Updated to Master Branch, Stuck in E-Stop
- Uthayne
- Offline
- Premium Member
-

Less
More
- Posts: 147
- Thank you received: 49
12 Jul 2019 23:06 #139217
by Uthayne
Updated to Master Branch, Stuck in E-Stop was created by Uthayne
Just updated everything to 2.9.0 so I could pull the Plasmac updates more easily. I ran the plasmac configurator.py and updated my .ini file.
When I start linuxcnc and verify that it's running 2.9.0-pre0, axis starts up but I cannot toggle out of e-stop.
If I change my config to use Gmoccapy, I can get out of e-stop and everything appears to be working (I have motion).
I had a working configuration before I updated.
Thanks
When I start linuxcnc and verify that it's running 2.9.0-pre0, axis starts up but I cannot toggle out of e-stop.
If I change my config to use Gmoccapy, I can get out of e-stop and everything appears to be working (I have motion).
I had a working configuration before I updated.
Thanks
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-

Less
More
- Posts: 12047
- Thank you received: 4113
12 Jul 2019 23:50 #139221
by rodw
Replied by rodw on topic Updated to Master Branch, Stuck in E-Stop
Bit of a long shot but try changing your estop in hal to this.
I think this is identical to what you have, just formatted differently. I vaguely remember having this problem in axis back with an early 2.8 build and gmoccappy was OK.
Does the plasmac sim do the same thing?
If you run a non plasmac axis sim, do you have the same fault?
# ---estop signals---
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
I think this is identical to what you have, just formatted differently. I vaguely remember having this problem in axis back with an early 2.8 build and gmoccappy was OK.
Does the plasmac sim do the same thing?
If you run a non plasmac axis sim, do you have the same fault?
Please Log in or Create an account to join the conversation.
- Uthayne
- Offline
- Premium Member
-
Less
More
- Posts: 147
- Thank you received: 49
13 Jul 2019 03:02 - 13 Jul 2019 03:11 #139224
by Uthayne
Replied by Uthayne on topic Updated to Master Branch, Stuck in E-Stop
I tried the change and it has the same behavior.
The plasmac axis sim works fine, as does non plasma axis sims.
Perhaps it's something with my axis files? Seems strange that gmoccapy works and axis doesn't.
Edit: Looking at the pin "iocontrol.0.emc-enable-in" it's reading FALSE. Shouldn't this be TRUE due to the setp I have in my HAL? Perhaps it's getting set to 0 somewhere else?
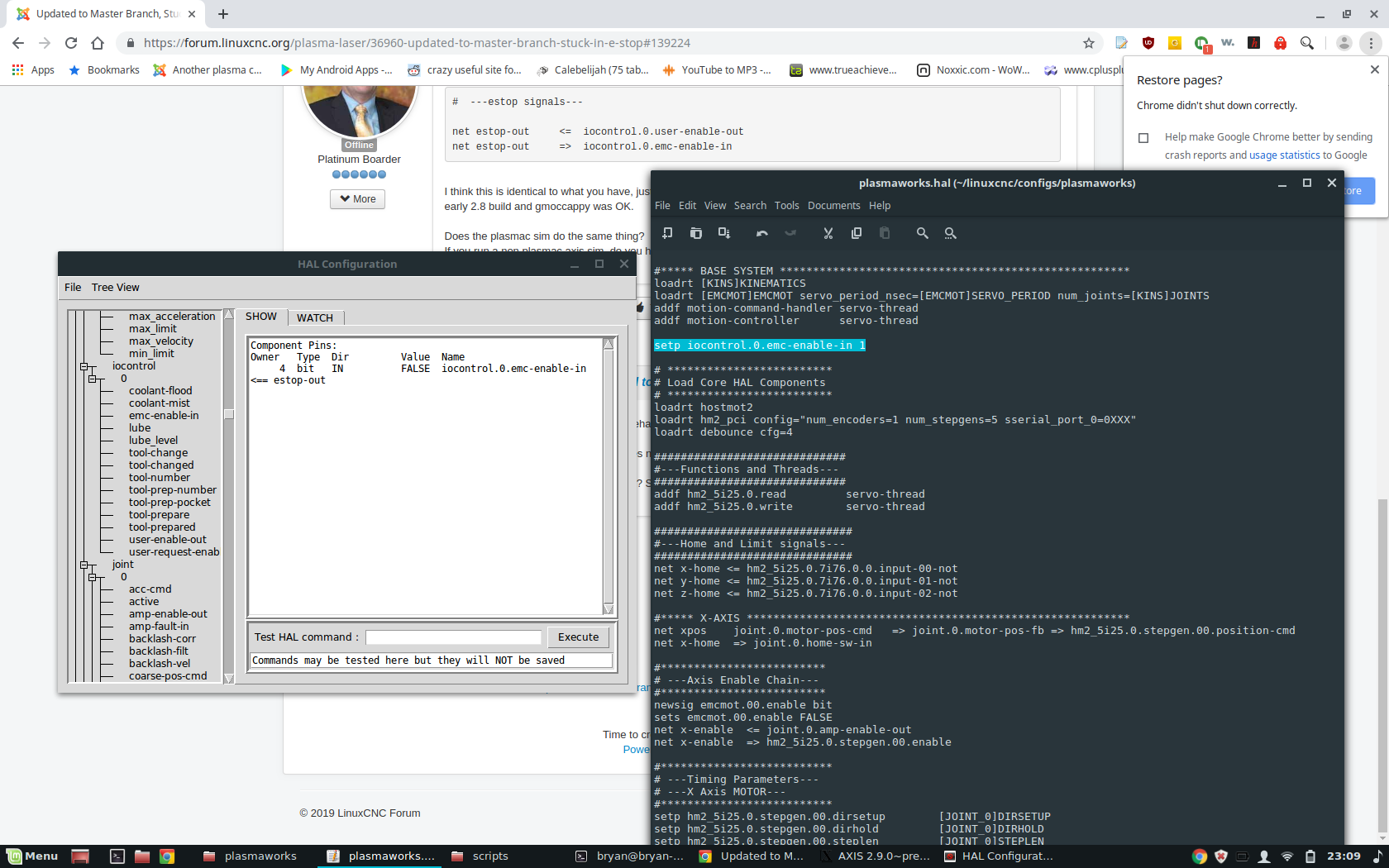
The plasmac axis sim works fine, as does non plasma axis sims.
Perhaps it's something with my axis files? Seems strange that gmoccapy works and axis doesn't.
Edit: Looking at the pin "iocontrol.0.emc-enable-in" it's reading FALSE. Shouldn't this be TRUE due to the setp I have in my HAL? Perhaps it's getting set to 0 somewhere else?
Attachments:
Last edit: 13 Jul 2019 03:11 by Uthayne.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 12047
- Thank you received: 4113
13 Jul 2019 03:26 #139227
by rodw
Replied by rodw on topic Updated to Master Branch, Stuck in E-Stop
newsig is an obsolete command Maybe thats it. See
linuxcnc.org/docs/devel/html/man/man1/halcmd.1.html
I would compare the hal file for a sim against your config.
linuxcnc.org/docs/devel/html/man/man1/halcmd.1.html
I would compare the hal file for a sim against your config.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 12047
- Thank you received: 4113
13 Jul 2019 03:43 #139230
by rodw
Replied by rodw on topic Updated to Master Branch, Stuck in E-Stop
Is this a gantry machine? If so, its set up as wrong for 2.8/2.9
and you seem to be mixing stuff up in these sections.
Why does joint 2 connect to stepgens 3 & 4?
I'd be tempted to run pncconf and get a working config and then cut and paste the stepgen stuff into your hal file as there were significant changes between 2.7 and 2.8/2.9 But if you opened ran your original 2.7 config, the config files should have been converted to the new format
and you seem to be mixing stuff up in these sections.
#*************************
# ---Axis Enable Chain---
#*************************
newsig emcmot.02.enable bit
sets emcmot.02.enable FALSE
net emcmot.02.enable <= joint.2.amp-enable-out
net emcmot.02.enable => hm2_5i25.0.stepgen.03.enable hm2_5i25.0.stepgen.04.enable
Why does joint 2 connect to stepgens 3 & 4?
I'd be tempted to run pncconf and get a working config and then cut and paste the stepgen stuff into your hal file as there were significant changes between 2.7 and 2.8/2.9 But if you opened ran your original 2.7 config, the config files should have been converted to the new format
Please Log in or Create an account to join the conversation.
- Uthayne
- Offline
- Premium Member
-
Less
More
- Posts: 147
- Thank you received: 49
13 Jul 2019 03:51 - 13 Jul 2019 03:52 #139231
by Uthayne
Replied by Uthayne on topic Updated to Master Branch, Stuck in E-Stop
This is a gantry machine, but I have not separated out the two Y motors into individual joints to take advantage of the update. I have only ever used 2.8, and it was working really well with this config. Motor Y2 was just slaved (with a negative scale value) to Y1.
Edit: Joint 2 is for my Z, not Y. My machine is really a XYYZZ
Edit: Joint 2 is for my Z, not Y. My machine is really a XYYZZ
Last edit: 13 Jul 2019 03:52 by Uthayne.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 12047
- Thank you received: 4113
13 Jul 2019 06:44 #139233
by rodw
Replied by rodw on topic Updated to Master Branch, Stuck in E-Stop
This example I did might help if you wanted to use the joint axis stuff.
forum.linuxcnc.org/47-hal-examples/34072...ranch-gantry-example
The spindle needs a slight change due to multispindle which came after I did this. Its easy enough to cut and paste the stepgen stuff.
forum.linuxcnc.org/47-hal-examples/34072...ranch-gantry-example
The spindle needs a slight change due to multispindle which came after I did this. Its easy enough to cut and paste the stepgen stuff.
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
13 Jul 2019 11:50 #139245
by phillc54
Replied by phillc54 on topic Updated to Master Branch, Stuck in E-Stop
Are you saying that if you change axis to gmoccapy in the ini file you posted then it works?
Do you get any error messages in the terminal when you try running axis?
Do you get any error messages in the terminal when you try running axis?
Please Log in or Create an account to join the conversation.
- Uthayne
- Offline
- Premium Member
-
Less
More
- Posts: 147
- Thank you received: 49
13 Jul 2019 13:15 - 13 Jul 2019 13:49 #139251
by Uthayne
Yes, if I comment out the Axis line and uncomment gmoccapy, it works as in I can move my machine around. Nothing plasma related is loading but I assume that's because I'm missing some python files in my dir possibly? I couldn't find a plasmac_gmoccapy.py like the plasma_axis.py.
No errors are shown when loading Axis.
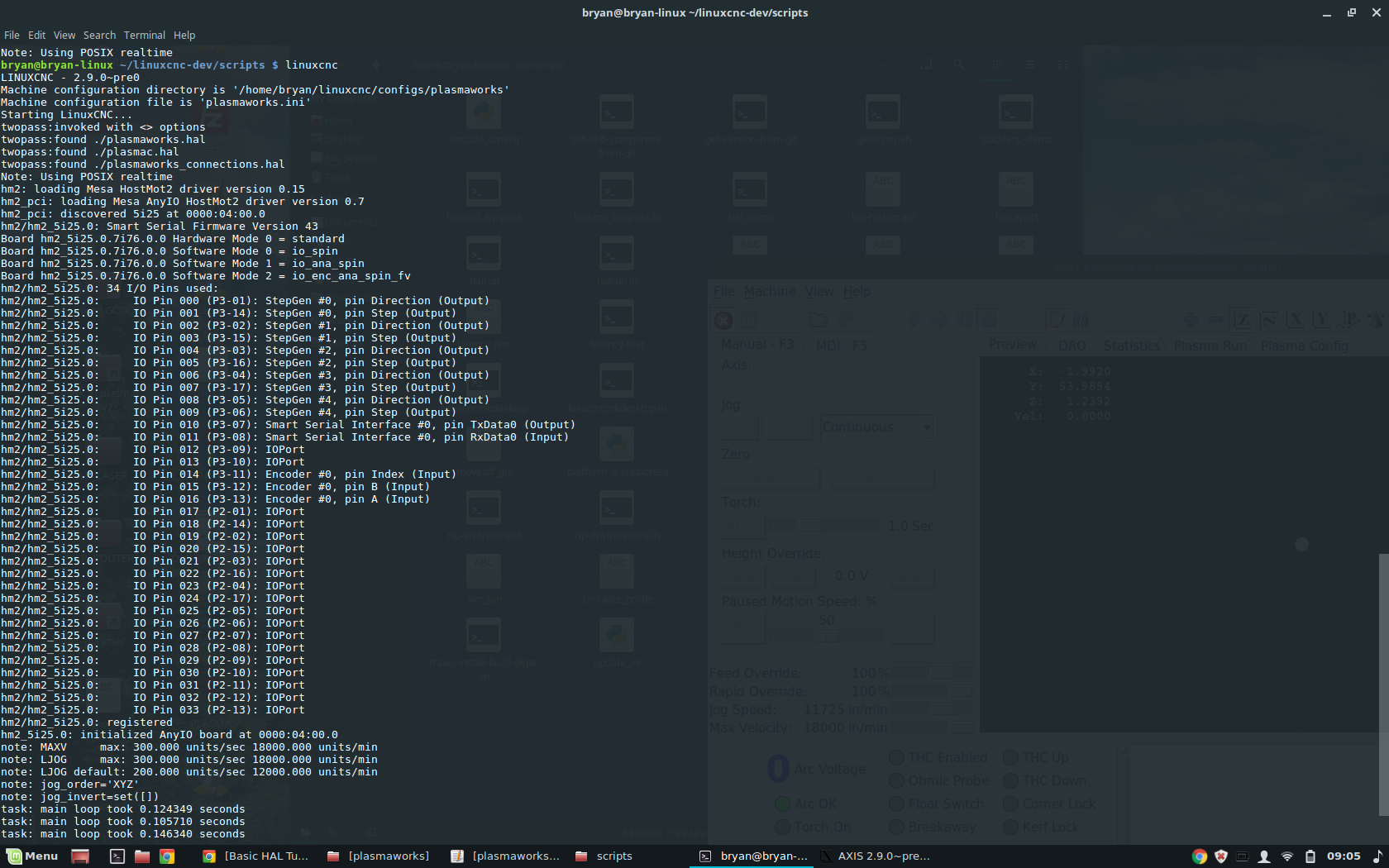
As a test I started a config I have for the same machine (same hal file, and mostly same ini), but when I use it as a router (no plasmac stuff). Still on 2.9.0, it comes out of e-stop just fine. It appears to be something specific to plasmac+Axis?
I'm going to try starting from scratch, converting the functioning sim over.
Edit: Starting with the Axis sim (/home/bryan/linuxcnc-dev/configs/by_machine/plasmac/axis), I converted everything to a working machine. Copied the exact same machine.hal file (called plasmaworks.hal) and remade the symbolic links to the /plasmac/ folder. Totally stumped why this worked when all of my hal and ini files are the same. Going to have to take a closer look at the differences in the other files.
Machine is out of e-stop and moving around and all of the plasmac related stuff (tabs and panels) seem to be functioning. Will attempt a cut later today.
Replied by Uthayne on topic Updated to Master Branch, Stuck in E-Stop
Are you saying that if you change axis to gmoccapy in the ini file you posted then it works?
Do you get any error messages in the terminal when you try running axis?
Yes, if I comment out the Axis line and uncomment gmoccapy, it works as in I can move my machine around. Nothing plasma related is loading but I assume that's because I'm missing some python files in my dir possibly? I couldn't find a plasmac_gmoccapy.py like the plasma_axis.py.
No errors are shown when loading Axis.
As a test I started a config I have for the same machine (same hal file, and mostly same ini), but when I use it as a router (no plasmac stuff). Still on 2.9.0, it comes out of e-stop just fine. It appears to be something specific to plasmac+Axis?
I'm going to try starting from scratch, converting the functioning sim over.
Edit: Starting with the Axis sim (/home/bryan/linuxcnc-dev/configs/by_machine/plasmac/axis), I converted everything to a working machine. Copied the exact same machine.hal file (called plasmaworks.hal) and remade the symbolic links to the /plasmac/ folder. Totally stumped why this worked when all of my hal and ini files are the same. Going to have to take a closer look at the differences in the other files.
Machine is out of e-stop and moving around and all of the plasmac related stuff (tabs and panels) seem to be functioning. Will attempt a cut later today.
Attachments:
Last edit: 13 Jul 2019 13:49 by Uthayne.
The following user(s) said Thank You: phillc54
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
13 Jul 2019 23:15 - 13 Jul 2019 23:19 #139275
by phillc54
Replied by phillc54 on topic Updated to Master Branch, Stuck in E-Stop
That is strange.
Did you manage to work out what caused this problem?
Edit:
I did notice that in your ini file you had:This is not required as we don't use remapping any more.
Having said that, it shouldn't cause any problems (I think)
Did you manage to work out what caused this problem?
Edit:
I did notice that in your ini file you had:
# this section only required if any of the options need to be specified
[PYTHON]
PATH_PREPEND = ./python/
TOPLEVEL = ./python/toplevel.pyHaving said that, it shouldn't cause any problems (I think)
Last edit: 13 Jul 2019 23:19 by phillc54.
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.181 seconds