Plasmac Post Processors
- phillc54
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 5711
- Thank you received: 2100
02 Mar 2024 23:00 #294956
by phillc54
Replied by phillc54 on topic Plasmac Post Processors
What post are you referring to and what exactly are you currently doing?
Maybe attach your g-code file here as well.
Maybe attach your g-code file here as well.
Please Log in or Create an account to join the conversation.
- SteveatSteelCut
- Offline
- New Member
-

Less
More
- Posts: 17
- Thank you received: 4
16 Sep 2024 05:36 #310231
by SteveatSteelCut
Replied by SteveatSteelCut on topic Plasmac Post Processors
Hi,
Curious to know if the script for the post processor in qtplasmac worked for anyone?
Currently I am using a different post processor and it runs through a filter on qtplasmac which works ok. But some files it has issues with and I can't use the option to start at a certain line.
So I thought I would try and run this cff to see if it was a better option, using 2015 hypertherm nestmaster.
I used the cff for pronest on this thread. Screenshot and gcode attached.
Curious to know if the script for the post processor in qtplasmac worked for anyone?
Currently I am using a different post processor and it runs through a filter on qtplasmac which works ok. But some files it has issues with and I can't use the option to start at a certain line.
So I thought I would try and run this cff to see if it was a better option, using 2015 hypertherm nestmaster.
I used the cff for pronest on this thread. Screenshot and gcode attached.
Please Log in or Create an account to join the conversation.
- phillc54
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
17 Sep 2024 01:36 #310286
by phillc54
Replied by phillc54 on topic Plasmac Post Processors
The error is from line #4 in the original gcode:
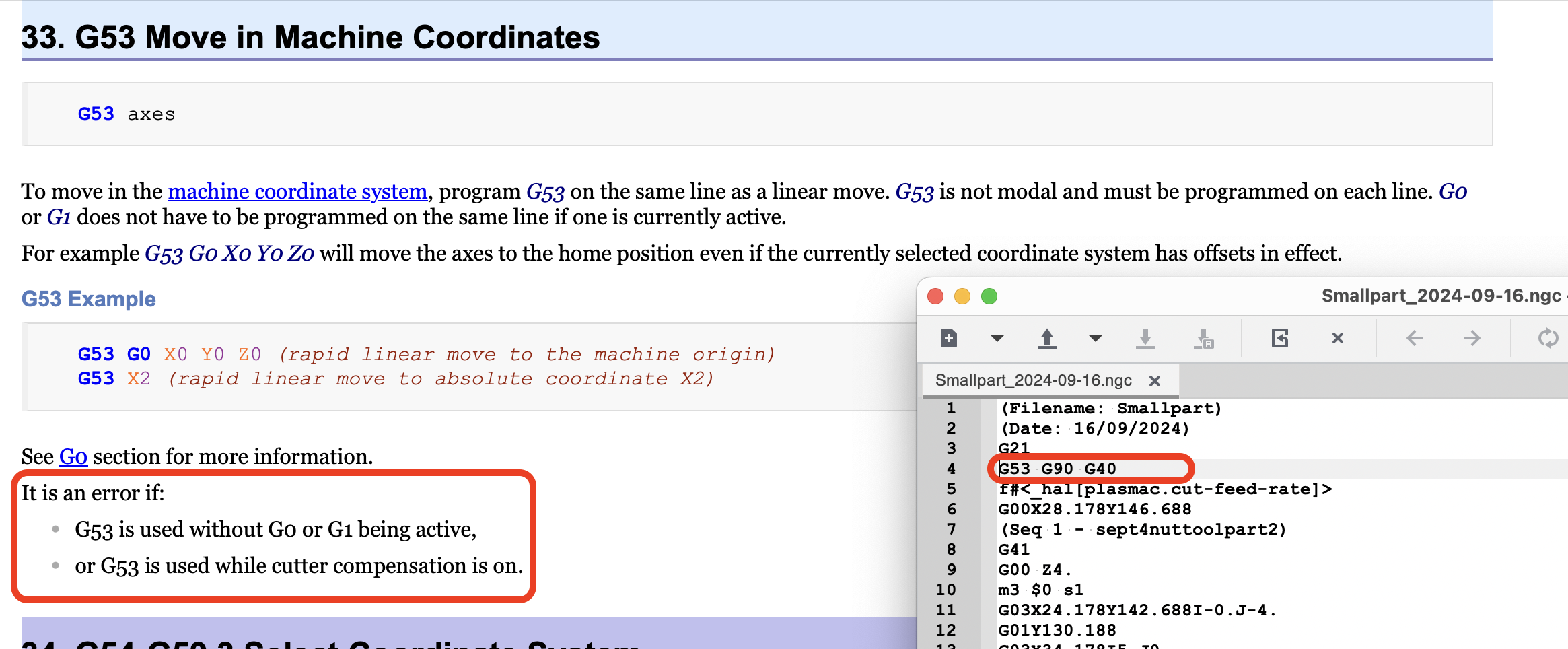
linuxcnc.org/docs/devel/html/gcode/g-code.html#gcode:g53
Warning: Spoiler!
linuxcnc.org/docs/devel/html/gcode/g-code.html#gcode:g53
Attachments:
The following user(s) said Thank You: rodw
Please Log in or Create an account to join the conversation.
- SteveatSteelCut
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 4
18 Sep 2024 04:24 #310353
by SteveatSteelCut
Replied by SteveatSteelCut on topic Plasmac Post Processors
Thanks, got rid of that error but now there is another one.
Operator error:
G-code error
Radius to end of arc differs from radius to start:
rel_err=97.5794%
I have attached the error.
I have found a lot about this on linuxcnc forums and the solution given is to change the tolerance in linuxcnc:2.4. [RS274NGC] Section n
It says to add it in the ini file. I can't find where this is meant to go. I tried adding it but it didn't work. I couldn't find this center arc radius tolerance in any of my config files. I tried increasing the accuracy on the cam side but it didn't change anything.
Operator error:
G-code error
Radius to end of arc differs from radius to start:
rel_err=97.5794%
I have attached the error.
I have found a lot about this on linuxcnc forums and the solution given is to change the tolerance in linuxcnc:2.4. [RS274NGC] Section
CENTER_ARC_RADIUS_TOLERANCE_MM =It says to add it in the ini file. I can't find where this is meant to go. I tried adding it but it didn't work. I couldn't find this center arc radius tolerance in any of my config files. I tried increasing the accuracy on the cam side but it didn't change anything.
Please Log in or Create an account to join the conversation.
- phillc54
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
18 Sep 2024 05:24 #310354
by phillc54
Replied by phillc54 on topic Plasmac Post Processors
A 97% error seems quite large.
Does the PP output the I & J values as absolute or incremental distances? The LinuxCNC default is incremental.
linuxcnc.org/docs/devel/html/gcode/g-cod...ml#gcode:g90.1-g91.1
Does the PP output the I & J values as absolute or incremental distances? The LinuxCNC default is incremental.
linuxcnc.org/docs/devel/html/gcode/g-cod...ml#gcode:g90.1-g91.1
Please Log in or Create an account to join the conversation.
- SteveatSteelCut
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 4
20 Sep 2024 22:18 #310523
by SteveatSteelCut
Replied by SteveatSteelCut on topic Plasmac Post Processors
I tried lots of different things and in the end I have changed to sheet cam.
I use the nestmaster to create a nest and then use sheet cam to create the gcode for qt plasmac... seems to be a good solution.
I use the nestmaster to create a nest and then use sheet cam to create the gcode for qt plasmac... seems to be a good solution.
The following user(s) said Thank You: rodw
Please Log in or Create an account to join the conversation.
- Bjornstabo
- Offline
- New Member
-
Less
More
- Posts: 3
- Thank you received: 1
04 Mar 2025 22:04 #323188
by Bjornstabo
Replied by Bjornstabo on topic Plasmac Post Processors
I am having the same problem with "Radius to end of arc differs from radius to start" with a +90% error rate, using the fusion 360 post. I am able to post out some parts that will run and some that dont. All of theese have previosly been run with no issues on a Mach3 plasma with the same cut settings. Files 1001 and 1005 runs fine. But not 1002 and 1006? Any idea on how to fix this?
Please Log in or Create an account to join the conversation.
- Bjornstabo
- Offline
- New Member
-
Less
More
- Posts: 3
- Thank you received: 1
11 Mar 2025 17:24 #323693
by Bjornstabo
Replied by Bjornstabo on topic Plasmac Post Processors
SOLVED: Doug solved my problem, now it works great!
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Mcelroy434
- Offline
- New Member
-
Less
More
- Posts: 1
- Thank you received: 0
11 Jun 2025 03:30 #330120
by Mcelroy434
Replied by Mcelroy434 on topic Plasmac Post Processors
Hi taloot, I am very new to CNC and am trying to setup my home made machine with QTPlasmaC. This post processor is a .doc file, Fusion is prompting me for a .cps post configuration file. Am I missing another step or something really obvious for how to load this post into my Fusion library? Appreciate any advice!
Please Log in or Create an account to join the conversation.
- mal136
- Offline
- Junior Member
-

Less
More
- Posts: 23
- Thank you received: 2
11 Sep 2025 15:27 #334833
by mal136
Replied by mal136 on topic Plasmac Post Processors
Hello All, I'm using this post processor (PlasmaCv2.1) in Fusion 360. My issue is that my first round hole in the gcode cuts no problem, machine come downs and probes, makes a perfect cut and then the Z axis rises 1-2inches and continues along the path in the gcode but doesn't come back down to start the plasma arc, it just runs the whole program without coming back down to initiate arc and cut the material. I don't get an "arc okay" error which is odd .I went back into Fusion360 and set my retract height and clearance height to 0 to see if that would help and maybe the THC via THCAD through a MESA 7i76 board would work but it just gave me an error. "Safe Traverse Height has been reduced to 0.23in"
Images attached of my cut parameters ,material properties , gcode from Fusion 360 and some misc info.
The machine cuts simple parts using the conversational in QTplasmaC no problem, and my THC works so I've isolated it to the Fusion 360 Gcode and unsure how to fix my issue. Possible bug maybe?
I feel like I'm doing something really dumb and overlooking something really simple, in an effort to not waste another couple days going in circles, could anyone point me in the right direction, i greatly appreciate it!
Images attached of my cut parameters ,material properties , gcode from Fusion 360 and some misc info.
The machine cuts simple parts using the conversational in QTplasmaC no problem, and my THC works so I've isolated it to the Fusion 360 Gcode and unsure how to fix my issue. Possible bug maybe?
I feel like I'm doing something really dumb and overlooking something really simple, in an effort to not waste another couple days going in circles, could anyone point me in the right direction, i greatly appreciate it!
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.170 seconds