- Hardware & Machines
- CNC Machines
- Plasma & Laser
- activate output pin 7i76e via m62 65 for use with Plasmac extra buttons
activate output pin 7i76e via m62 65 for use with Plasmac extra buttons
- CNCFred
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 217
- Thank you received: 43
18 Mar 2020 08:59 #160636
by CNCFred
activate output pin 7i76e via m62 65 for use with Plasmac extra buttons was created by CNCFred
my machine in PLASMAC is called plasmathc
if I create a laser.hal file add it to plasmathc.ini
can I enable a output pin using m62 m65 code with a button from the ten user buttons in the Plasmac Extras panel?
the laser.hal file would be:
net laser motion.digital-out-00 =>hm2_7i76e.0.7i76.0.0.output-06
further I have crane control panel connected. estop works but it has two buttons up and down they are hooked up to hm2_7i76e.0.7i76.0.0.input-06 and hm2_7i76e.0.7i76.0.0.output-05
I would like to use them as pause and resume , or to increase cutting velocity or decrease during operation. I am using version 2.9!
could you kindly lead me in a direction ....
thank you...
if I create a laser.hal file add it to plasmathc.ini
can I enable a output pin using m62 m65 code with a button from the ten user buttons in the Plasmac Extras panel?
the laser.hal file would be:
net laser motion.digital-out-00 =>hm2_7i76e.0.7i76.0.0.output-06
further I have crane control panel connected. estop works but it has two buttons up and down they are hooked up to hm2_7i76e.0.7i76.0.0.input-06 and hm2_7i76e.0.7i76.0.0.output-05
I would like to use them as pause and resume , or to increase cutting velocity or decrease during operation. I am using version 2.9!
could you kindly lead me in a direction ....
thank you...
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-

Less
More
- Posts: 5711
- Thank you received: 2100
18 Mar 2020 10:45 #160638
by phillc54
Replied by phillc54 on topic activate output pin 7i76e via m62 65 for use with Plasmac extra buttons
I think that would work. You would only use M64 and M65 as there is no motion while using the laser.
Another option would to use M7 (mist coolant on) and M9 (all coolant off) and connect like:
For pause and resume you could connect to :
halui.program.pause and halui.program.resume
linuxcnc.org/docs/html/man/man1/halui.1.html
Another option would to use M7 (mist coolant on) and M9 (all coolant off) and connect like:
net laser iocontrol.0.coolant−mist => hm2_7i76e.0.7i76.0.0.output-06For pause and resume you could connect to :
halui.program.pause and halui.program.resume
linuxcnc.org/docs/html/man/man1/halui.1.html
The following user(s) said Thank You: CNCFred
Please Log in or Create an account to join the conversation.
- CNCFred
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 217
- Thank you received: 43
18 Mar 2020 12:53 #160644
by CNCFred
Replied by CNCFred on topic activate output pin 7i76e via m62 65 for use with Plasmac extra buttons
thank you again...
I found that coolant-mist is already hooked up? in my plasmathc it seems.
plasmathc.hal:net coolant-mist <= iocontrol.0.coolant-mist
did I understand this means a hal pin is hooked up to a signal name? but no physical pin ...
linuxcnc is hard tobacco for me.
I found that coolant-mist is already hooked up? in my plasmathc it seems.
plasmathc.hal:net coolant-mist <= iocontrol.0.coolant-mist
did I understand this means a hal pin is hooked up to a signal name? but no physical pin ...
linuxcnc is hard tobacco for me.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-
Less
More
- Posts: 4757
- Thank you received: 1459
18 Mar 2020 15:48 #160647
by Todd Zuercher
Replied by Todd Zuercher on topic activate output pin 7i76e via m62 65 for use with Plasmac extra buttons
Yes that line,is creating the signal "coolant mist" and connecting it to the hal pin "iocontrol.0.coolant-mist"
To connect them to your output add another line some where in a hal file.or simply append " => hm2_7i76e.0.7i76.0.0.output-06" to the end of the previous line of hal code.
net coolant-mist <= iocontrol.0.coolant-mistTo connect them to your output add another line some where in a hal file.
net coolant-mist => hm2_7i76e.0.7i76.0.0.output-06
The following user(s) said Thank You: CNCFred
Please Log in or Create an account to join the conversation.
- CNCFred
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 217
- Thank you received: 43
18 Mar 2020 18:19 #160668
by CNCFred
Replied by CNCFred on topic activate output pin 7i76e via m62 65 for use with Plasmac extra buttons
slowly I get a very small part of it..
thank you!!
thank you!!
Please Log in or Create an account to join the conversation.
- CNCFred
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 217
- Thank you received: 43
18 Mar 2020 20:02 #160673
by CNCFred
Replied by CNCFred on topic activate output pin 7i76e via m62 65 for use with Plasmac extra buttons
worked,
laser buttons etc.
laser buttons etc.
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
18 Mar 2020 22:15 #160682
by phillc54
Replied by phillc54 on topic activate output pin 7i76e via m62 65 for use with Plasmac extra buttons
Glad you got it going.
The following user(s) said Thank You: CNCFred
Please Log in or Create an account to join the conversation.
- thefabricator03
-

- Visitor
-

19 Mar 2020 03:36 - 19 Mar 2020 03:36 #160704
by thefabricator03
Replied by thefabricator03 on topic activate output pin 7i76e via m62 65 for use with Plasmac extra buttons
That is pretty cool that we can do such things with the software. I really enjoy seeing things like this being implemented and the real world benefits that it has. Sometimes simple changes can make a big difference to how well something works day to day.
Last edit: 19 Mar 2020 03:36 by thefabricator03.
Please Log in or Create an account to join the conversation.
- CNCFred
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 217
- Thank you received: 43
19 Mar 2020 07:02 #160714
by CNCFred
Replied by CNCFred on topic activate output pin 7i76e via m62 65 for use with Plasmac extra buttons
at the end the change is simple, on the beginning it is difficult & to get there is a lot of reading and (not) understanding ...and is still far away from using AND OR ")
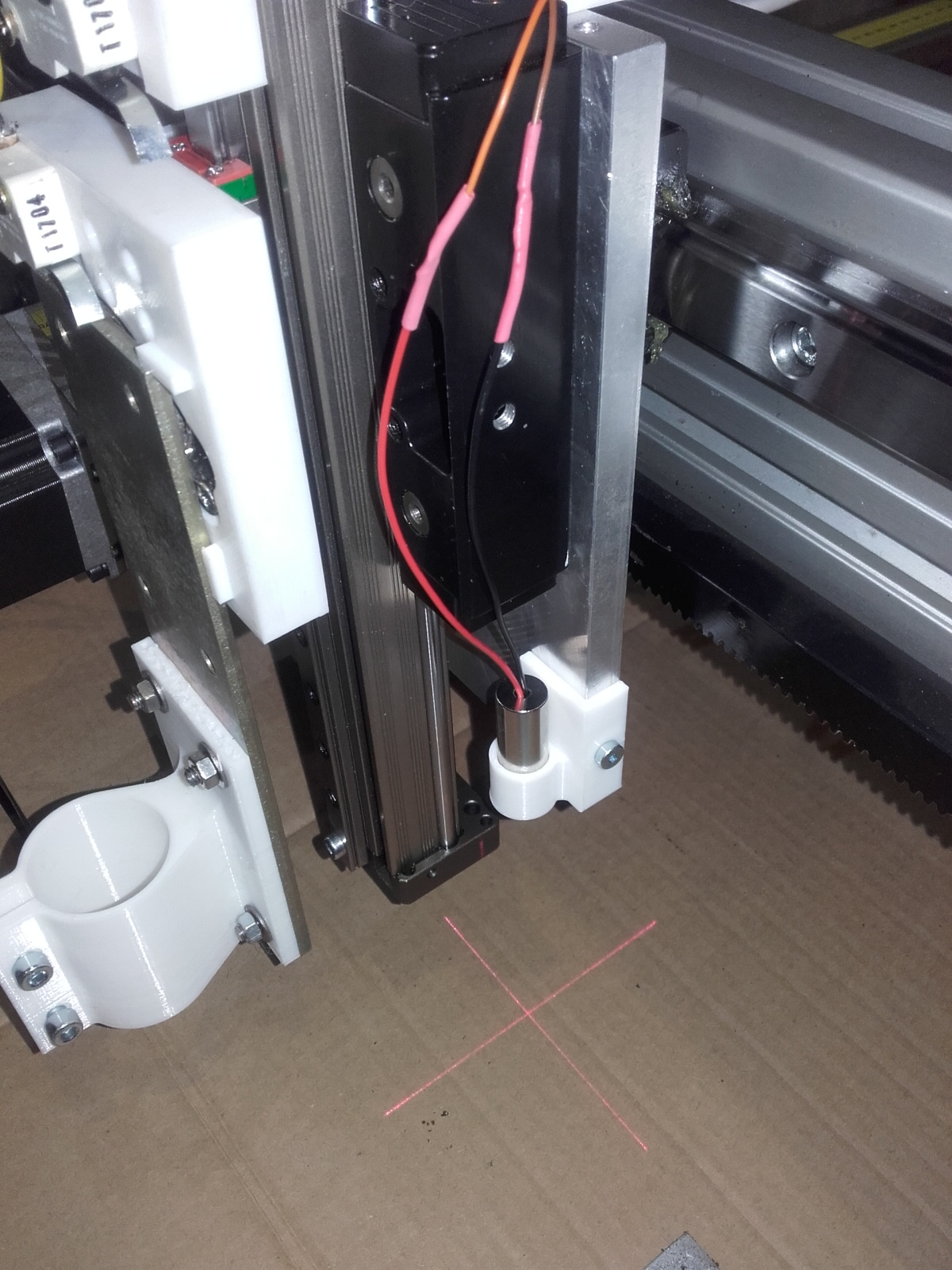
The code to move the torch where the laser cross midpoint is
G10 L20 P1 X0 Y0 Z0\G0 X##### Y#####\G10 L20 P1 X0 Y0
#### are the values manually measured
G10 L20 P1 X0 Y0 Z0 deletes the coordinates (not quite sure g54?)
The code to move the torch where the laser cross midpoint is
G10 L20 P1 X0 Y0 Z0\G0 X##### Y#####\G10 L20 P1 X0 Y0
#### are the values manually measured
G10 L20 P1 X0 Y0 Z0 deletes the coordinates (not quite sure g54?)
The following user(s) said Thank You: thefabricator03
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
19 Mar 2020 07:06 #160715
by phillc54
Replied by phillc54 on topic activate output pin 7i76e via m62 65 for use with Plasmac extra buttons
If you use P0 rather than P1 it will use the Work Coordinate System that is current.
So if you are currently in G54 it will use G54.
So if you are currently in G54 it will use G54.
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
- Hardware & Machines
- CNC Machines
- Plasma & Laser
- activate output pin 7i76e via m62 65 for use with Plasmac extra buttons
Time to create page: 0.323 seconds