qt_auto_probe_tool.ngc Oddity(Again)
- gardenweazel
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 197
- Thank you received: 10
22 Nov 2025 23:32 #339005
by gardenweazel
qt_auto_probe_tool.ngc Oddity(Again) was created by gardenweazel
I have after many, many tries still cannot get the versaProbe actions to work properly. So I added some logging.
Please refer to this image inline.
1 issue and another oddity.
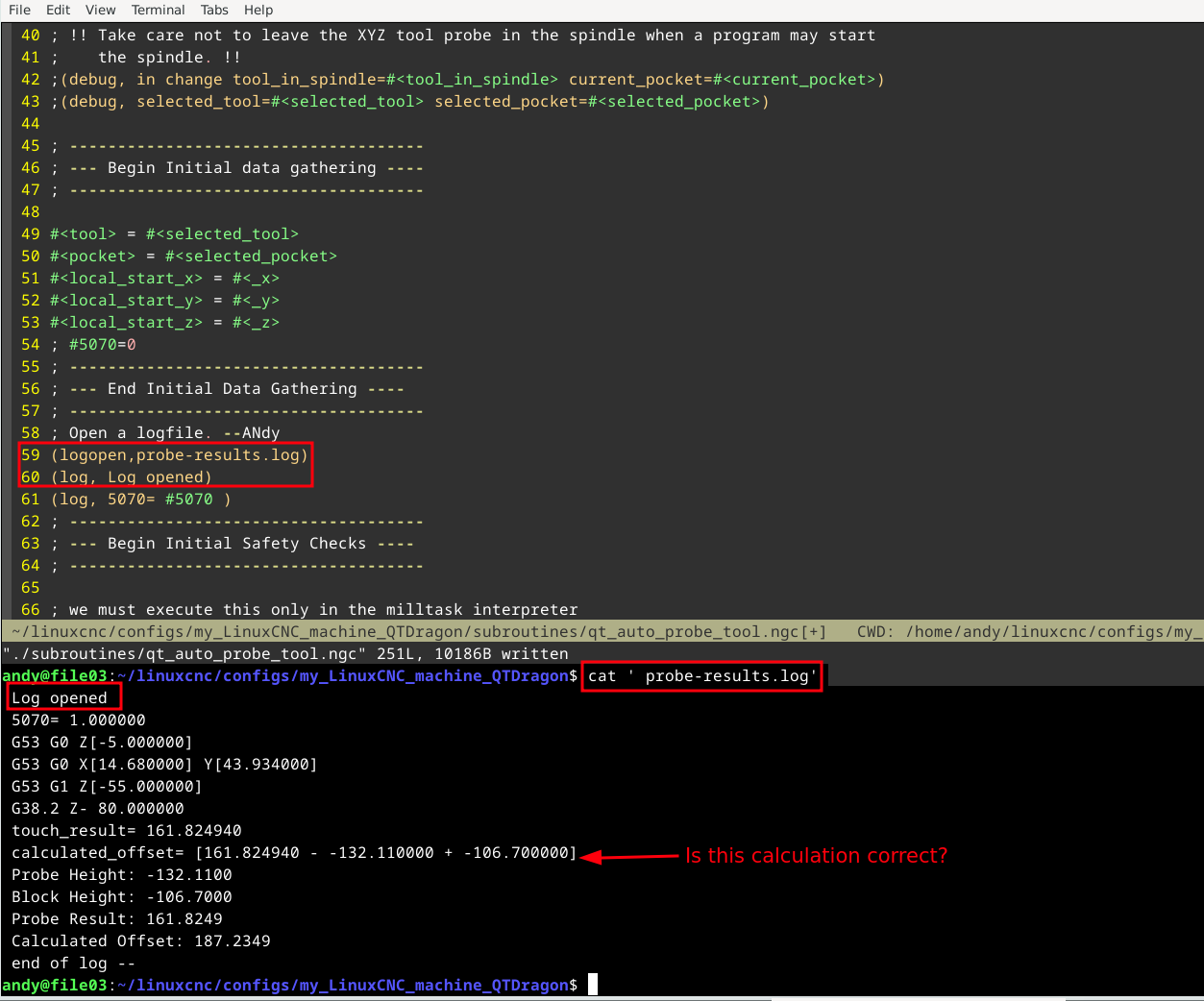
1st issue, note the lines that I have added to the qt_auto_probe_tool.ngc file in order to log and hopefully put an end to the first probe try failing.
The question, why is there a space that's being added to the filename when it's written to file?
The second is similar to a thread that I started many moons ago and still exists. In the image I point out what is actually logged in the file. It begins with this code in the aforementioned file:
touch_result= 161.824940
calculated_offset= [161.824940 - -132.110000 + -106.700000]
Probe Height: -132.1100
Block Height: -106.7000
Probe Result: 161.8249
Calculated Offset: 187.2349
I don't understand the calculated_offset line which includes a double negative.
Now then, in this same file I see the following reference prior to code being executed and for some reason it's almost as if these instructions are either out of order or are incorrect. Preceding numbers are actual line numbers.
16 ; The following settings should be enabled in the QtDragon interface:
17 ; A - Under Probe Tool screens: insure that "Tool Measure" is enabled
18 ; B - Under Settings: insure that "Use Tool Sensor" is enabled
19 ; The following workflow assumes using both a XYZ probe and a Z Toolsetter:
20 ; 1 - Initial Setup: Before beginning the program, setup the Probe Tool as
21 ; having a zero z-offset in the tool table. (Non-zero tool lengths
22 ; for the probe tool can be made to work, but have multiple extra
23 ; steps required, and it is easy to have the tool offset interfere with
24 ; the remap coding and cause incorrect adjustments to your offsets.
25 ; This procedure assumes a zero length.)
26 ; 2 - Initial Tool: Load the probe tool with M61 Qx, where x is the Probe tool's number
27 ; in the tool table. (Do not use TxM6)
28 ; 3 - Toolsetter measure: Use button under the Probe Screens for "Probe Tool Setter
29 ; Z Height:" this will set and display on the Probe Settings screen the
30 ; "Probe HT" = #<_hal[qtversaprobe.probeheight> value in ABS coordinates.
31 ; 4 - Workpiece Measure: Use the button under the Probe Screens for "Probe Z height
32 ; of material:" this will set and display on the Probe Settings screen the
33 ; "Block Ht" = #<_hal[qtversaprobe.blockheight]> value in ABS coordinates.
34 ; 5 - Set Coord System (G54): Use the Probe Tool and whichever probe screen is
35 ; appropriate to set the coordiate system XYZ offsets needed for your job.
36 ; NOTE: Return_Option 3 uses the current local coordinate system, not just ABS coord.
37 ; 6 - Prepare to Run: You may then issue a manual TnM6 command to change the tool
38 ; before starting the job, or if the job begins with a TnM6 command before
39 ; spinning the spindle, you may leave the Probe Tool installed.
And last I would like to know (if the above instructions are correct) what are "sane" values that belong in the my_machine.ini file?
Mine are as follows:
Max Z travel for Z-Axis is: -190
[VERSA_PROBE_OPTIONS]
ps_probe_tool = 99
[VERSA_TOOLSETTER]
X = 14.68
Y = 43.934
Z = -55
# Safe Z-Height, in Absolute coordinates.
Z_MAX_CLEAR = -5
# MAXPROBE must be positive!!
MAXPROBE = 80
# tool setter diameter for diameter probing
DIAMETER = 22
[CHANGE_POSITION]
X = 200
Y = 20
Z = -5
Note that MAXPROBE in the LinuxCNC online documents still indicates a negative value of -20.
Thanks in advance for your feedback.
Please refer to this image inline.
1 issue and another oddity.
1st issue, note the lines that I have added to the qt_auto_probe_tool.ngc file in order to log and hopefully put an end to the first probe try failing.
The question, why is there a space that's being added to the filename when it's written to file?
The second is similar to a thread that I started many moons ago and still exists. In the image I point out what is actually logged in the file. It begins with this code in the aforementioned file:
touch_result= 161.824940
calculated_offset= [161.824940 - -132.110000 + -106.700000]
Probe Height: -132.1100
Block Height: -106.7000
Probe Result: 161.8249
Calculated Offset: 187.2349
I don't understand the calculated_offset line which includes a double negative.
Now then, in this same file I see the following reference prior to code being executed and for some reason it's almost as if these instructions are either out of order or are incorrect. Preceding numbers are actual line numbers.
16 ; The following settings should be enabled in the QtDragon interface:
17 ; A - Under Probe Tool screens: insure that "Tool Measure" is enabled
18 ; B - Under Settings: insure that "Use Tool Sensor" is enabled
19 ; The following workflow assumes using both a XYZ probe and a Z Toolsetter:
20 ; 1 - Initial Setup: Before beginning the program, setup the Probe Tool as
21 ; having a zero z-offset in the tool table. (Non-zero tool lengths
22 ; for the probe tool can be made to work, but have multiple extra
23 ; steps required, and it is easy to have the tool offset interfere with
24 ; the remap coding and cause incorrect adjustments to your offsets.
25 ; This procedure assumes a zero length.)
26 ; 2 - Initial Tool: Load the probe tool with M61 Qx, where x is the Probe tool's number
27 ; in the tool table. (Do not use TxM6)
28 ; 3 - Toolsetter measure: Use button under the Probe Screens for "Probe Tool Setter
29 ; Z Height:" this will set and display on the Probe Settings screen the
30 ; "Probe HT" = #<_hal[qtversaprobe.probeheight> value in ABS coordinates.
31 ; 4 - Workpiece Measure: Use the button under the Probe Screens for "Probe Z height
32 ; of material:" this will set and display on the Probe Settings screen the
33 ; "Block Ht" = #<_hal[qtversaprobe.blockheight]> value in ABS coordinates.
34 ; 5 - Set Coord System (G54): Use the Probe Tool and whichever probe screen is
35 ; appropriate to set the coordiate system XYZ offsets needed for your job.
36 ; NOTE: Return_Option 3 uses the current local coordinate system, not just ABS coord.
37 ; 6 - Prepare to Run: You may then issue a manual TnM6 command to change the tool
38 ; before starting the job, or if the job begins with a TnM6 command before
39 ; spinning the spindle, you may leave the Probe Tool installed.
And last I would like to know (if the above instructions are correct) what are "sane" values that belong in the my_machine.ini file?
Mine are as follows:
Max Z travel for Z-Axis is: -190
[VERSA_PROBE_OPTIONS]
ps_probe_tool = 99
[VERSA_TOOLSETTER]
X = 14.68
Y = 43.934
Z = -55
# Safe Z-Height, in Absolute coordinates.
Z_MAX_CLEAR = -5
# MAXPROBE must be positive!!
MAXPROBE = 80
# tool setter diameter for diameter probing
DIAMETER = 22
[CHANGE_POSITION]
X = 200
Y = 20
Z = -5
Note that MAXPROBE in the LinuxCNC online documents still indicates a negative value of -20.
Thanks in advance for your feedback.
Attachments:
Please Log in or Create an account to join the conversation.
- gardenweazel
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 197
- Thank you received: 10
24 Nov 2025 19:52 #339169
by gardenweazel
Replied by gardenweazel on topic qt_auto_probe_tool.ngc Oddity(Again)
Thanks for your feedback. I'm not so worried about the first issue above as much as the second issue that I describe above.
The second problem has persisted for a long time and many have tried their luck at resolving it. I continue to see problems being discussed
that may be probable causes for this subroutine.
Honestly, I think that the documentation around what I have described is perhaps incorrect or simply doesn't provide enough information
for the operator to make the subroutine work as expected. A good example of this is line number 31, the instructions indicate the following:
31; 4 - Workpiece Measure: Use the button under the Probe Screens for "Probe Z height
32 ; of material:" this will set and display on the Probe Settings screen the
33 ; "Block Ht" = #<_hal[qtversaprobe.blockheight]> value in ABS coordinates.
What is missing is is there should be a "Jog to a coordinate" in order to measure the work piece height which will determine the "Block Ht" .
I am curious if there are any other steps involved that are not documented?
The second problem has persisted for a long time and many have tried their luck at resolving it. I continue to see problems being discussed
that may be probable causes for this subroutine.
Honestly, I think that the documentation around what I have described is perhaps incorrect or simply doesn't provide enough information
for the operator to make the subroutine work as expected. A good example of this is line number 31, the instructions indicate the following:
31; 4 - Workpiece Measure: Use the button under the Probe Screens for "Probe Z height
32 ; of material:" this will set and display on the Probe Settings screen the
33 ; "Block Ht" = #<_hal[qtversaprobe.blockheight]> value in ABS coordinates.
What is missing is is there should be a "Jog to a coordinate" in order to measure the work piece height which will determine the "Block Ht" .
I am curious if there are any other steps involved that are not documented?
Please Log in or Create an account to join the conversation.
Moderators: cmorley
Time to create page: 0.134 seconds