Retrofitting a 1986 Maho MH400E
- drimaropoylos
- Offline
- Elite Member
-

Less
More
- Posts: 265
- Thank you received: 40
06 Oct 2017 13:00 - 06 Oct 2017 13:01 #100000
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
Spindle at speed is an control input to LinuxCnc it is binary (1 or 0) if it is 0 than the LinuxCnc holds the feeds on all axis, if it is 1 than the motion is continued again. The encoder is fed directly to LinuxCnc, and LinuxCnc synchronizes the motion for every job that needs sinc motion with spindle.
John
John
Last edit: 06 Oct 2017 13:01 by drimaropoylos.
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
06 Oct 2017 13:14 - 06 Oct 2017 13:23 #100001
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
The VFD has a relay output spindle at speed, I can connect it to mesa and connect the two signals with “and” in hall file, or in ladder. The maho originally I don’t think that it had speed at speed, I think it had timers on the controller.
Last edit: 06 Oct 2017 13:23 by drimaropoylos.
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
06 Oct 2017 13:28 - 06 Oct 2017 13:29 #100003
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
I think that Spindle at speed is intended to be connected like this (to vfds), so LinuxCnc knows that the vfd has reached the commanded speed.
Last edit: 06 Oct 2017 13:29 by drimaropoylos.
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
06 Oct 2017 15:23 - 06 Oct 2017 15:26 #100013
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
www.linuxcnc.org/docs/2.4/html/examples_...cha:Spindle-Feedback
loadrt encoder num_chan=1
addf encoder.update-counters base-thread
addf encoder.capture-position servo-thread
setp encoder.0.position-scale 100
net spindle-position encoder.0.position => motion.spindle-revs
net spindle-velocity encoder.0.velocity => motion.spindle-speed-in
net spindle-index-enable encoder.0.index-enable <=> motion.spindle-index-enable
net spindle-phase-a encoder.0.phase-A
net spindle-phase-b encoder.0.phase-B
net spindle-index encoder.0.phase-Z
net spindle-phase-a <= parport.0.pin-10-in
net spindle-index <= parport.0.pin-11-in
Can I put on the setp encoder.0.position-scale instead of a number, a signal that is connected to an output off ladder to scale correct the selected gear. And not connect the index
John
loadrt encoder num_chan=1
addf encoder.update-counters base-thread
addf encoder.capture-position servo-thread
setp encoder.0.position-scale 100
net spindle-position encoder.0.position => motion.spindle-revs
net spindle-velocity encoder.0.velocity => motion.spindle-speed-in
net spindle-index-enable encoder.0.index-enable <=> motion.spindle-index-enable
net spindle-phase-a encoder.0.phase-A
net spindle-phase-b encoder.0.phase-B
net spindle-index encoder.0.phase-Z
net spindle-phase-a <= parport.0.pin-10-in
net spindle-index <= parport.0.pin-11-in
Can I put on the setp encoder.0.position-scale instead of a number, a signal that is connected to an output off ladder to scale correct the selected gear. And not connect the index
John
Last edit: 06 Oct 2017 15:26 by drimaropoylos.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1627
- Thank you received: 595
07 Oct 2017 07:12 #100034
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Thanks for the photos. Reminds me that I should also use my camera instead of the phone to post decent photos.
Why add encoders to the axis motors? Are you throwing out the Indramat?
If we need a spindle at speed signal to make the gearbox changing work, I'll just use a worst case time delay to simulate that, as I really dont want to get into replacing the MAHO relay based motor contro with a VFD at this time. Maybe down the road.
Mark
Why add encoders to the axis motors? Are you throwing out the Indramat?
If we need a spindle at speed signal to make the gearbox changing work, I'll just use a worst case time delay to simulate that, as I really dont want to get into replacing the MAHO relay based motor contro with a VFD at this time. Maybe down the road.
Mark
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
07 Oct 2017 14:32 #100042
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
Say that we cut something and while the g code is running we estimate that the spindle speed is to low or to hi, and we move the spindle slider on the Gmoccapy. The ladder will see change in the commanded speed, and it will start gear change immediately. If the controller won’t stop feed on all axis and stop the motor, then either the gear box will be destroyed because the speed is very hi for gear change, or the tool will break because the spindle is not rotate to remove material.
When the slider for commanded speed is moved or a spindle speed commanded from the gcode than we have to ensure that the spindle will slow down to a stop and none of the axis is moving. I believe this is “what spindle at speed” signal is doing, it pause the program until the “spindle at speed” is true again. So when the ladder sees a change in commanded spindle speed, it makes the “spindle at speed” false wait for the estimated time needed for the spindle to come to a full stop, make the gear change and make the “spindle at speed” true again for the program to continue.
John
When the slider for commanded speed is moved or a spindle speed commanded from the gcode than we have to ensure that the spindle will slow down to a stop and none of the axis is moving. I believe this is “what spindle at speed” signal is doing, it pause the program until the “spindle at speed” is true again. So when the ladder sees a change in commanded spindle speed, it makes the “spindle at speed” false wait for the estimated time needed for the spindle to come to a full stop, make the gear change and make the “spindle at speed” true again for the program to continue.
John
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
07 Oct 2017 14:45 #100044
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
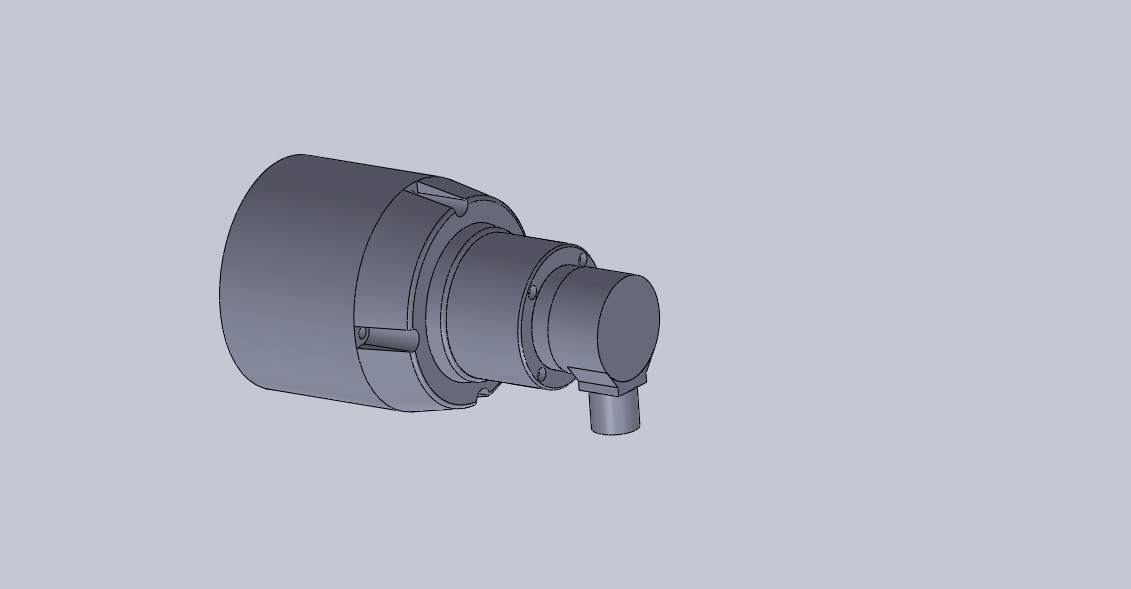
I will keep the indramat servo motors and driver. I will not remove the tachometers, I will connect the encoders like on the picture below.

Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
07 Oct 2017 17:07 - 07 Oct 2017 17:15 #100050
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Does your machine not have the Heidenhain LS403's and EXE? I heard that some MAHO's also have Phillips glass scales for which no one has yet produced a suitable A/D signal processor.
As long as I don't have a VFD installed, I was not going to activate LinuxCNC's spindle override capablity. If the spindle speed is wrong for a feature, I will only have the option of compensating with feed override, or pausing, backing out to a safe Z and changing gear.
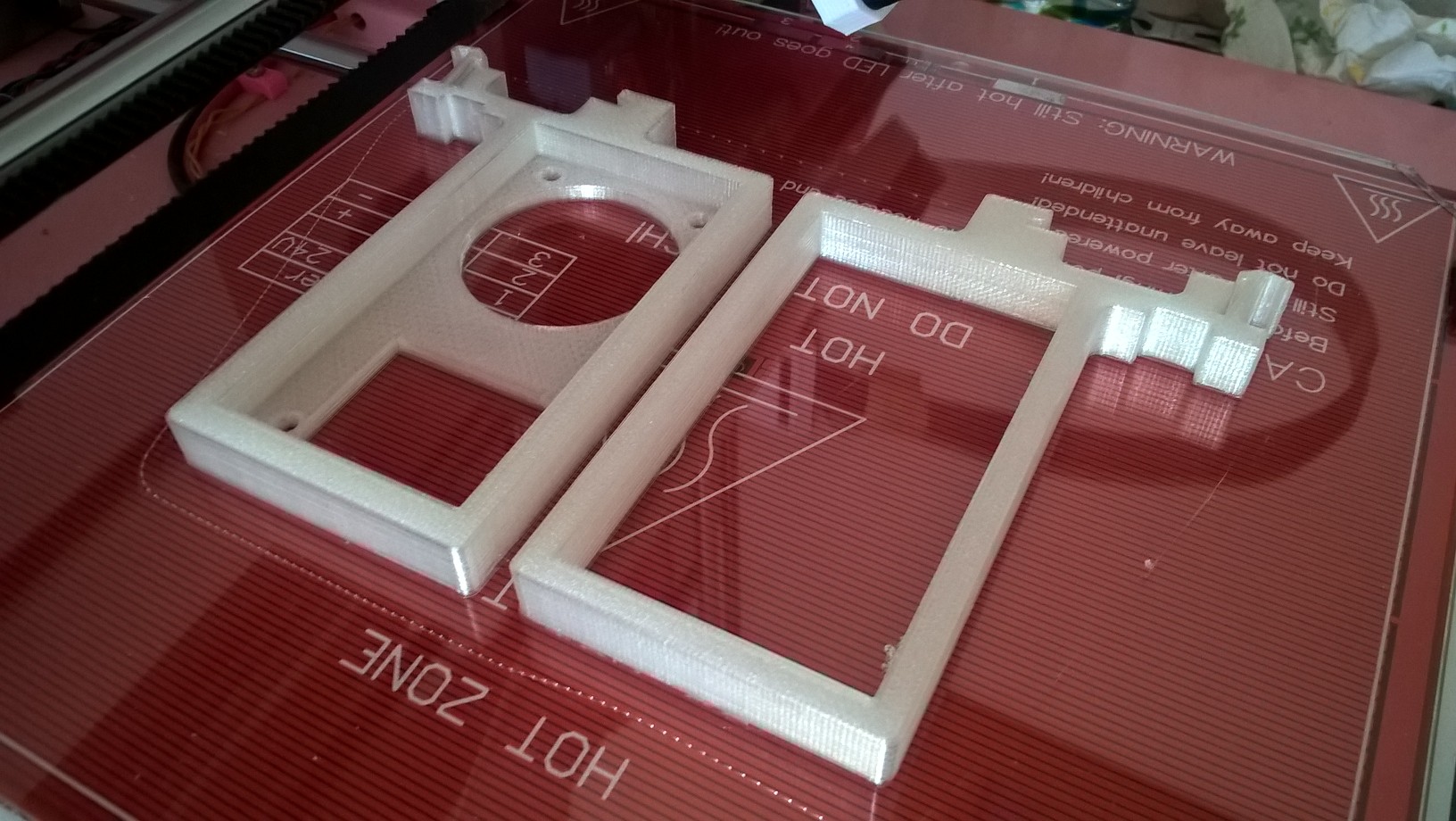
I printed out some brackets to mount the ITX PSU to DIN rail, but screwed up a couple of measurements and will have to print them again.
Mark
As long as I don't have a VFD installed, I was not going to activate LinuxCNC's spindle override capablity. If the spindle speed is wrong for a feature, I will only have the option of compensating with feed override, or pausing, backing out to a safe Z and changing gear.
I printed out some brackets to mount the ITX PSU to DIN rail, but screwed up a couple of measurements and will have to print them again.
Mark
Last edit: 07 Oct 2017 17:15 by RotarySMP.
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
07 Oct 2017 17:14 #100051
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
I don’t know what scales had from the manufacturer, the previous owner had start the retrofit end had placed new scales with quadrature output.
John
John
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
07 Oct 2017 17:23 #100053
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
3d printer… nice thing to have.
John
John
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.601 seconds