QtDragon probe and remap G38.2
- looping
- Offline
- Premium Member
-

Less
More
- Posts: 91
- Thank you received: 10
31 Aug 2023 08:47 #279456
by looping
QtDragon probe and remap G38.2 was created by looping
Hello,
I have a relay on my probe input. The relay is driven using M64 P0/M65 P0 to enable/disable the probe.
With Axis/ProbeScreen I modified the plugin sources to enable the probe before the G38.2 line and disable just after.
With Axis/PsNg the modification was simpler due to the file hierarchy so I had to patch only one file.
I looked at the remap function but G38.2 is not part of the "Existing codes which can be remapped" list.
For QtDragon, what would you recommend ?
I have a relay on my probe input. The relay is driven using M64 P0/M65 P0 to enable/disable the probe.
With Axis/ProbeScreen I modified the plugin sources to enable the probe before the G38.2 line and disable just after.
With Axis/PsNg the modification was simpler due to the file hierarchy so I had to patch only one file.
I looked at the remap function but G38.2 is not part of the "Existing codes which can be remapped" list.
For QtDragon, what would you recommend ?
Please Log in or Create an account to join the conversation.
- cmorley
- Away
- Moderator
-

Less
More
- Posts: 7339
- Thank you received: 2162
31 Aug 2023 17:14 #279496
by cmorley
Replied by cmorley on topic QtDragon probe and remap G38.2
Well that is going to be more difficult. Why do you need to have the relay?
You could have a couple of macro buttons that turn the relay on and off and do that before pressing the probe routine button. That would be pretty easy.
To do exactly what you did before would require you to modify the probe_routines.py file in quite a few places.
github.com/LinuxCNC/linuxcnc/blob/master...ts/probe_routines.py
You could have a couple of macro buttons that turn the relay on and off and do that before pressing the probe routine button. That would be pretty easy.
To do exactly what you did before would require you to modify the probe_routines.py file in quite a few places.
github.com/LinuxCNC/linuxcnc/blob/master...ts/probe_routines.py
Please Log in or Create an account to join the conversation.
- looping
- Offline
- Premium Member
-
Less
More
- Posts: 91
- Thank you received: 10
01 Sep 2023 07:05 #279548
by looping
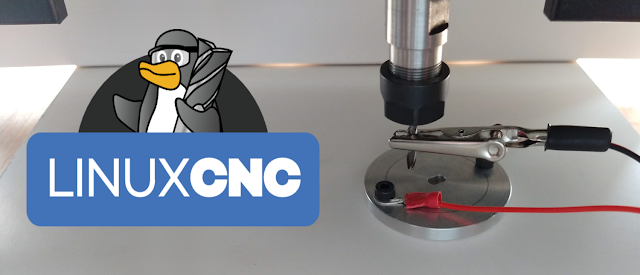
I have something that look like the above pict.
Instead of putting the croco clip on and off, I activate/desactivate the relay.
I'm also picking up some noise on the long black wire when the spindle is running. So breaking the line close to my G540 allows me not to unplug the whole wire.
May be I can acheive the same result with a software solution using and2 but I didn't dive in yet
Replied by looping on topic QtDragon probe and remap G38.2
I have something that look like the above pict.
Instead of putting the croco clip on and off, I activate/desactivate the relay.
I'm also picking up some noise on the long black wire when the spindle is running. So breaking the line close to my G540 allows me not to unplug the whole wire.
May be I can acheive the same result with a software solution using and2 but I didn't dive in yet
Please Log in or Create an account to join the conversation.
- cmorley
- Away
- Moderator
-
Less
More
- Posts: 7339
- Thank you received: 2162
01 Sep 2023 07:53 #279552
by cmorley
Replied by cmorley on topic QtDragon probe and remap G38.2
Which probe routines are you using?
Just the touchplate button?
Just the touchplate button?
Please Log in or Create an account to join the conversation.
- looping
- Offline
- Premium Member
-
Less
More
- Posts: 91
- Thank you received: 10
01 Sep 2023 08:16 #279558
by looping
Replied by looping on topic QtDragon probe and remap G38.2
I would like to use:
[PROBE]
USE_PROBE = versaprobe
[PROBE]
USE_PROBE = versaprobe
Please Log in or Create an account to join the conversation.
- looping
- Offline
- Premium Member
-
Less
More
- Posts: 91
- Thank you received: 10
01 Sep 2023 15:30 #279584
by looping
Replied by looping on topic QtDragon probe and remap G38.2
Also want to use the tool length auto measure function

Do you known I should look to see how the remap allowed GCode are handled and may try to add G38.2 to the list.
Do you known I should look to see how the remap allowed GCode are handled and may try to add G38.2 to the list.
Please Log in or Create an account to join the conversation.
- cmorley
- Away
- Moderator
-
Less
More
- Posts: 7339
- Thank you received: 2162
01 Sep 2023 18:14 - 01 Sep 2023 18:19 #279597
by cmorley
Replied by cmorley on topic QtDragon probe and remap G38.2
Pretty sure remapping g38 is going to require source code changes.
auto tool probe is pretty easy - one ngc (qt_auto_probe_tool.ngc) file needs to be changed.
Another option is a component that watches the pin motion.motion-type
and when it's 5 close the relay. probably want a 2 second delay on opening too.
auto tool probe is pretty easy - one ngc (qt_auto_probe_tool.ngc) file needs to be changed.
Another option is a component that watches the pin motion.motion-type
and when it's 5 close the relay. probably want a 2 second delay on opening too.
Last edit: 01 Sep 2023 18:19 by cmorley.
Please Log in or Create an account to join the conversation.
- looping
- Offline
- Premium Member
-
Less
More
- Posts: 91
- Thank you received: 10
02 Sep 2023 11:16 #279656
by looping
Replied by looping on topic QtDragon probe and remap G38.2
I'll start with the second option as it has no impact on linuxcnc sources
Thanks
Thanks
Please Log in or Create an account to join the conversation.
- looping
- Offline
- Premium Member
-
Less
More
- Posts: 91
- Thank you received: 10
03 Sep 2023 14:08 #279717
by looping
Replied by looping on topic QtDragon probe and remap G38.2
probe_enable
probe_enable.hal
#!/usr/bin/env python
import hal
import time
h = hal.component("probe_enable")
h.newpin("motion-type-in", hal.HAL_S32, hal.HAL_IN)
h.newpin("probe-enable-out", hal.HAL_BIT, hal.HAL_OUT)
h.ready()
start_time = 0
h['probe-enable-out'] = False
try:
while 1:
time.sleep(0.1)
if h['motion-type-in'] == 5 :
h['probe-enable-out'] = True
start_time = time.time()
else:
if start_time and (time.time() - start_time) > 2:
h['probe-enable-out'] = False
except KeyboardInterrupt:
raise SystemExitprobe_enable.hal
setp hm2_7i92.0.gpio.007.is_output true
loadusr -Wn probe_enable probe_enable
net probe_enable => hm2_7i92.0.gpio.007.out
net probe_enable <= probe_enable.probe-enable-out
net motion-type => probe_enable.motion-type-in
net motion-type <= motion.motion-typePlease Log in or Create an account to join the conversation.
Moderators: cmorley
Time to create page: 0.114 seconds