- User Interfaces
- Other User Interfaces
- PathPilot
- Faceting/Linearization leading to poor surface finish
Faceting/Linearization leading to poor surface finish
- mach-chris
- Offline
- New Member
-

Less
More
- Posts: 10
- Thank you received: 0
07 Nov 2021 20:52 - 07 Nov 2021 20:54 #225583
by mach-chris
Replied by mach-chris on topic Faceting/Linearization leading to poor surface finish
Here’s the X motor (pic)
im not sure how to access the background stuff like HAL in pathpilot.
im not sure how to access the background stuff like HAL in pathpilot.
Last edit: 07 Nov 2021 20:54 by mach-chris. Reason: More questions
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-

Less
More
- Posts: 2120
- Thank you received: 880
07 Nov 2021 21:09 #225584
by spumco
Replied by spumco on topic Faceting/Linearization leading to poor surface finish
The -ELS suffix indicates the hi-res encoder (6400cpr) and shaft seal options. So I don't think the issue is caused by encoder native resolution being too coarse.
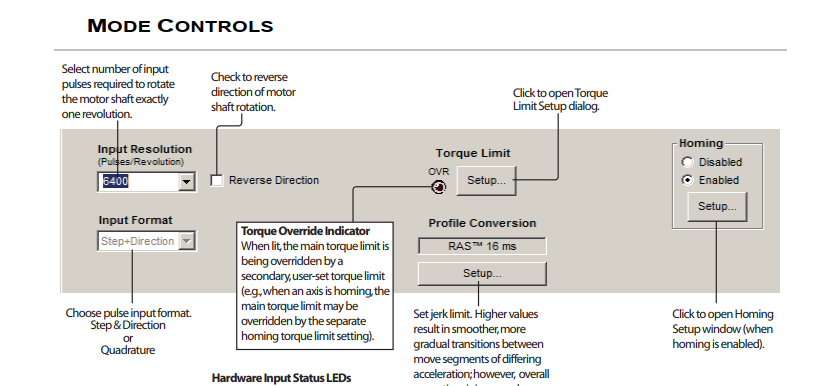
OP - if you can get a windows computer you can D/L Teknic's free tuning software. Be a good idea to check - not necessarily change - the settings on the servo. That may help while chasing down this issue... specificaly the Input Resolution. That setting, coupled with the ballscrew pitch should identify the mechanical capability and minimum resolution of the 1100MX.
This info isn't going to fix anything on its own, but may help while running down other possibilities.
OP - if you can get a windows computer you can D/L Teknic's free tuning software. Be a good idea to check - not necessarily change - the settings on the servo. That may help while chasing down this issue... specificaly the Input Resolution. That setting, coupled with the ballscrew pitch should identify the mechanical capability and minimum resolution of the 1100MX.
This info isn't going to fix anything on its own, but may help while running down other possibilities.
Attachments:
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Michael
- Offline
- Platinum Member
-
Less
More
- Posts: 335
- Thank you received: 59
08 Nov 2021 00:10 #225607
by Michael
Replied by Michael on topic Faceting/Linearization leading to poor surface finish
Just to eliminate some items in the G code what path blending are you running this in? G61 or G64. Try a part run with G61 and see if it reduces it.
Is the g code for the arcs and circles one large arc or circle or is it made up of many short segments?
Is the g code for the arcs and circles one large arc or circle or is it made up of many short segments?
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Offline
- Platinum Member
-
Less
More
- Posts: 4753
- Thank you received: 1458
08 Nov 2021 13:37 #225686
by Todd Zuercher
Replied by Todd Zuercher on topic Faceting/Linearization leading to poor surface finish
I didn't check this over the weekend, so I'm a bit behind. When I suggested speed might be an issue I was inferring supper high feed rates. Such as greater than 1000ipm, obviously that isn't the case. Just wanted a reality check to make sure you weren't pushing the HSM limits of Linuxcnc.
I have seen very similar only larger marks caused by slop/backlash in an axis due to worn parts (bad bearings, worn out ball screw...) But that is on large wood routers, we'd never even notice marks that small. In our cases the backlash wasn't static, and couldn't be measured with an indicator in the usual way. It was more like the axis became soft and mushy and the backlash could only be measured under load. At rest or light load the axis would track correctly until you'd push on it. I think this is most likely either a mechanical or servo issue.
I have seen very similar only larger marks caused by slop/backlash in an axis due to worn parts (bad bearings, worn out ball screw...) But that is on large wood routers, we'd never even notice marks that small. In our cases the backlash wasn't static, and couldn't be measured with an indicator in the usual way. It was more like the axis became soft and mushy and the backlash could only be measured under load. At rest or light load the axis would track correctly until you'd push on it. I think this is most likely either a mechanical or servo issue.
Please Log in or Create an account to join the conversation.
- mach-chris
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 0
10 Nov 2021 22:44 - 10 Nov 2021 22:45 #226041
by mach-chris
Replied by mach-chris on topic Faceting/Linearization leading to poor surface finish
Gentlemen,I also didn't have a chance to check this more over the weekend, had to work around the issue and produce some rush parts for someone, then spent Sunday tearing it back down and rechecking ballscrew preload and backlash - Both of these are good. Stick slip doesn't seem to be the issue.I still need to see if I can find a window's PC so that I can pole the clear path settings and see what's going on there - Though Tormach did mention that even checking the motor settings can be "dangerous" as they have seen setting get wiped/replaced in the past in doing so - So I'm a little reluctant at this stage.I did dig into the halscope as suggested, and ran some circles while monitoring both the commanded and feedback channels of axis 0 and axis 1 - Attached is the screen shot. I'm not zoomed in very far, but it looks to me a lot like axis 1 is wayyyyyy behind whereas you can't even see the difference on axis0 as they are overlapped so well. I'm assuming this does probably mean there's some tuning to be done on the clear paths - uncomfortable.Not sure which smoothing mode I was running on the parts I provided pictures of earlier - I can double check a bit later.Really appreciate all the help and suggestions so far - Great community here.-Chris
Last edit: 10 Nov 2021 22:45 by mach-chris.
Please Log in or Create an account to join the conversation.
- mach-chris
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 0
10 Nov 2021 22:49 #226042
by mach-chris
Replied by mach-chris on topic Faceting/Linearization leading to poor surface finish
They are clean circles - It's also doing it on straight slanted surfaces.
Only surfaces that are perfectly in-line with X and Y appear to be perfectly smooth.
Will get back on the smoothing as I'm not 100% sure on this one.
Only surfaces that are perfectly in-line with X and Y appear to be perfectly smooth.
Will get back on the smoothing as I'm not 100% sure on this one.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Offline
- Platinum Member
-
Less
More
- Posts: 4753
- Thank you received: 1458
11 Nov 2021 13:28 #226103
by Todd Zuercher
Replied by Todd Zuercher on topic Faceting/Linearization leading to poor surface finish
If Tormach didn't provide backup copies of the servo settings with the machine, I would strongly encourage hooking up a Windows machine to the Clearpath drives simply for making backup copies of the current settings if for no other reason.
I have no experience with Clearpath, but I know some of Teknics more conventional drives had reasonably nice tuning software (if you overlook the Windows requirement) with built in O-scope features. The older drives from before they had the built in O-scope could be a pain to get right though.
I have no experience with Clearpath, but I know some of Teknics more conventional drives had reasonably nice tuning software (if you overlook the Windows requirement) with built in O-scope features. The older drives from before they had the built in O-scope could be a pain to get right though.
Please Log in or Create an account to join the conversation.
- mach-chris
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 0
11 Nov 2021 13:31 #226105
by mach-chris
Replied by mach-chris on topic Faceting/Linearization leading to poor surface finish
Have a no-so-reliable rca tablet running win10 that may work, but it’s a horrible Machine. I’ll try and see if I can use it.
I’m not sure I’m brave enough to run the tuning procedure as it may want to move the machine and I suspect would neglect the soft and hard stops when doing so, which could cause damage.
I suppose there is really only one way to find out though.
I’m not sure I’m brave enough to run the tuning procedure as it may want to move the machine and I suspect would neglect the soft and hard stops when doing so, which could cause damage.
I suppose there is really only one way to find out though.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Offline
- Platinum Member
-
Less
More
- Posts: 4753
- Thank you received: 1458
11 Nov 2021 13:55 - 11 Nov 2021 14:04 #226109
by Todd Zuercher
Replied by Todd Zuercher on topic Faceting/Linearization leading to poor surface finish
Have you watched this video from Teknics?
It is a quick overview of using their tuning software with Clearpath. Something I think would be interesting would be comparing some of their scope readings with those from halscope where possible. (To see how the position commands from Linuxcnc compare with the commands received by the drive.)
It is a quick overview of using their tuning software with Clearpath. Something I think would be interesting would be comparing some of their scope readings with those from halscope where possible. (To see how the position commands from Linuxcnc compare with the commands received by the drive.)
Last edit: 11 Nov 2021 14:04 by Todd Zuercher.
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 2120
- Thank you received: 880
11 Nov 2021 16:11 #226115
by spumco
Replied by spumco on topic Faceting/Linearization leading to poor surface finish
I've used the software on Clearpaths. It is, without a doubt, the most user-friendly servo/VFD software I've ever seen. And software manual is written in English with as little jargon as possible.
It certainly doesn't have as many features or settings as other drive software, but Teknics has made a monumental effort to make it easy to use and understand.
Auto-tuning isn't likely to send your axis screaming in to a hard stop. The motor only needs to rotate a couple of turns, although it can be disconcerting when the motor is banging the axis back and forth. Just put the axis in the middle of the travel and you'll be all set. You can even set rotation limits on the motor before starting the auto-tune function.
Even if the settings get wiped when you connect - very unlikely - it's stupid easy to run an auto-tune. The servo may not be optimized per Tormach, but you won't be left with a dead axis.
If the tablet doesn't work out, you can try using Wine to run it - no idea if it'll work, but worth a try.
It certainly doesn't have as many features or settings as other drive software, but Teknics has made a monumental effort to make it easy to use and understand.
Auto-tuning isn't likely to send your axis screaming in to a hard stop. The motor only needs to rotate a couple of turns, although it can be disconcerting when the motor is banging the axis back and forth. Just put the axis in the middle of the travel and you'll be all set. You can even set rotation limits on the motor before starting the auto-tune function.
Even if the settings get wiped when you connect - very unlikely - it's stupid easy to run an auto-tune. The servo may not be optimized per Tormach, but you won't be left with a dead axis.
If the tablet doesn't work out, you can try using Wine to run it - no idea if it'll work, but worth a try.
Please Log in or Create an account to join the conversation.
- User Interfaces
- Other User Interfaces
- PathPilot
- Faceting/Linearization leading to poor surface finish
Time to create page: 0.153 seconds