- Other Stuff
- Show Your Stuff
- Large FIL cnc machine retrofit. (12 ton larger maching running linuxcnc)
Large FIL cnc machine retrofit. (12 ton larger maching running linuxcnc)
- Becksvill
- Offline
- Elite Member
-

Less
More
- Posts: 206
- Thank you received: 103
22 Apr 2026 19:42 - 22 Apr 2026 21:07 #345849
by Becksvill
Large FIL cnc machine retrofit. (12 ton larger maching running linuxcnc) was created by Becksvill
Hey guys
just thought i would post this latest retrofit i am doing currently. I know when i was just starting out 10 or so years ago i lived on this forum and really really appreciated the info on here. So I am trying to post more so that maybe this can stay as a record and maybe help someone.
Retrofit is almost at the end of the process. And I don't really have any questions currently though advice is welcome") So i thought maybe the show your stuff category would be the right place. Mods feel free to move this..
So i thought maybe the show your stuff category would be the right place. Mods feel free to move this..
just editing to add a youtube video of machine.
machine is made in 1980s so at least 40 years old.
it has a vertical spindle on a over arm plus a horizontal spindle
all BT50
The reason i bought it was this has a 2m travel in the X axis Y axis is 700mm and Z axis has 1150 max workpiece height
max speed is only 1800 rpm but that is ok. i will be using larger tools on this and mainly only rotating at 400 RPM.
this has a gearbox and 4 speeds for both spindles, hopefully the photos make sense. I will probably only use one gear and make it a two speed and use the VFD for the rest of the speed changes as that will allow enough torque and i think the extra gears are not needed. time will tell i can always change that.
Photos coming in the next post
just thought i would post this latest retrofit i am doing currently. I know when i was just starting out 10 or so years ago i lived on this forum and really really appreciated the info on here. So I am trying to post more so that maybe this can stay as a record and maybe help someone.
Retrofit is almost at the end of the process. And I don't really have any questions currently though advice is welcome
So i thought maybe the show your stuff category would be the right place. Mods feel free to move this.. just editing to add a youtube video of machine.
machine is made in 1980s so at least 40 years old.
it has a vertical spindle on a over arm plus a horizontal spindle
all BT50
The reason i bought it was this has a 2m travel in the X axis Y axis is 700mm and Z axis has 1150 max workpiece height
max speed is only 1800 rpm but that is ok. i will be using larger tools on this and mainly only rotating at 400 RPM.
this has a gearbox and 4 speeds for both spindles, hopefully the photos make sense. I will probably only use one gear and make it a two speed and use the VFD for the rest of the speed changes as that will allow enough torque and i think the extra gears are not needed. time will tell i can always change that.
Photos coming in the next post
Last edit: 22 Apr 2026 21:07 by Becksvill. Reason: adding youtube video of machine
Please Log in or Create an account to join the conversation.
- Becksvill
- Offline
- Elite Member
-
Less
More
- Posts: 206
- Thank you received: 103
22 Apr 2026 20:43 - 22 Apr 2026 20:47 #345856
by Becksvill
Replied by Becksvill on topic Large FIL cnc machine retrofit. (12 ton larger maching running linuxcnc)
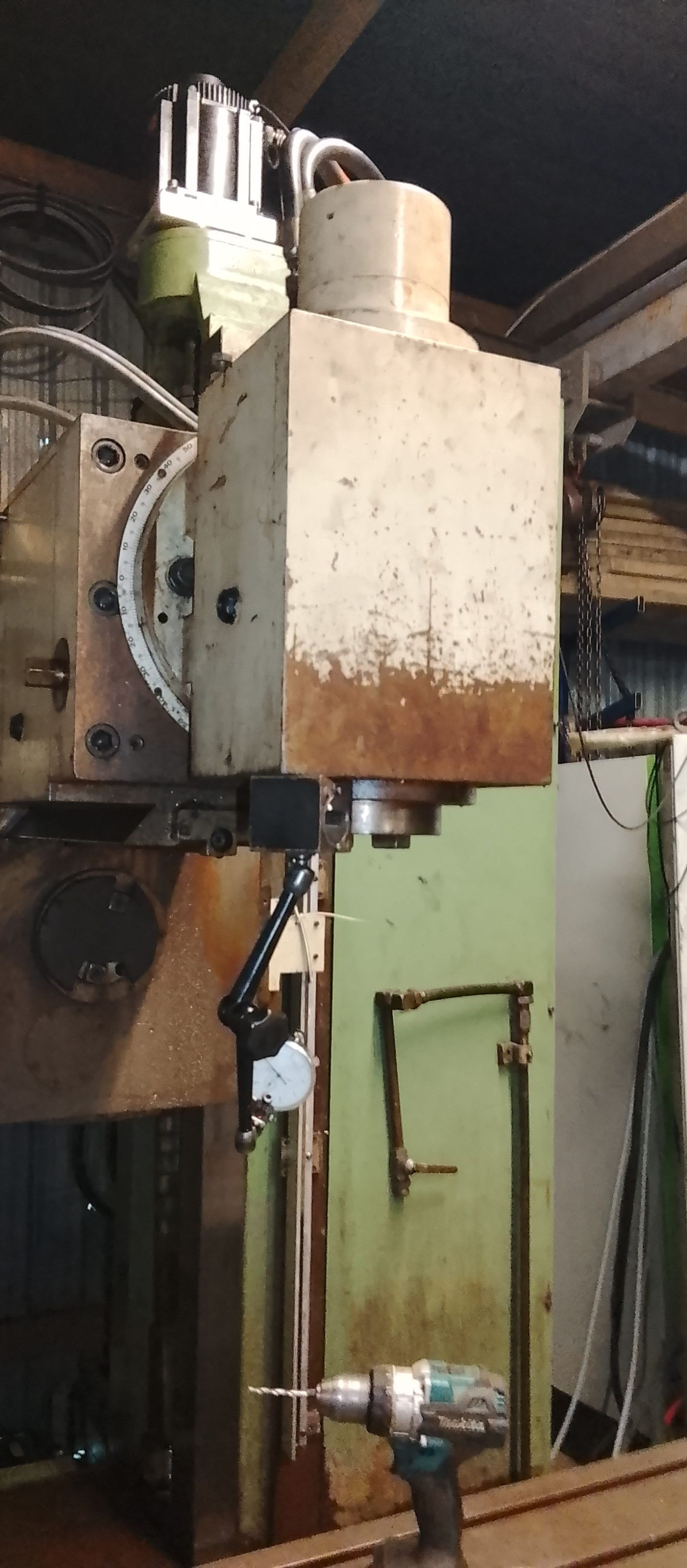
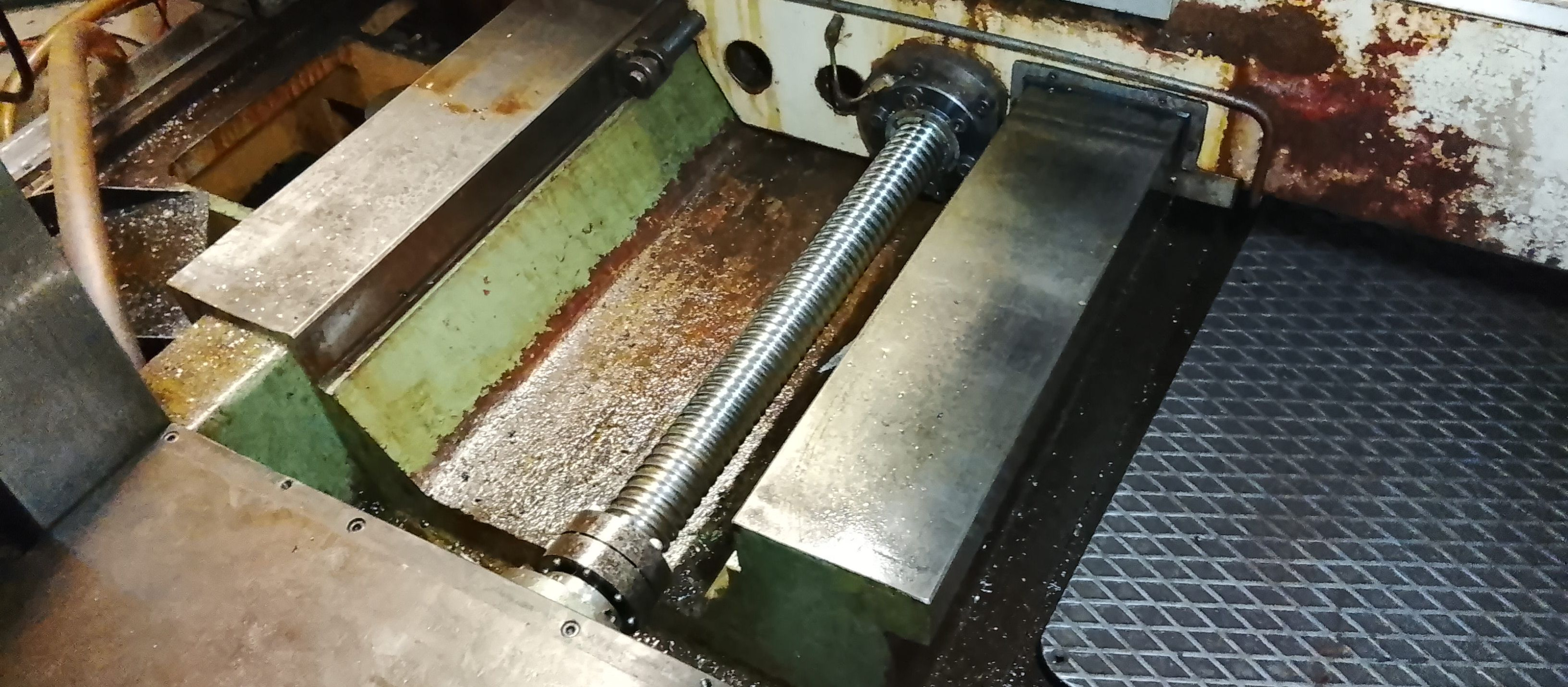
main photos of machine here
you can see it was a hybrid machine with handwheels also
that means more gears inside and bad servo tuning and more noise
so i removed all that first thing
just a few things i want to noteThe z axis has been redesigned to use a flexible coupling from a old mazak cnc. They are much better than the standard rubber type. So I removed the whole belt reduction setup for that axis which removed at least 0.05mm backlash. The X and Y still have 0.1mm backlash. I might put scales on them later but for my first job on machine X and Y don’t really matter.





you can see it was a hybrid machine with handwheels also
that means more gears inside and bad servo tuning and more noise
so i removed all that first thing
just a few things i want to noteThe z axis has been redesigned to use a flexible coupling from a old mazak cnc. They are much better than the standard rubber type. So I removed the whole belt reduction setup for that axis which removed at least 0.05mm backlash. The X and Y still have 0.1mm backlash. I might put scales on them later but for my first job on machine X and Y don’t really matter.
Attachments:
Last edit: 22 Apr 2026 20:47 by Becksvill.
Please Log in or Create an account to join the conversation.
- Becksvill
- Offline
- Elite Member
-
Less
More
- Posts: 206
- Thank you received: 103
22 Apr 2026 21:05 #345858
by Becksvill
Replied by Becksvill on topic Large FIL cnc machine retrofit. (12 ton larger maching running linuxcnc)
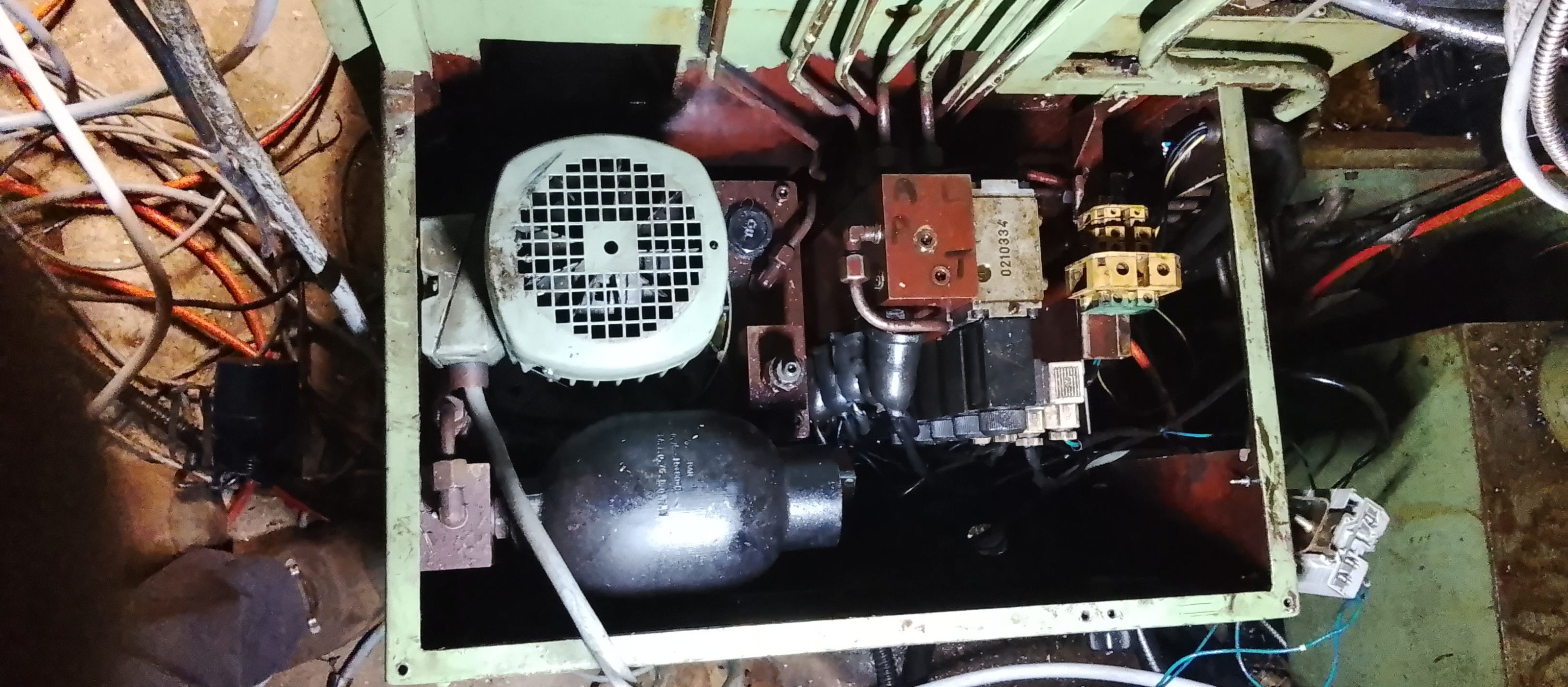
more photosThis hydraulic system really stumped me until i asked a friend (thanks Gordon if you see this)
It has a accumulator so what you do is you turn the pump on and then wait until the pressure switch triggers and turn pump off. This machine only needs oil when toolchanging so it’s a great idea really and allows me to not need a pump running all the time. Once I worked out how it worked it is great and very easy to setup in classic ladder
next thing i need to talk about is how i am handling homing currently
this is just copied and pasted from the email user list. great place to get fast answers to questions btw
This email address is being protected from spambots. You need JavaScript enabled to view it.
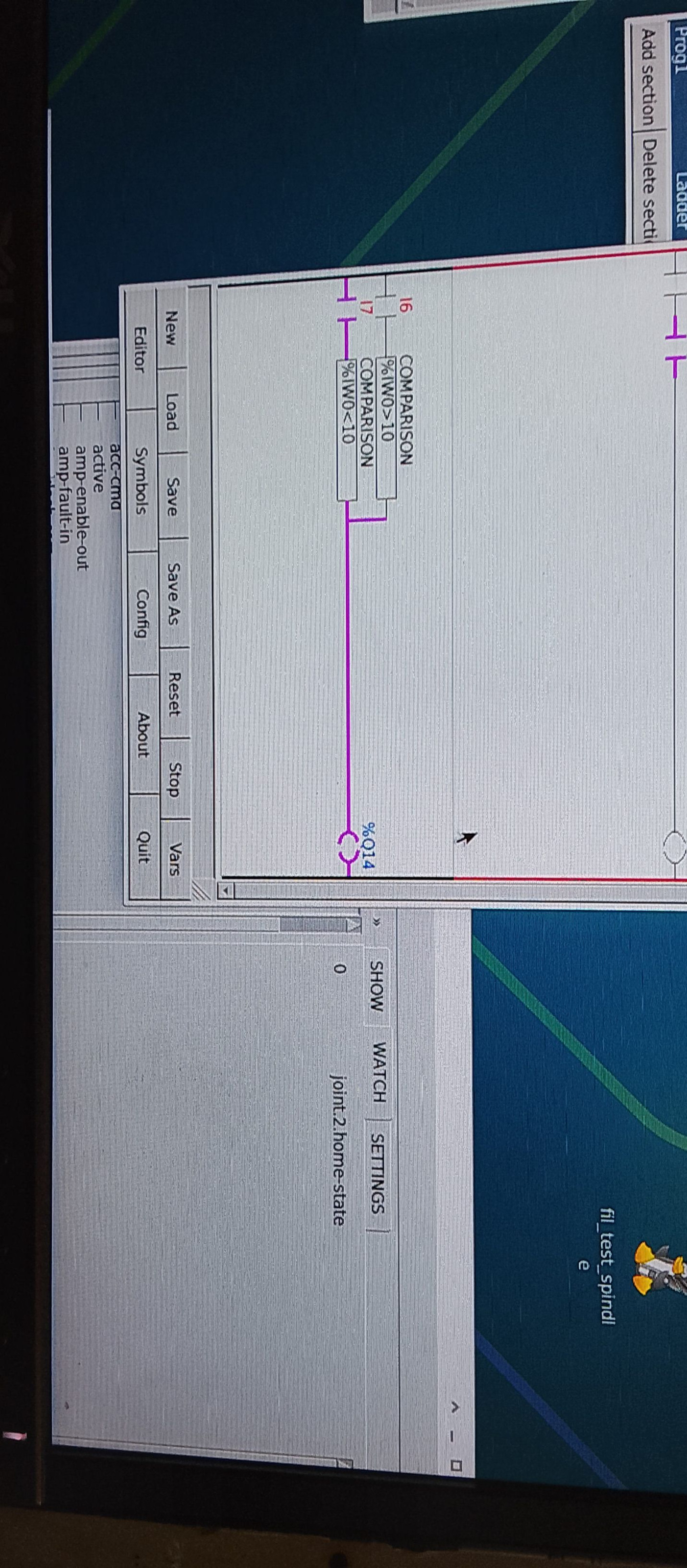
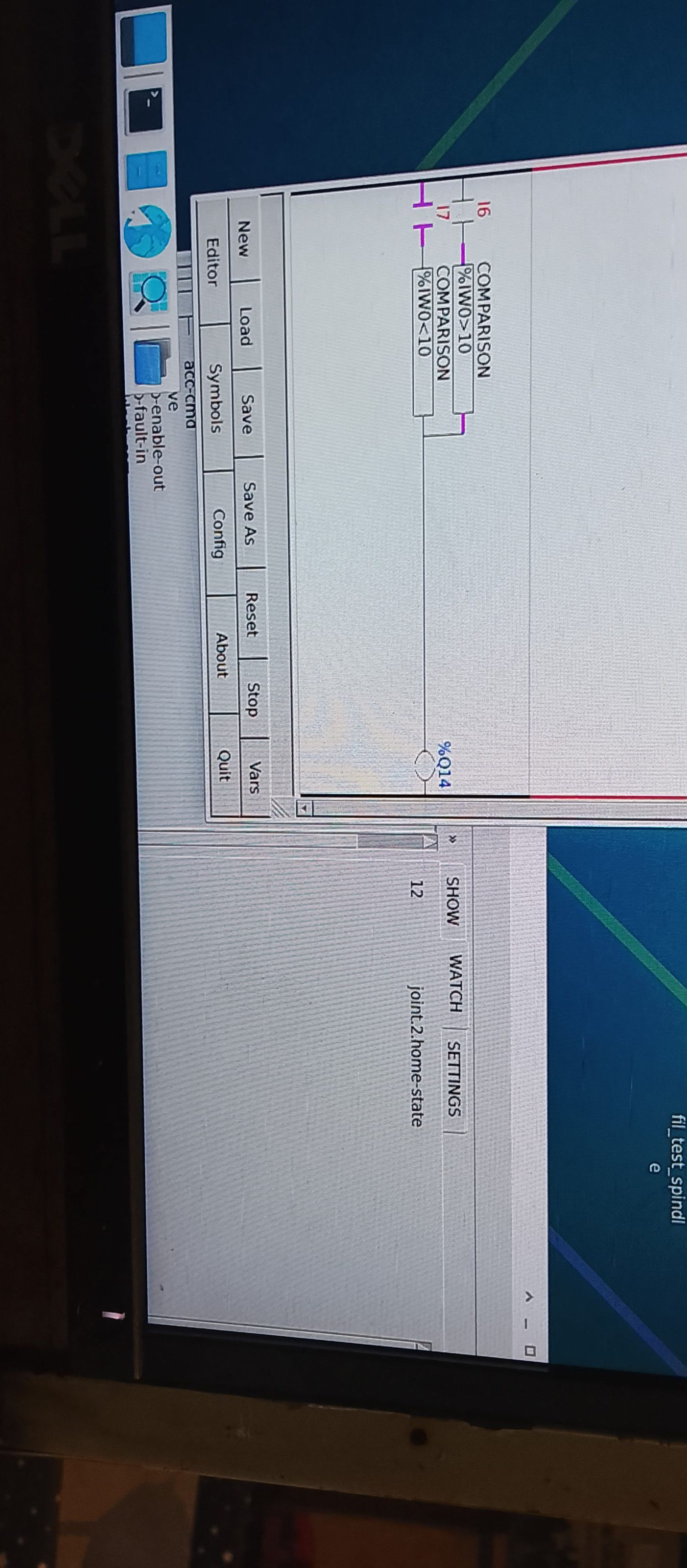
Hey guysthanks for the replies the homing is a interesting issue I had a bit of a play and made a copy of my config that i hacked. What i found was that if i combined my original 2 PID loops into 1 loop and used the scale for position and used the motor velocity on encoder for velocity all in one PID then homing to index enable worked perfectly. but doing it that way the motor tuning was not as good. backlash is a constant of 0.1mm and the motor just jumped across that backlash whenever it moved. in practice that meant that the absolute scale position hovered by +-0.01 or so. this was not bad and totally usable. If i had done this option first i would have called it good and just used it. but the movement was much louder and less smooth than the two PID loops which get run through a sum component. As the original two PID loops was much much smoother, it was perfect and once i come to a stop the drive rapids to within 0.01 or 0.02 and then creeps the last 0.02mm (using the integral value which takes about a second) and ends up in the right place within 0.005mm or less. basically perfect every time with no dithering. It is now my most accurate machine. and really nice also the homing when homing I home all axis at the same time. X and Y get homed to index enable like normal. and the Z value i trick the home switch by checking the joint state. How this works is the Joint2 switch state goes form 7 when searching for switch the first time to 12 when latching on to switch slowly the second time so in classic ladder i set up two compare functions that basically choose whether to listen to the main home switch or the z axis motor encoder Z index pulse. (this is different to the index enable pulse and this is possible to miss when only checking in software not hardware. but at a slow speed i haven't found any issues yet, and when testing with a dial indicator i can't see any changes between homing. I can rehome linuxcnc up the top of the travel beside the home switch and then rapid down to the table which is about 1m away and the dial indicator is definitely within 0.01 each time. i can't really see any movement on it.
photos show the classic ladder stuff might help someone
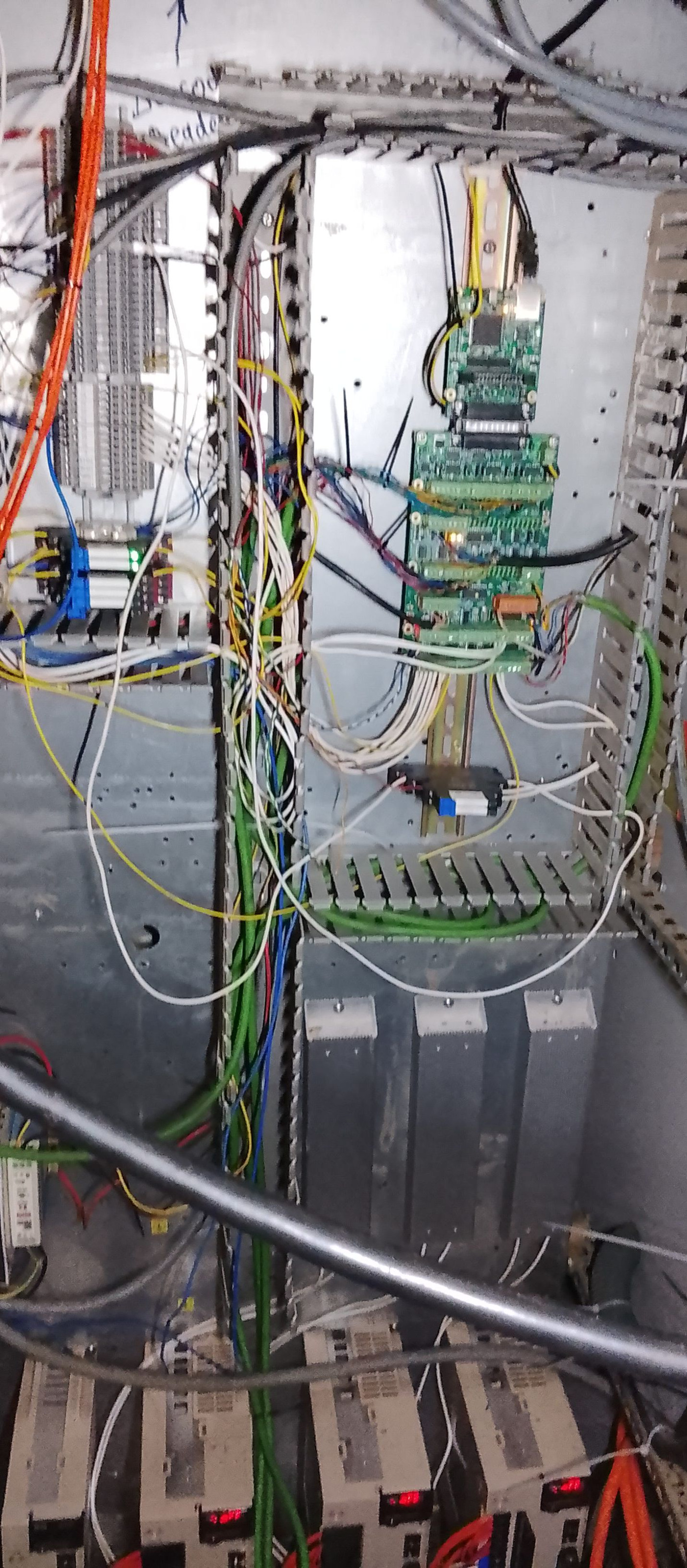
 So pretty happy all in all would like to fix the index enable issue in the future but for now it's working fine. this is a 40 year old machine and weighs 12 ton. and when i got it the backlash was 0.40mm. I replaced all the thrust bearings and changed from reduction gearbox to a nice mazak flexible coupling and direct drive. The timing belt was T8 timing belt so not even HTD profile which has more backlash which didn't help. The FIL factory actually got the location of the Z axis 2nd ballscrew mount out by 2.4mm which i was shocked by. i double checked measuring against the slideways at the top and bottom of the screw and yeah it was out 2.4mm from factory! so that is why all the thrust bearings were stuffed. anyway just about to get it running into production. this machine will be running like 16 hrs a day shortly probably.Lastly just have some photos of the control cabinet. I wasn’t sure if I would post these. My wiring is never that clean and currently machine is mid progress so wires everywhere. But enjoy The system has 7i92m 7i77 7i84 mesa cards And yuhai Chinese servo drives 3.5kwPlus 11kw spindle vfd. Which I might get another one for the horizontal spindle.The machine was actually working when I got it. But it took me 30 min to just work out how to turn the 40 year old software on. And it had old dc brushed drives and 40 year old servo motors and I just didn’t want to have to deal with it. I run a machine shop in New Zealand full time and work for a lot of larger customers making money and time is money.. so definitely not a hobby here anymore. we have like 60 tons of CNC gear here (7 machines currently) all running linuxcnc apart from one fagor controlled lathe i haven't bothered yet. So I just didn’t want to deal with issues. I want a machine that just works for the next 10 years. I have machines that have worked flawlessly for 6 years so far and keen to run the same system. You turn it on and make parts. That’s it.
So pretty happy all in all would like to fix the index enable issue in the future but for now it's working fine. this is a 40 year old machine and weighs 12 ton. and when i got it the backlash was 0.40mm. I replaced all the thrust bearings and changed from reduction gearbox to a nice mazak flexible coupling and direct drive. The timing belt was T8 timing belt so not even HTD profile which has more backlash which didn't help. The FIL factory actually got the location of the Z axis 2nd ballscrew mount out by 2.4mm which i was shocked by. i double checked measuring against the slideways at the top and bottom of the screw and yeah it was out 2.4mm from factory! so that is why all the thrust bearings were stuffed. anyway just about to get it running into production. this machine will be running like 16 hrs a day shortly probably.Lastly just have some photos of the control cabinet. I wasn’t sure if I would post these. My wiring is never that clean and currently machine is mid progress so wires everywhere. But enjoy The system has 7i92m 7i77 7i84 mesa cards And yuhai Chinese servo drives 3.5kwPlus 11kw spindle vfd. Which I might get another one for the horizontal spindle.The machine was actually working when I got it. But it took me 30 min to just work out how to turn the 40 year old software on. And it had old dc brushed drives and 40 year old servo motors and I just didn’t want to have to deal with it. I run a machine shop in New Zealand full time and work for a lot of larger customers making money and time is money.. so definitely not a hobby here anymore. we have like 60 tons of CNC gear here (7 machines currently) all running linuxcnc apart from one fagor controlled lathe i haven't bothered yet. So I just didn’t want to deal with issues. I want a machine that just works for the next 10 years. I have machines that have worked flawlessly for 6 years so far and keen to run the same system. You turn it on and make parts. That’s it.

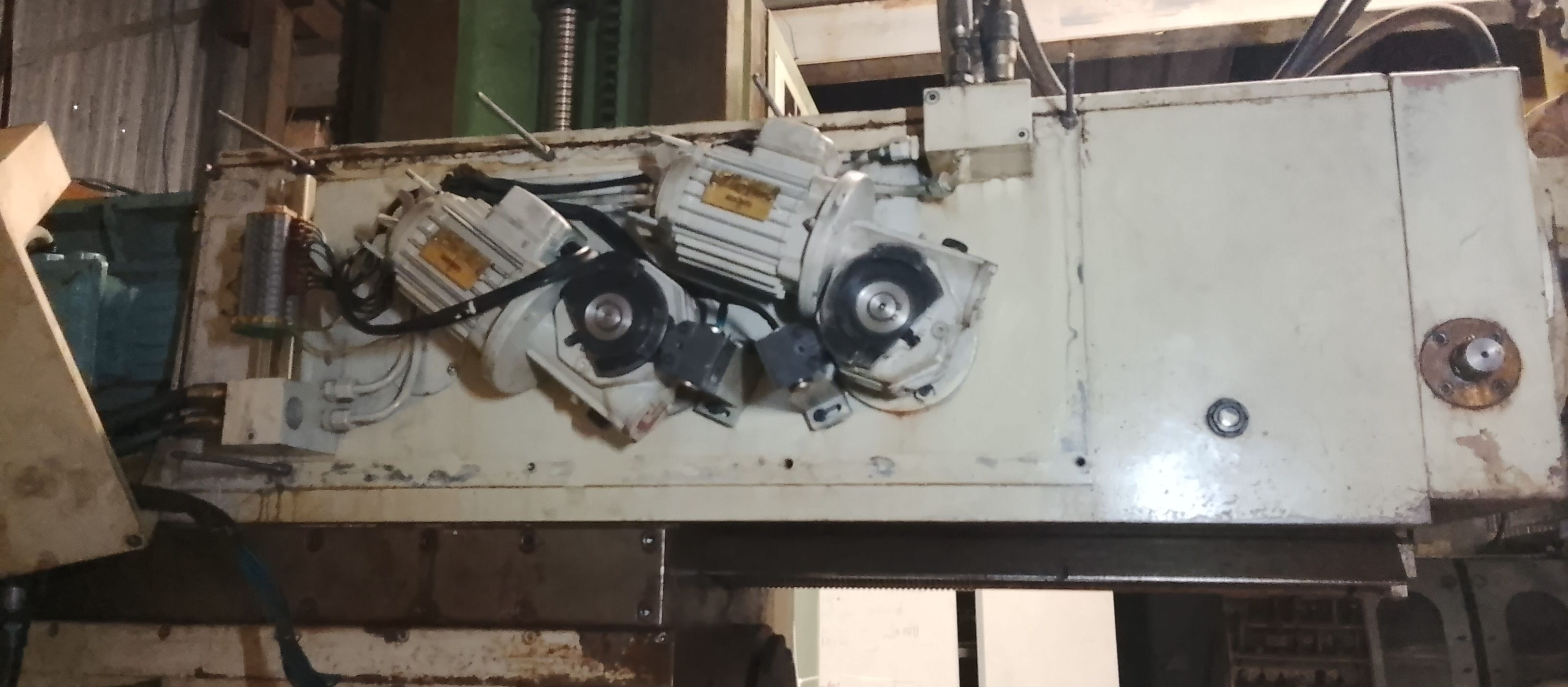
new spindle motor i fitted. nothing fancy had it laying around.

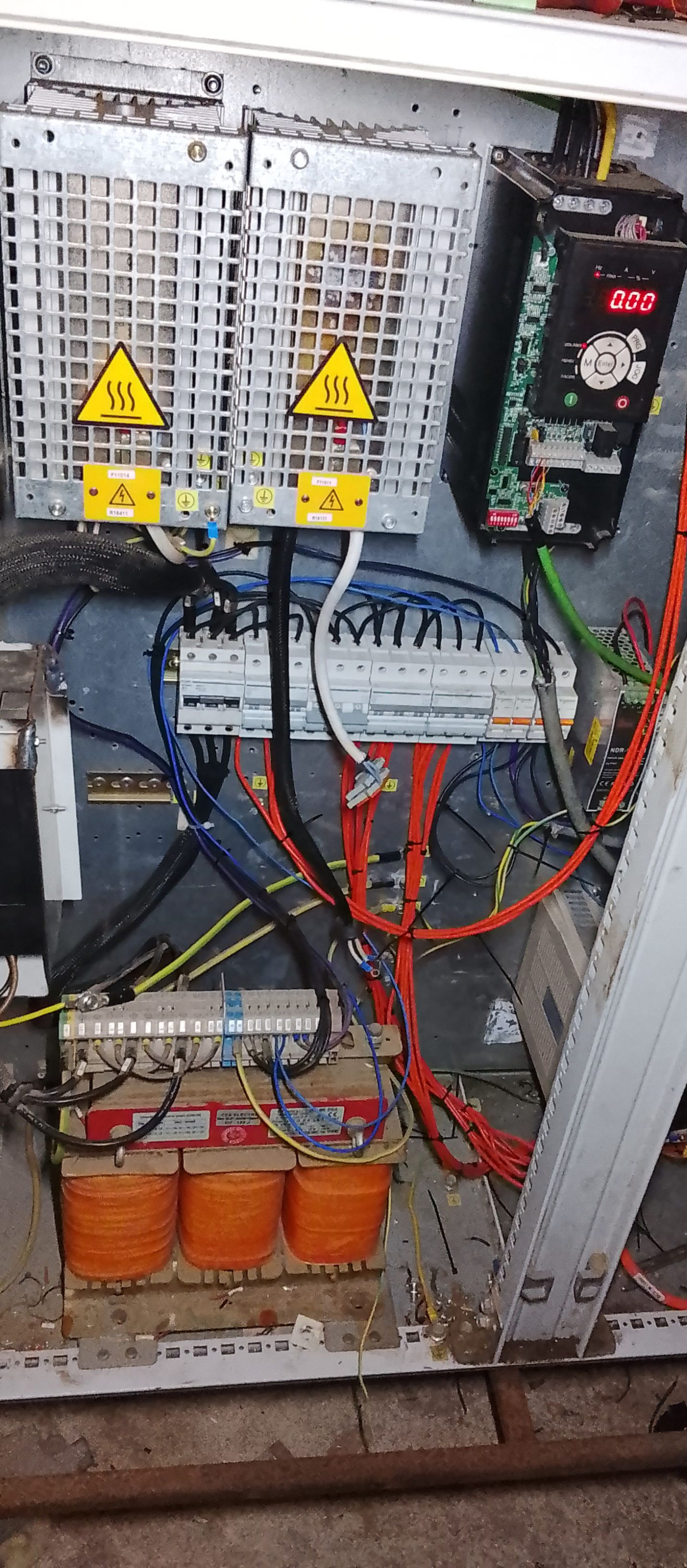
and lastly spindle gearchange setup. you can buy a 400watt VFD for like 30 usd on aliexpress currently. so i use those instead of contactors. so i get nice overloads variable speed. electrical braking and easy wiring all in one. plus cheaper:)
It has a accumulator so what you do is you turn the pump on and then wait until the pressure switch triggers and turn pump off. This machine only needs oil when toolchanging so it’s a great idea really and allows me to not need a pump running all the time. Once I worked out how it worked it is great and very easy to setup in classic ladder
next thing i need to talk about is how i am handling homing currently
this is just copied and pasted from the email user list. great place to get fast answers to questions btw
This email address is being protected from spambots. You need JavaScript enabled to view it.
Hey guysthanks for the replies the homing is a interesting issue I had a bit of a play and made a copy of my config that i hacked. What i found was that if i combined my original 2 PID loops into 1 loop and used the scale for position and used the motor velocity on encoder for velocity all in one PID then homing to index enable worked perfectly. but doing it that way the motor tuning was not as good. backlash is a constant of 0.1mm and the motor just jumped across that backlash whenever it moved. in practice that meant that the absolute scale position hovered by +-0.01 or so. this was not bad and totally usable. If i had done this option first i would have called it good and just used it. but the movement was much louder and less smooth than the two PID loops which get run through a sum component. As the original two PID loops was much much smoother, it was perfect and once i come to a stop the drive rapids to within 0.01 or 0.02 and then creeps the last 0.02mm (using the integral value which takes about a second) and ends up in the right place within 0.005mm or less. basically perfect every time with no dithering. It is now my most accurate machine. and really nice also the homing when homing I home all axis at the same time. X and Y get homed to index enable like normal. and the Z value i trick the home switch by checking the joint state. How this works is the Joint2 switch state goes form 7 when searching for switch the first time to 12 when latching on to switch slowly the second time so in classic ladder i set up two compare functions that basically choose whether to listen to the main home switch or the z axis motor encoder Z index pulse. (this is different to the index enable pulse and this is possible to miss when only checking in software not hardware. but at a slow speed i haven't found any issues yet, and when testing with a dial indicator i can't see any changes between homing. I can rehome linuxcnc up the top of the travel beside the home switch and then rapid down to the table which is about 1m away and the dial indicator is definitely within 0.01 each time. i can't really see any movement on it.
photos show the classic ladder stuff might help someone
new spindle motor i fitted. nothing fancy had it laying around.
and lastly spindle gearchange setup. you can buy a 400watt VFD for like 30 usd on aliexpress currently. so i use those instead of contactors. so i get nice overloads variable speed. electrical braking and easy wiring all in one. plus cheaper:)
Attachments:
Please Log in or Create an account to join the conversation.
- Becksvill
- Offline
- Elite Member
-
Less
More
- Posts: 206
- Thank you received: 103
22 Apr 2026 21:14 #345859
by Becksvill
Replied by Becksvill on topic Large FIL cnc machine retrofit. (12 ton larger maching running linuxcnc)
for those that are interested
here are some forum links that helped me work out the dual feedback
plus help from Andy and others off forum
wiki.linuxcnc.org/cgi-bin/wiki.pl?Combin..._Devices_On_One_Axis
forum.linuxcnc.org/10-advanced-configura...ectory-planner-et-al
and this forum post below
forum.linuxcnc.org/49-basic-configuratio...ndex?start=10#219431
copied and pasted from the post in case it gets lost
"I don't know if you're still stuck with homing only with the switches or if you solved it closing the loop with the encoders but here's a solution I did on one of our machines (a Mazak lathe) to overcome the problem of homing with index using open loop configuration.
As Peter says, it's not possible at the moment (version 2.8) for LinuxCNC to reset the counters to zero with an index pulse if you're using an open loop configuration with steppers or servos. This is because the index pulse resets the Mesa encoder counters by hardware if I understand it right.
But, I could find a simple way of solving this with pretty good results. Basically I bypassed the home switch on the final homing stage (when the homing uses the latch velocity) by means of detecting the joint.N.home-state of the joints on the machine. So my homing sequence is working only with home switchs, but when the time comes to do the final home switch tripping, I just use the index pulse to fool LCNC and get a more accurate homing. This is not as good as hardware counter reset, but it's working flawleslly (tested with a dial indicator). The best way to be sure the repetability is good is to use a really slow latching speed.
I hope this serves to anyone facing this problem. This shows again how HAL is amazing when it comes to adapt LCNC to basically anything.
Thanks as always to everyone!"
here are some forum links that helped me work out the dual feedback
plus help from Andy and others off forum
wiki.linuxcnc.org/cgi-bin/wiki.pl?Combin..._Devices_On_One_Axis
forum.linuxcnc.org/10-advanced-configura...ectory-planner-et-al
and this forum post below
forum.linuxcnc.org/49-basic-configuratio...ndex?start=10#219431
copied and pasted from the post in case it gets lost
"I don't know if you're still stuck with homing only with the switches or if you solved it closing the loop with the encoders but here's a solution I did on one of our machines (a Mazak lathe) to overcome the problem of homing with index using open loop configuration.
As Peter says, it's not possible at the moment (version 2.8) for LinuxCNC to reset the counters to zero with an index pulse if you're using an open loop configuration with steppers or servos. This is because the index pulse resets the Mesa encoder counters by hardware if I understand it right.
But, I could find a simple way of solving this with pretty good results. Basically I bypassed the home switch on the final homing stage (when the homing uses the latch velocity) by means of detecting the joint.N.home-state of the joints on the machine. So my homing sequence is working only with home switchs, but when the time comes to do the final home switch tripping, I just use the index pulse to fool LCNC and get a more accurate homing. This is not as good as hardware counter reset, but it's working flawleslly (tested with a dial indicator). The best way to be sure the repetability is good is to use a really slow latching speed.
I hope this serves to anyone facing this problem. This shows again how HAL is amazing when it comes to adapt LCNC to basically anything.
Thanks as always to everyone!"
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- RotarySMP
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1628
- Thank you received: 595
27 Apr 2026 16:38 #345990
by RotarySMP
Replied by RotarySMP on topic Large FIL cnc machine retrofit. (12 ton larger maching running linuxcnc)
Wow, that is quite a beast of a machine!!! Please keep adding to this thread with your photos and experience with it. Great reading.
The following user(s) said Thank You: Becksvill
Please Log in or Create an account to join the conversation.
- Becksvill
- Offline
- Elite Member
-
Less
More
- Posts: 206
- Thank you received: 103
11 May 2026 08:39 #346325
by Becksvill
Replied by Becksvill on topic Large FIL cnc machine retrofit. (12 ton larger maching running linuxcnc)
machine progress has been going slowly but steadily
i used it for its first job today
Job for the local drilling rig large hunk of aluminium 300mm dia and 600mm long ish machined like 90 percent of it away in the big blue cnc lathe
then i used the FIl to machine a curve on the end and finally i used a smaller cnc mill to machine a big slot in it.
all machines run linuxcnc and they all just work with no issues
the Fil was accurate as with the linear scale. that's awesome
needed the FIL cnc as my other cnc mills didn't have enough z height.

machine worked nicely though it only has a top speed of 1800 rpm. I am used to 10000 rpm on the standard smaller cnc machines
cheers
i used it for its first job today
Job for the local drilling rig large hunk of aluminium 300mm dia and 600mm long ish machined like 90 percent of it away in the big blue cnc lathe
then i used the FIl to machine a curve on the end and finally i used a smaller cnc mill to machine a big slot in it.
all machines run linuxcnc and they all just work with no issues
the Fil was accurate as with the linear scale. that's awesome
needed the FIL cnc as my other cnc mills didn't have enough z height.
machine worked nicely though it only has a top speed of 1800 rpm. I am used to 10000 rpm on the standard smaller cnc machines
cheers
Attachments:
The following user(s) said Thank You: RotarySMP, akb1212, tommylight, rodw, reboots
Please Log in or Create an account to join the conversation.
- Other Stuff
- Show Your Stuff
- Large FIL cnc machine retrofit. (12 ton larger maching running linuxcnc)
Time to create page: 0.828 seconds