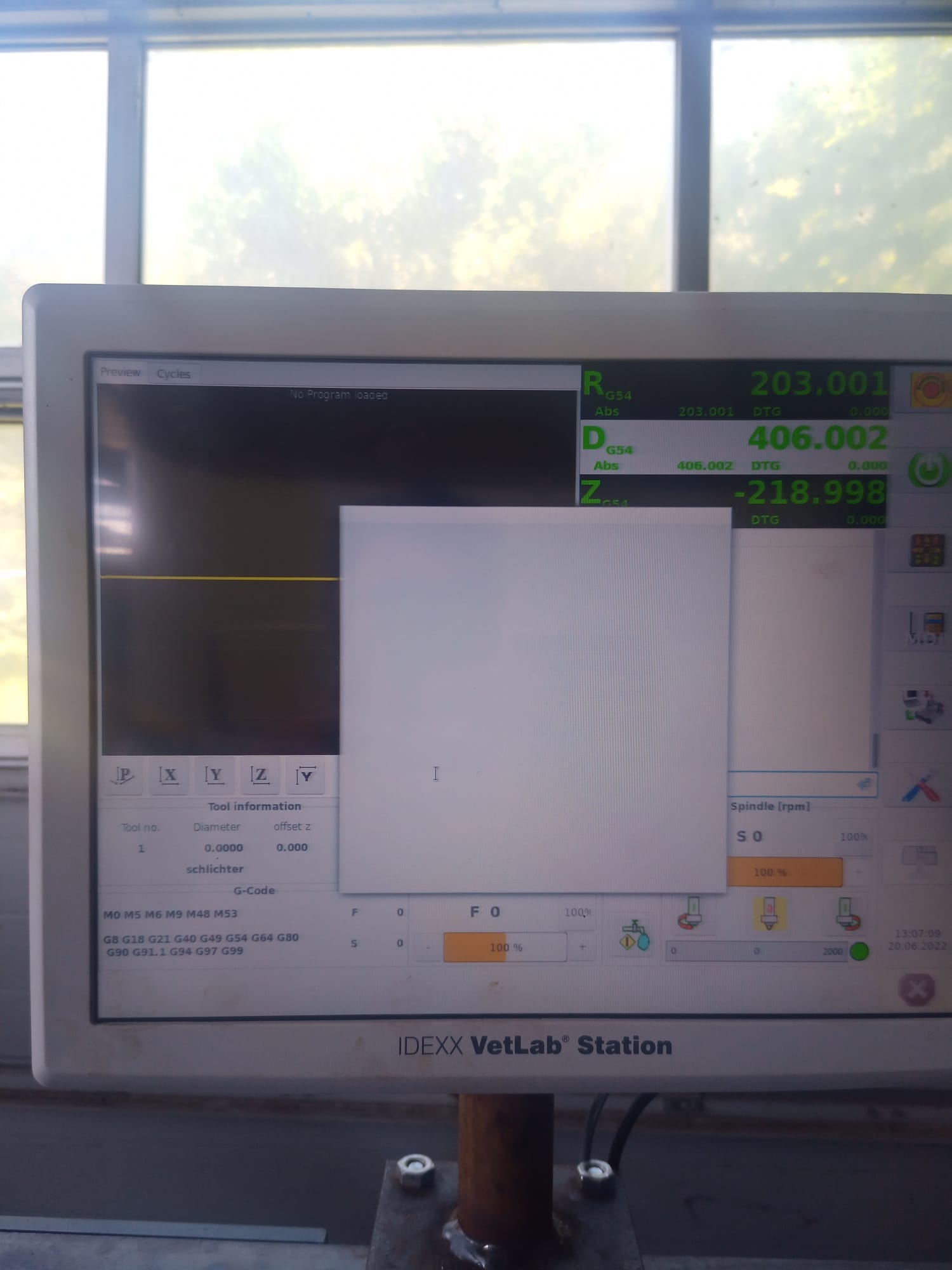
System is linuxcnc 2.8.2
Translated with www.DeepL.com/Translator (free version)
I wanted to write a small test program today to try out the radius compensation (g42).
Whenever I call a tool where a radius is defined in the table, a window comes into the foreground, cannot be clicked away and also the complete gmoccapy window does not react anymore.
System is linuxcnc 2.8.2
Translated with www.DeepL.com/Translator (free version)
Attachments:
Please Log in or Create an account to join the conversation.
- HansU
-

- Offline
- Moderator
-

Less
More
- Posts: 723
- Thank you received: 217
20 Jun 2022 19:56 #245495
by HansU
Replied by HansU on topic Radius compensation lathe
To investigate this, there are some more information needed.
How does your configuration look - do you use the gmoccapy manual toolchanger or hal_manualtoolchange, ... ?
What commands/G-code are you executing?
How does your tool table look like?
Hans
How does your configuration look - do you use the gmoccapy manual toolchanger or hal_manualtoolchange, ... ?
What commands/G-code are you executing?
How does your tool table look like?
Hans
The following user(s) said Thank You: DoWerna
Please Log in or Create an account to join the conversation.
- DoWerna
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 185
- Thank you received: 57
21 Jun 2022 05:30 #245511
by DoWerna
Replied by DoWerna on topic Radius compensation lathe
I'll deliver it when I get to the machine.
I use the axis toolchange dialogue, maybe that's the problem?
this is my configuration folder
github.com/DoWerna/padovani_retrofit
I use the axis toolchange dialogue, maybe that's the problem?
this is my configuration folder
github.com/DoWerna/padovani_retrofit
Please Log in or Create an account to join the conversation.
- DoWerna
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 185
- Thank you received: 57
21 Jun 2022 17:33 #245546
by DoWerna
Replied by DoWerna on topic Radius compensation lathe
I have found the error.
It was neither gmoccapy nor linuxcnc. It was the user,") .
.
I have set the tool orientation in the tool table as a degree number like front and back. The correct position would of course be set as integer 0-9 according to the manual.
In my case a 2.
Corrected and the machine ran
It was neither gmoccapy nor linuxcnc. It was the user,
.I have set the tool orientation in the tool table as a degree number like front and back. The correct position would of course be set as integer 0-9 according to the manual.
In my case a 2.
Corrected and the machine ran
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- HansU
-
- Offline
- Moderator
-
Less
More
- Posts: 723
- Thank you received: 217
21 Jun 2022 20:44 #245555
by HansU
Replied by HansU on topic Radius compensation lathe
Nice. But would be good to reproduce this to show at least a warning and avoid making the system non-responsive.
I still can't reproduce this, so please give some more detailed steps. Thanks!
I still can't reproduce this, so please give some more detailed steps. Thanks!
The following user(s) said Thank You: DoWerna
Please Log in or Create an account to join the conversation.
- DoWerna
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 185
- Thank you received: 57
22 Jun 2022 06:32 #245578
by DoWerna
Replied by DoWerna on topic Radius compensation lathe
if you want to reproduce the error
this is the entry in the tool table
T1 P1 X0.0 Y0.0 Z10.0 A0.0 B0.0 C0.0 U0.0 V0.0 W0.0 D9.9 I30.0 J87.0 Q50.0 ;schlichter
and this would be my quickly written program
g21
g54
g61
g40
g7
g90
g90.1
g95
g18
g96 d500 s100
t1 m6
g43
g42
g0 x200 z10
g0 x160
s100 m3
g1 f1 z-20
g2 z-25 x170 r5
g40
g1 x200
m5
m30
Of course, it will run without problems if you enter a 2 in the tool table under Q.
this is the entry in the tool table
T1 P1 X0.0 Y0.0 Z10.0 A0.0 B0.0 C0.0 U0.0 V0.0 W0.0 D9.9 I30.0 J87.0 Q50.0 ;schlichter
and this would be my quickly written program
g21
g54
g61
g40
g7
g90
g90.1
g95
g18
g96 d500 s100
t1 m6
g43
g42
g0 x200 z10
g0 x160
s100 m3
g1 f1 z-20
g2 z-25 x170 r5
g40
g1 x200
m5
m30
Of course, it will run without problems if you enter a 2 in the tool table under Q.
The following user(s) said Thank You: HansU
Please Log in or Create an account to join the conversation.
- HansU
-
- Offline
- Moderator
-
Less
More
- Posts: 723
- Thank you received: 217
24 Jun 2022 15:05 #245794
by HansU
Replied by HansU on topic Radius compensation lathe
It's a bit weird that Gmoccapy in 2.8 isn't able to show this error, but in master it does:
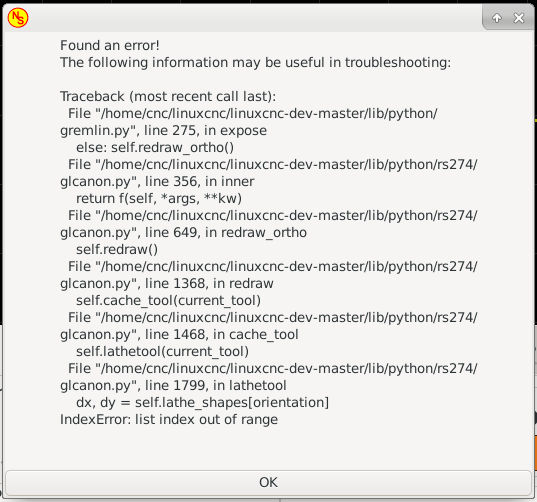
Attachments:
The following user(s) said Thank You: DoWerna
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 0.169 seconds