Compatibility with Lantek and other high-end software
- santy
- Offline
- Premium Member
-

Less
More
- Posts: 117
- Thank you received: 10
30 Aug 2023 16:35 - 30 Aug 2023 16:36 #279392
by santy
Replied by santy on topic Compatibility with Lantek and other high-end software
My current question is, how can i ensure that when filtering the gcode generated by Lantek, the Kerf width compensation is automatically made like it occurs in QTplasmac Conversational. In image 1, we have the code generated by Conversational for cutting an identical geometry as shown in image 2, wich represents the code generated by Lantek. Te objective is for this filter to adjust the Kerf width compensation, just as it happens in Conversational. Im using the custom_filter.py.
Last edit: 30 Aug 2023 16:36 by santy.
Please Log in or Create an account to join the conversation.
- santy
- Offline
- Premium Member
-
Less
More
- Posts: 117
- Thank you received: 10
30 Aug 2023 22:57 #279423
by santy
Replied by santy on topic Compatibility with Lantek and other high-end software
I managed to make a py script that converts the code. I print the M190 PXXX with the material number i want, and it runs as a separate program.
of course, the program just adds the right offsets for the kerfs, and replaces the "G" moves and adds the kerf based on hal parameter. All good.
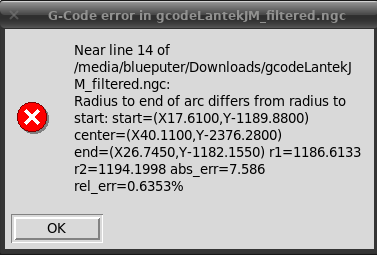
The problem is the G03 moves. Lantek exports this arcs with some error in the arcs and i get: radius to end of arc differs from radius to start linuxcnc
What could be the problem?
Here is a sample of ALMOST zero problems: (The error i get is always the same)
Is there any way to merge the arcs or add a line before/after that will enable me to remove this difference?
I tried to mess with some INI parameters such as:
ARC_BLEND_ENABLE = 1
ARC_BLEND_FALLBACK_ENABLE = 0
ARC_BLEND_OPTIMIZATION_DEPTH = 50
ARC_BLEND_GAP_CYCLES = 4
ARC_BLEND_RAMP_FREQ = 100
is this the right approach? I had zero success (always the same errors)
Isn't there a way to allow more %relative error and just merge the lines?
of course, the program just adds the right offsets for the kerfs, and replaces the "G" moves and adds the kerf based on hal parameter. All good.
The problem is the G03 moves. Lantek exports this arcs with some error in the arcs and i get: radius to end of arc differs from radius to start linuxcnc
What could be the problem?
Here is a sample of ALMOST zero problems: (The error i get is always the same)
M66 P3 L3 Q1
M190 P1
G21 G64P0.25 G40 G49 G80 G90 G92.1 G94 G97 (preamble)
f#<_hal[plasmac.cut-feed-rate]>
G00 X22.5 Y-1186.4
m3 $0 s1
G41.1 D#<_hal[plasmac.kerf-width]>
G01 X17.61 Y-1189.88
G03 X26.745 Y-1182.155 I1186.6133363484503 J-1186.6133363484503
G03 X19.02 Y-1191.29 I1186.6133363484503 J-1186.6133363484503
G01 X22.5 Y-1186.4
G40
m5 $0
G00 X22.5 Y-998.9
m3 $0 s1
G41.1 D#<_hal[plasmac.kerf-width]>
G01 X17.61 Y-1002.38
G03 X26.745 Y-994.655 I999.1533716101848 J-999.1533716101848
G03 X19.02 Y-1003.79 I999.1533716101848 J-999.1533716101848
G01 X22.5 Y-998.9
G40
m5 $0
G00 X215.535 Y-945.15
m3 $0 s1
G41.1 D#<_hal[plasmac.kerf-width]>
G01 X210.645 Y-948.63
G03 X219.775 Y-940.905 I969.4141832699787 J-969.4141832699787
G03 X212.05 Y-950.04 I969.4141832699787 J-969.4141832699787
G01 X215.535 Y-945.15
G40
m5 $0
G00 X215.535 Y-1107.65
m3 $0 s1
G41.1 D#<_hal[plasmac.kerf-width]>
G01 X210.645 Y-1111.13
G03 X219.775 Y-1103.405 I1128.4253890820607 J-1128.4253890820607
G03 X212.05 Y-1112.54 I1128.4253890820607 J-1128.4253890820607
G01 X215.535 Y-1107.65
G40
m5 $0Is there any way to merge the arcs or add a line before/after that will enable me to remove this difference?
I tried to mess with some INI parameters such as:
ARC_BLEND_ENABLE = 1
ARC_BLEND_FALLBACK_ENABLE = 0
ARC_BLEND_OPTIMIZATION_DEPTH = 50
ARC_BLEND_GAP_CYCLES = 4
ARC_BLEND_RAMP_FREQ = 100
is this the right approach? I had zero success (always the same errors)
Isn't there a way to allow more %relative error and just merge the lines?
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-

Less
More
- Posts: 5711
- Thank you received: 2100
30 Aug 2023 23:43 #279424
by phillc54
Replied by phillc54 on topic Compatibility with Lantek and other high-end software
The ARC_BLEND parameters that you are changing have nothin to do with G2/G3 arcs, they ar for look ahead trajectory planning.
There is a CENTER_ARC_RADIUS_TOLERANCE_MM here:
linuxcnc.org/docs/devel/html/config/ini-...sub:ini:sec:rs274ngc
I tried adjust this earlier with some gcode that you posted but it did not resolve the error.
forum.linuxcnc.org/plasmac/49697-compati...-end-software#276995
There is a CENTER_ARC_RADIUS_TOLERANCE_MM here:
linuxcnc.org/docs/devel/html/config/ini-...sub:ini:sec:rs274ngc
I tried adjust this earlier with some gcode that you posted but it did not resolve the error.
forum.linuxcnc.org/plasmac/49697-compati...-end-software#276995
Please Log in or Create an account to join the conversation.
- santy
- Offline
- Premium Member
-
Less
More
- Posts: 117
- Thank you received: 10
31 Aug 2023 00:23 #279427
by santy
Replied by santy on topic Compatibility with Lantek and other high-end software
just tried it. changed to 10 no luck
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
31 Aug 2023 01:32 - 31 Aug 2023 01:34 #279429
by phillc54
Replied by phillc54 on topic Compatibility with Lantek and other high-end software
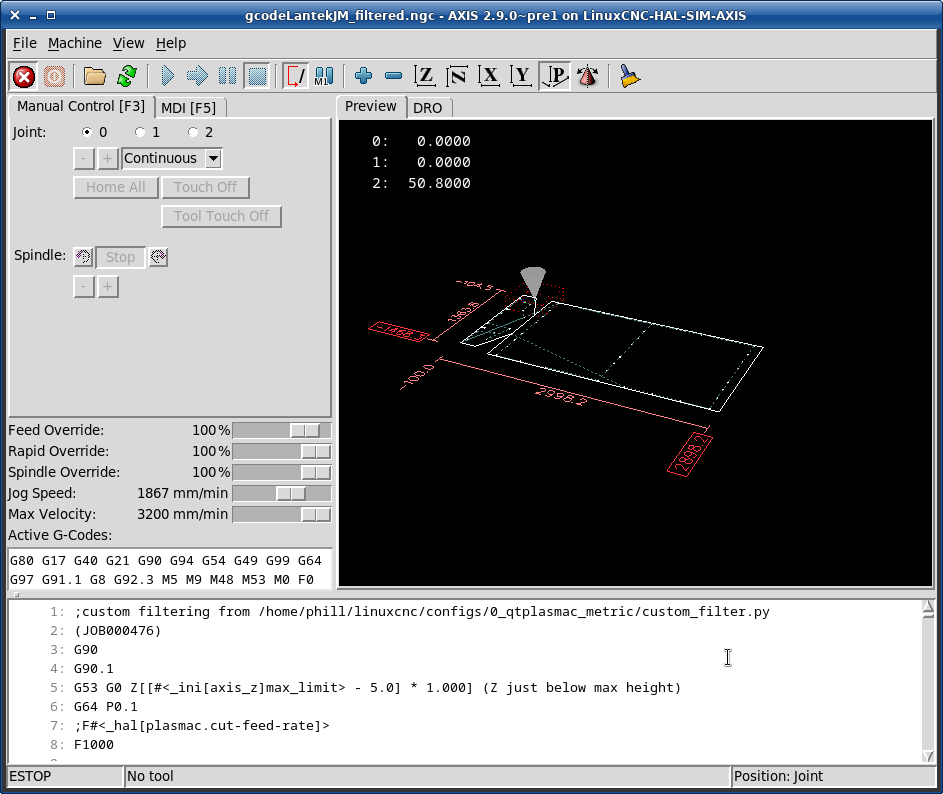
I converted the file from your earlier post so it would run on an AXIS sim and the same errors happen.
I also ran this file on an online gcode simulator ncviewer.com/ and it ran fine.
I think that I am unable to help any further. It may be worthwhile posting on the G&M Codes section of the forum.
G-code:
Error:
I also ran this file on an online gcode simulator ncviewer.com/ and it ran fine.
I think that I am unable to help any further. It may be worthwhile posting on the G&M Codes section of the forum.
G-code:
Error:
Warning: Spoiler!
Last edit: 31 Aug 2023 01:34 by phillc54. Reason: Because the forum editor is a POS
Please Log in or Create an account to join the conversation.
- rodw
-

- Away
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4069
31 Aug 2023 03:19 #279437
by rodw
Replied by rodw on topic Compatibility with Lantek and other high-end software
Does by chance Lantec uses absolute coordinates and not relative on arcs?
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
31 Aug 2023 03:27 #279438
by phillc54
Replied by phillc54 on topic Compatibility with Lantek and other high-end software
Looks like that is it, below is with G90.1 at the beginning of the code:
Warning: Spoiler!
Attachments:
Please Log in or Create an account to join the conversation.
- santy
- Offline
- Premium Member
-
Less
More
- Posts: 117
- Thank you received: 10
05 Sep 2023 10:15 #279939
by santy
Replied by santy on topic Compatibility with Lantek and other high-end software
Hello.
I am still having some errors.
Could you please send your filter? It seems to work without errors.
thank you
I am still having some errors.
Could you please send your filter? It seems to work without errors.
thank you
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
06 Sep 2023 04:42 #280049
by phillc54
Replied by phillc54 on topic Compatibility with Lantek and other high-end software
Attachments:
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.914 seconds