Help with small holes QTplasmaC
- Clive S
- Offline
- Platinum Member
-

Less
More
- Posts: 2204
- Thank you received: 486
04 May 2021 09:20 - 04 May 2021 09:20 #207805
by Clive S
Help with small holes QTplasmaC was created by Clive S
Ok I am a bit confused .
In SheetCam there are two pp's . one Revision: F - May 15 2020 and one LinuxCNC PlasmaC
Which would be the correct one as I have seen that the first one is no longer in the list forum.linuxcnc.org/plasmac/38438-plasmac-post-processors#158267
From the manual linuxcnc.org/docs/devel/html/plasma/qtpl...c.html#_hole_cutting it shows
I have set up a test hole and slot from SheetCam with this result :-
Should the PP alter the code to make the feed-rate lower ie. M67 E3 Q60 (reduce feed rate to 60%)
or is that done manually ?
What is the correct way ?
In SheetCam there are two pp's . one Revision: F - May 15 2020 and one LinuxCNC PlasmaC
Which would be the correct one as I have seen that the first one is no longer in the list forum.linuxcnc.org/plasmac/38438-plasmac-post-processors#158267
From the manual linuxcnc.org/docs/devel/html/plasma/qtpl...c.html#_hole_cutting it shows
G21 (metric)
G64 P0.005
M52 P1 (allow paused motion)
F#<_hal[plasmac.cut-feed-rate]> (feed rate from cut parameters)
G0 X10 Y10
M3 $0 S1 (start cut)
G1 X0
M67 E3 Q60 (reduce feed rate to 60%)
G3 I10 (the hole)
M67 E3 Q0 (restore feed rate to 100%)
M5 $0 (end cut)
G0 X0 Y0
M2 (end job)I have set up a test hole and slot from SheetCam with this result :-
; file name: test slot.tap
; date and time: Tue May 04 2021 09:13:42
; postprocessor: PlasmaC_F.scpost rev: F
;
;begin pre-amble
G21 (units: metric)
G40 (cutter compensation: off)
G90 (distance mode: absolute)
M52 P1 (adaptive feed: on)
M65 P2 (enable THC)
M65 P3 (enable torch)
M68 E3 Q0 (velocity 100%)
G64 P0.254 Q0.025 (tracking tolerances: 0.254mm)
F#<_hal[plasmac.cut-feed-rate]>
;end pre-amble
;
;begin material setup
M190 P1 (t1: plasma, 1.8 mm kerf material)
M66 P3 L3 Q2 (wait for valid change)
F#<_hal[plasmac.cut-feed-rate]>
;end material setup
;
;begin test slot #1, cutting, 20.48mm
G0 X7.808 Y51.566
M3 $0 S1 (cut start)
G2 X7.808 Y52.472 I0.453 J0.453
G2 X7.808 Y52.472 I2.192 J-2.192
M5 $0(cut stop)
;end test slot, cutting #1
;
;begin test slot #2, cutting, 66.40mm
G0 X6.000 Y35.243
M3 $0 S1 (cut start)
G1 X6.000 Y14.628
G3 X14.000 Y14.628 I4.000 J0.000
G1 X14.000 Y35.243
G3 X6.000 Y35.200 I-4.000 J0.000
M5 $0(cut stop)
;end test slot, cutting #2Should the PP alter the code to make the feed-rate lower ie. M67 E3 Q60 (reduce feed rate to 60%)
or is that done manually ?
What is the correct way ?
Last edit: 04 May 2021 09:20 by Clive S.
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
04 May 2021 09:34 #207808
by phillc54
Replied by phillc54 on topic Help with small holes QTplasmaC
You need to apply the Path Rule for holes when you are creating the Operation.
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
04 May 2021 10:53 #207816
by Clive S
Thanks, Is that in SheetCam ?
Replied by Clive S on topic Help with small holes QTplasmaC
You need to apply the Path Rule for holes when you are creating the Operation.
Thanks, Is that in SheetCam ?
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
04 May 2021 10:56 #207817
by phillc54
Replied by phillc54 on topic Help with small holes QTplasmaC
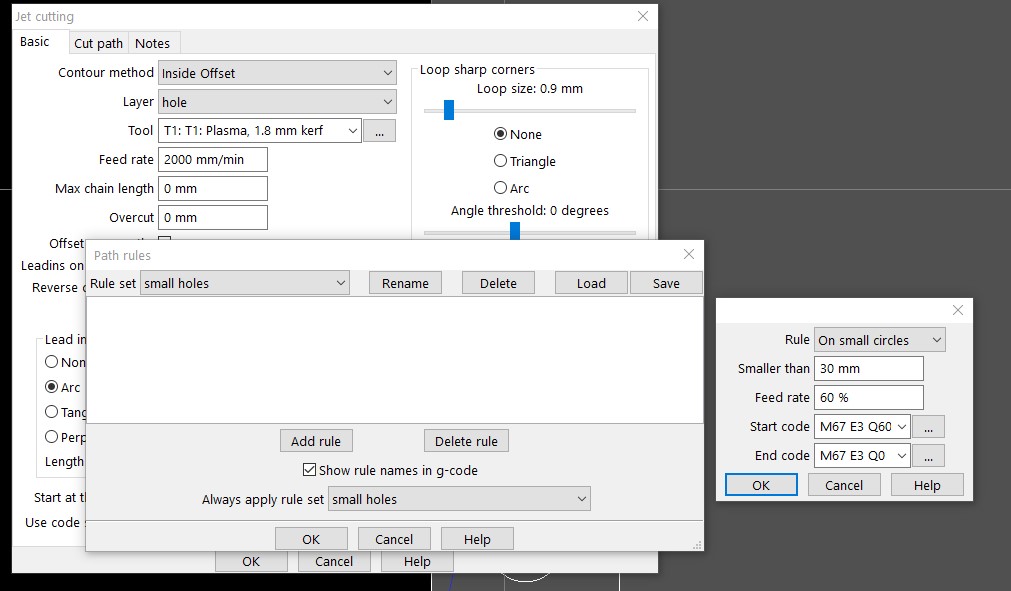
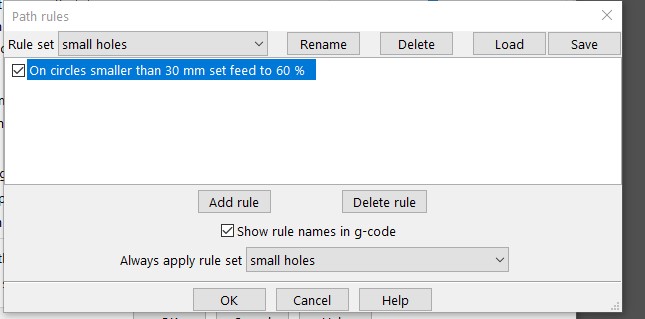
Yes. There were some rules supplied with the PP.
Warning: Spoiler!
Attachments:
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
04 May 2021 17:01 - 04 May 2021 21:34 #207850
by Clive S
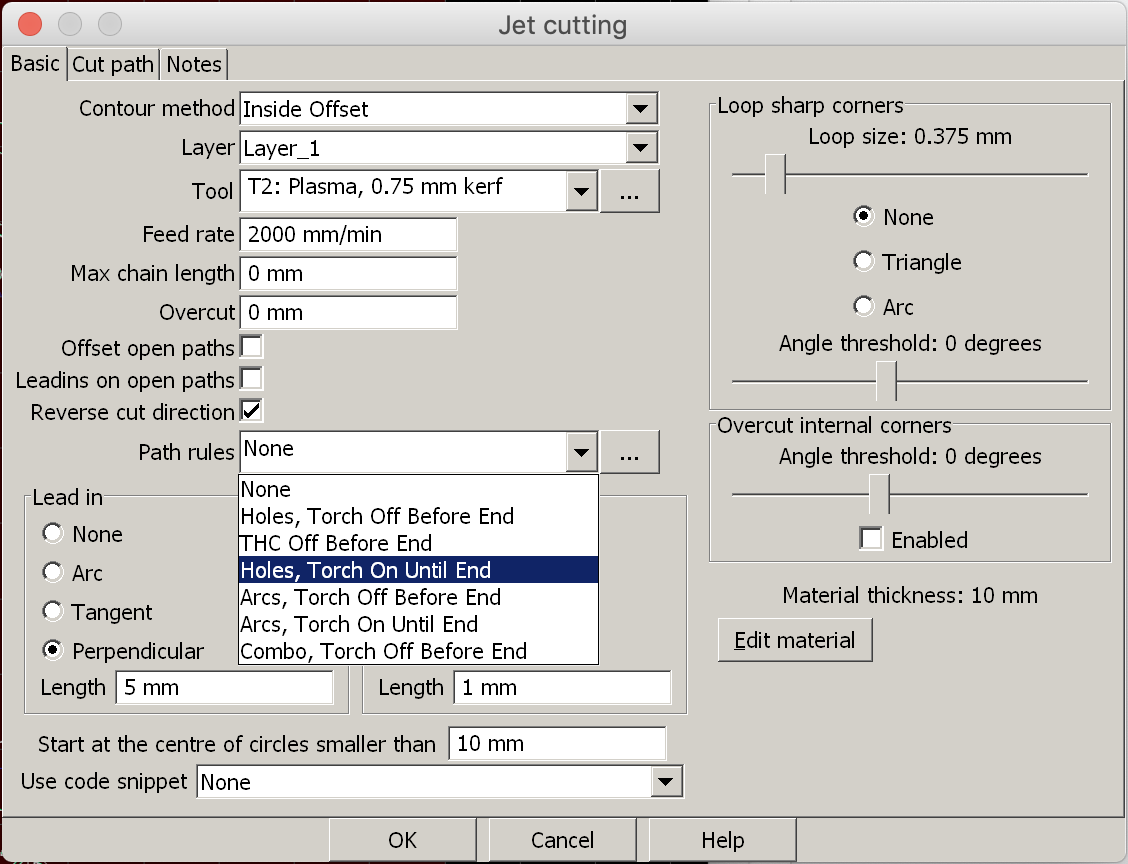
I am still stumped (or thick) on that screen in SheetCam I don't have any rules in the dropdown box it says none.
I don't remember any rules being supplied I have only seen the post PlasmaC.spost I have tried this
Am I putting the correct code M67 E3 Q60 in the correct place. . I still don't see any change in the feed rate.
Not sure where I am going wrong
Edit: Its late here but I think I have solved it. The gcode seem to look good if I use the SheetCam pp and not the PlasmC one
Replied by Clive S on topic Help with small holes QTplasmaC
Yes. There were some rules supplied with the PP.
Warning: Spoiler!
I am still stumped (or thick) on that screen in SheetCam I don't have any rules in the dropdown box it says none.
I don't remember any rules being supplied I have only seen the post PlasmaC.spost I have tried this
Am I putting the correct code M67 E3 Q60 in the correct place. . I still don't see any change in the feed rate.
Not sure where I am going wrong
Edit: Its late here but I think I have solved it. The gcode seem to look good if I use the SheetCam pp and not the PlasmC one
Attachments:
Last edit: 04 May 2021 21:34 by Clive S.
The following user(s) said Thank You: phillc54
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 12049
- Thank you received: 4114
04 May 2021 23:49 #207909
by rodw
Replied by rodw on topic Help with small holes QTplasmaC
I don't think its possible to share cutting rules in a post processor. You need to create them yourself. They may be saved with the toolset though.
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
04 May 2021 23:53 #207913
by phillc54
Replied by phillc54 on topic Help with small holes QTplasmaC
They were in a separate file...
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
05 May 2021 06:14 #207932
by Clive S
Replied by Clive S on topic Help with small holes QTplasmaC
Ok if I have it correct above by putting M67 E3 Q60 in start code and M67 E3 Q0 in end code (SheetCam)
Then is the THC locked as from the manual (If Velocity Reduction is invoked in the middle of the cut, the THC will be locked.)
If not how is that achieved ?
Also does all of the above apply to PlasmaC as well or was that done differently ?
Then is the THC locked as from the manual (If Velocity Reduction is invoked in the middle of the cut, the THC will be locked.)
If not how is that achieved ?
Also does all of the above apply to PlasmaC as well or was that done differently ?
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
05 May 2021 06:22 - 05 May 2021 06:22 #207933
by phillc54
Replied by phillc54 on topic Help with small holes QTplasmaC
Yes, so long as the velocity is below the threshold set by VAD Threshold in the parameters tab.Ok if I have it correct above by putting M67 E3 Q60 in start code and M67 E3 Q0 in end code (SheetCam)
Then is the THC locked as from the manual (If Velocity Reduction is invoked in the middle of the cut, the THC will be locked.)
Yes, they are identical.Also does all of the above apply to PlasmaC as well or was that done differently ?
Last edit: 05 May 2021 06:22 by phillc54.
The following user(s) said Thank You: Clive S
Please Log in or Create an account to join the conversation.
- bevins
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1947
- Thank you received: 338
05 May 2021 10:25 #207944
by bevins
Replied by bevins on topic Help with small holes QTplasmaC
I have seen similar behaviour also. I have rules in and when selected to slow the feedrate with radius smaller than x, it doesnt do it.
I cannot get the rules to work. It is not in the gcode either so the post is not using it.
I cannot get the rules to work. It is not in the gcode either so the post is not using it.
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.225 seconds