Retrofitting a 1986 Maho MH400E
- hanmon
- Offline
- Senior Member
-

Less
More
- Posts: 73
- Thank you received: 23
23 Jan 2020 15:44 #155553
by hanmon
Replied by hanmon on topic Retrofitting a 1986 Maho MH400E
@Mark: literally ROFL ")
I'm really excited.
Put everything back together and the Axis works like a charme.
It runs MUCH smoother than before and even the 1/1000 digit doesn't wobble anymore.
Of course, here are the pics.
Do NOT lose the soft inserts (Aluminium):

Ballscrew back in place:
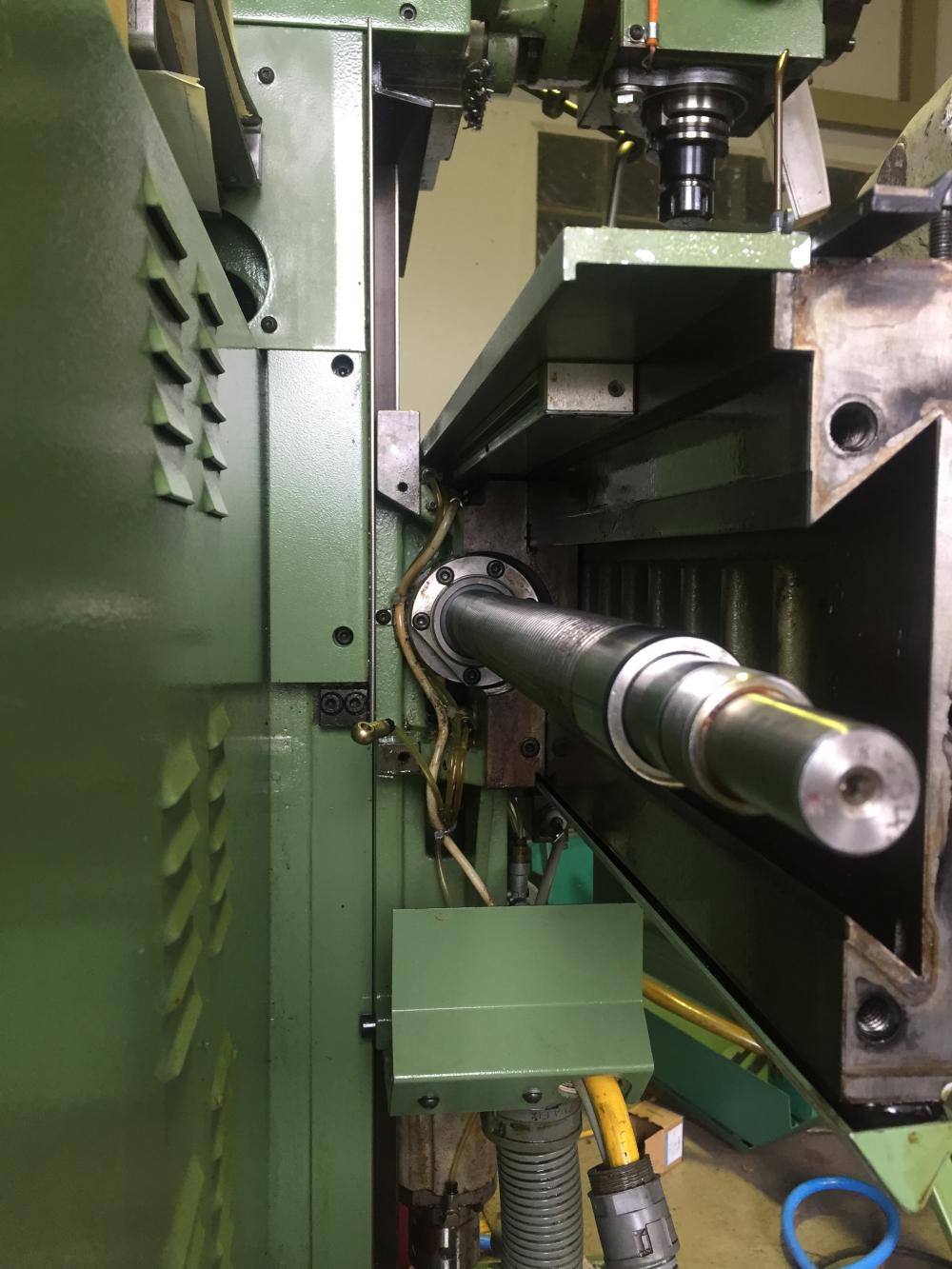
A LOT of oil pured out of the cable-tube:

Torque-wrenched the screws to 15Nm,
I don't trust the regular 10Nm for M6 8.8 :

Turned an Aluminium protection bushing:
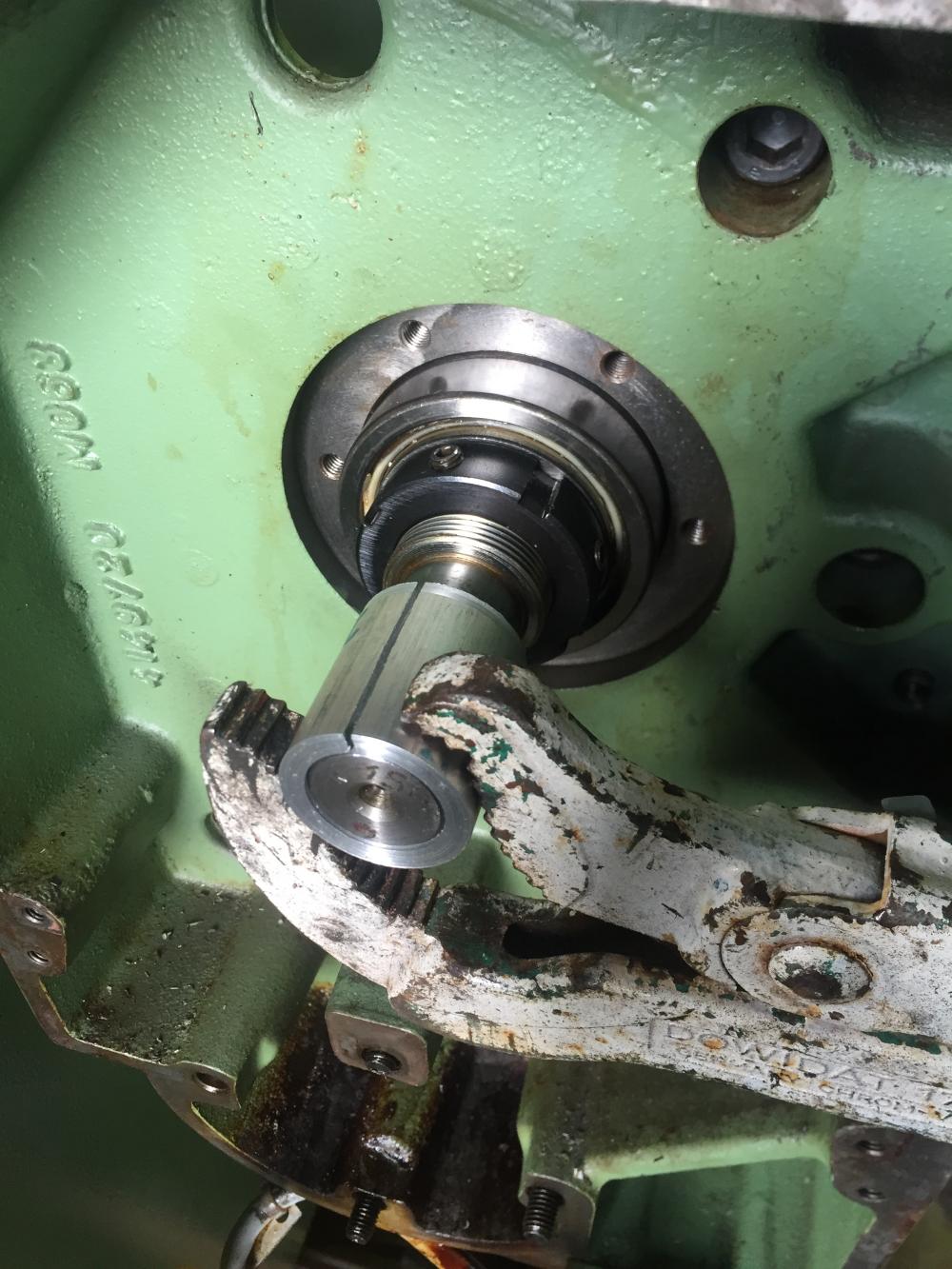
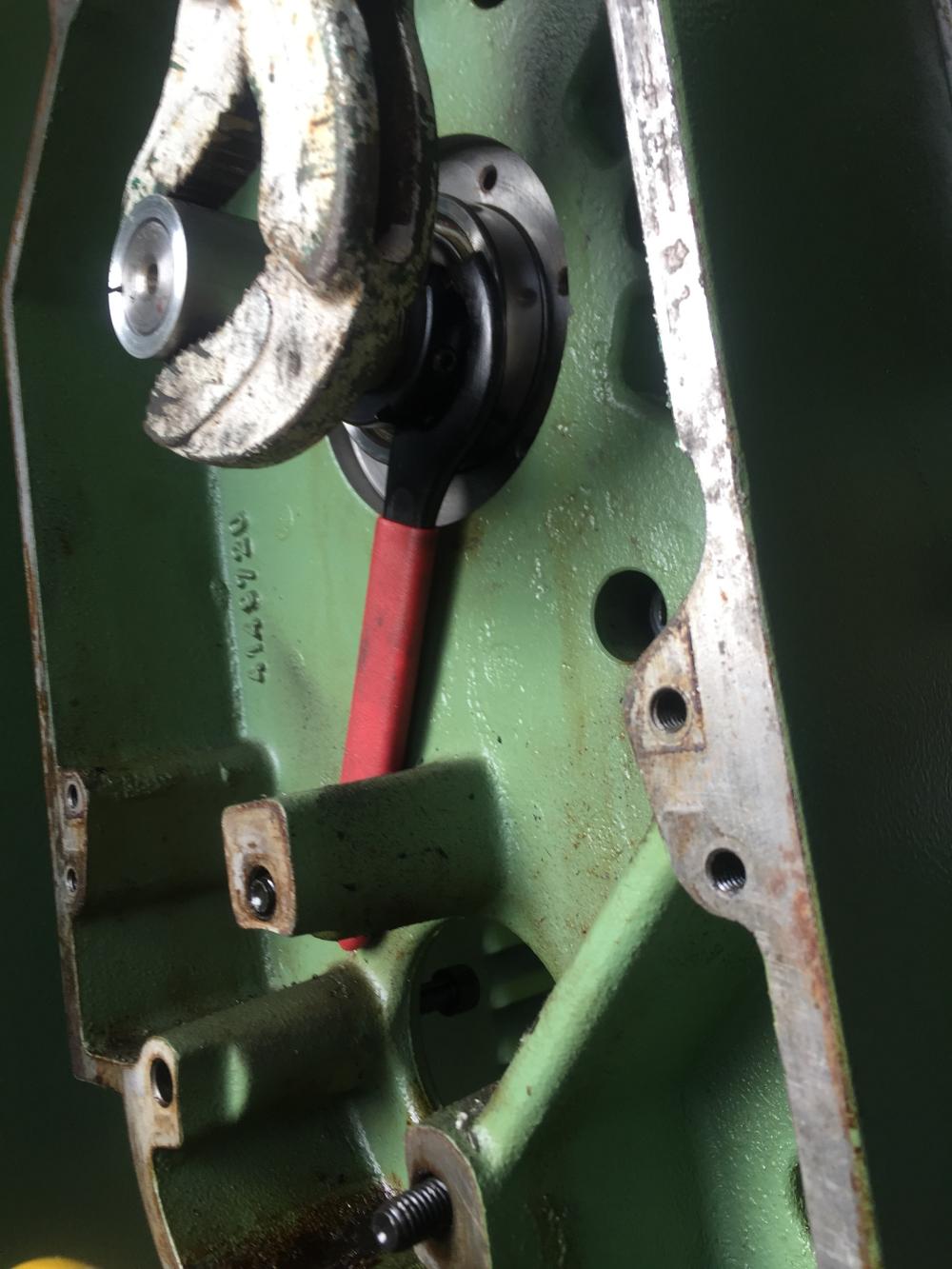
Scratched a marking:

I'm really excited.
Put everything back together and the Axis works like a charme.
It runs MUCH smoother than before and even the 1/1000 digit doesn't wobble anymore.
Of course, here are the pics.
Do NOT lose the soft inserts (Aluminium):
Ballscrew back in place:
A LOT of oil pured out of the cable-tube:
Torque-wrenched the screws to 15Nm,
I don't trust the regular 10Nm for M6 8.8 :
Turned an Aluminium protection bushing:
Scratched a marking:
The following user(s) said Thank You: RotarySMP, J Green
Please Log in or Create an account to join the conversation.
- hanmon
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 23
23 Jan 2020 15:48 #155554
by hanmon
Replied by hanmon on topic Retrofitting a 1986 Maho MH400E
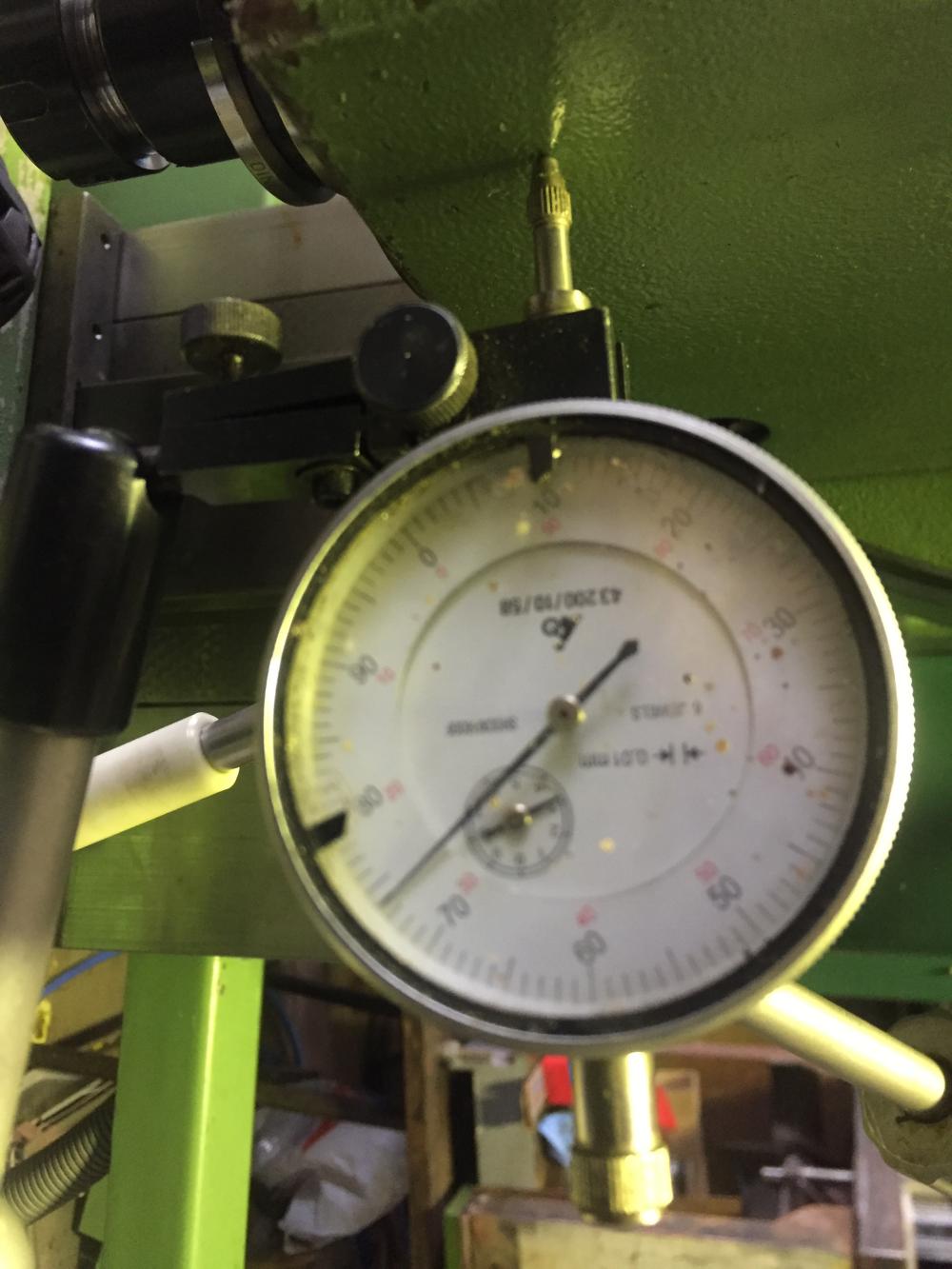
The play is now between 0.02mm and 0.04mm:

When everything is apart, why not clean the glass-scale with brake-cleaner
and Air:


Checked lubrication is working:

When everything is apart, why not clean the glass-scale with brake-cleaner
and Air:
Checked lubrication is working:
Attachments:
The following user(s) said Thank You: J Green
Please Log in or Create an account to join the conversation.
- hanmon
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 23
23 Jan 2020 16:00 #155556
by hanmon
Replied by hanmon on topic Retrofitting a 1986 Maho MH400E
I'm seriously considering changing the balls in the other spindles, too.
I will check and adjust the wedges, measure a lot and then decide how to go on.
For now I'm really happy !!!
Cheers
I will check and adjust the wedges, measure a lot and then decide how to go on.
For now I'm really happy !!!
Cheers
The following user(s) said Thank You: J Green
Please Log in or Create an account to join the conversation.
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1633
- Thank you received: 595
23 Jan 2020 16:05 #155557
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Stop screwing around already ")
But seriously, it is is cool to see a successful tranformation of a probelmatic machine to one running correctly.
Mark
But seriously, it is is cool to see a successful tranformation of a probelmatic machine to one running correctly.
Mark
Please Log in or Create an account to join the conversation.
- J Green
- Offline
- Elite Member
-

Less
More
- Posts: 164
- Thank you received: 24
23 Jan 2020 18:27 #155563
by J Green
Replied by J Green on topic Retrofitting a 1986 Maho MH400E
Hi Mark
The manual rotary table will also tilt front to back and swivel side to side . They came with 2 dial indicators for resetting the tilt and swivel . The tilt and swivel is of a limited amount compared to the table rotation.
Tilt - swivel - rotate sure helps preserve usable part volume machining capacity and allows clamping a part on the table to be much easier. Compared to the rigid / straight table there is a reduction in X axis table length. The rotary swivelling table can reduce interpolation machining cusp.
Do you have any suggestions about how to incorporate a ROD 271 into Linux CNC. What is needed for the INI an HAL files? The reference mark would need a way to incorporate a fixed - constant offset from a zero position reference. MAHO just dialed the zero point reference offset into the machine constants.
Thanks
Bob
The manual rotary table will also tilt front to back and swivel side to side . They came with 2 dial indicators for resetting the tilt and swivel . The tilt and swivel is of a limited amount compared to the table rotation.
Tilt - swivel - rotate sure helps preserve usable part volume machining capacity and allows clamping a part on the table to be much easier. Compared to the rigid / straight table there is a reduction in X axis table length. The rotary swivelling table can reduce interpolation machining cusp.
Do you have any suggestions about how to incorporate a ROD 271 into Linux CNC. What is needed for the INI an HAL files? The reference mark would need a way to incorporate a fixed - constant offset from a zero position reference. MAHO just dialed the zero point reference offset into the machine constants.
Thanks
Bob
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
23 Jan 2020 22:45 - 23 Jan 2020 22:53 #155586
by drimaropoylos
linuxcnc.org/docs/2.6/html/config/ini_config.html
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
HOME_OFFSET = 0.0 - The axis position of the home switch or index pulse, in machine units. When the home point is found during the homing process, this is the position that is assigned to that point. When sharing home and limit switches and using a home sequence that will leave the home/limit switch in the toggled state the home offset can be used define the home switch position to be other than 0 if your HOME position is desired to be 0.Hi Mark
Do you have any suggestions about how to incorporate a ROD 271 into Linux CNC. What is needed for the INI an HAL files? The reference mark would need a way to incorporate a fixed - constant offset from a zero position reference. MAHO just dialed the zero point reference offset into the machine constants.
Thanks
Bob
linuxcnc.org/docs/2.6/html/config/ini_config.html
Last edit: 23 Jan 2020 22:53 by drimaropoylos.
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
23 Jan 2020 22:50 - 23 Jan 2020 22:55 #155588
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
In your ini_config.txt you have to set that parameter.
John
John
Last edit: 23 Jan 2020 22:55 by drimaropoylos.
Please Log in or Create an account to join the conversation.
- J Green
- Offline
- Elite Member
-
Less
More
- Posts: 164
- Thank you received: 24
24 Jan 2020 01:41 #155614
by J Green
Replied by J Green on topic Retrofitting a 1986 Maho MH400E
Hi John
Thank you for the answer.
Bob
Thank you for the answer.
Bob
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1633
- Thank you received: 595
24 Jan 2020 09:12 - 24 Jan 2020 09:17 #155637
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Assuming you will be wiring in the rotary tables ROD encoder into the fourth axis encoder input of the MESA 7i77 connector TB4 pins 1-8, and configuring the GUI to display the fourth axis. Not sure how happy the GUI and LinuxCNC is going to be about diplaying a manual axis, especially, whether it will error out if you hit the GUI's C AXIS jog button, although there is no motion control connection?
I am pretty crap at the HAL/INI config stuff but let me throw out my ideas, and maybe Andy or one of the other HAL Jedi's can correct this...
In the INI:
[DISPLAY]
GEOMETRY = xyzc
[TRAJ]
AXES = 4
COORDINATES = X Y Z C
[AXIS_3]
TYPE = ROTARY
HOME = 0
ENCODER_SCALE = 1000 ; or whatever it is.
OUTPUT_SCALE = 10 ; You'll have to work all these values out for your machine.
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -1
MAX_LIMIT = 400
HOME_OFFSET = 0
HOME_USE_INDEX = YES
HOME_SEQUENCE = 2
; So after LINUXCNC homes the linear axis's it'll sit and wait till you home the C Axis.
In the HAL:
loadrt hm2_pci config=" num_encoders=4 num_pwmgens=0 num_stepgens=0 sserial_port_0=300xxx"
#*******************
# AXIS C
#*******************
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.03.counter-mode 0
setp hm2_5i25.0.encoder.03.filter 1
setp hm2_5i25.0.encoder.03.index-invert 0
setp hm2_5i25.0.encoder.03.index-mask 0
setp hm2_5i25.0.encoder.03.index-mask-invert 1
setp hm2_5i25.0.encoder.03.scale [AXIS_3]ENCODER_SCALE
net c-pos-fb <= hm2_5i25.0.encoder.03.position
net c-vel-fb <= hm2_5i25.0.encoder.03.velocity
net c-pos-fb => axis.0.motor-pos-fb
net c-index-enable axis.3.index-enable <=> hm2_5i25.0.encoder.03.index-enable
net c-pos-rawcounts <= hm2_5i25.0.encoder.03.rawcounts
# ---setup home / limit switch signals---
net home-c => axis.3.home-sw-in
net c-neg-limit => axis.3.neg-lim-sw-in
net c-pos-limit => axis.3.pos-lim-sw-in
I am pretty crap at the HAL/INI config stuff but let me throw out my ideas, and maybe Andy or one of the other HAL Jedi's can correct this...
In the INI:
[DISPLAY]
GEOMETRY = xyzc
[TRAJ]
AXES = 4
COORDINATES = X Y Z C
[AXIS_3]
TYPE = ROTARY
HOME = 0
ENCODER_SCALE = 1000 ; or whatever it is.
OUTPUT_SCALE = 10 ; You'll have to work all these values out for your machine.
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -1
MAX_LIMIT = 400
HOME_OFFSET = 0
HOME_USE_INDEX = YES
HOME_SEQUENCE = 2
; So after LINUXCNC homes the linear axis's it'll sit and wait till you home the C Axis.
In the HAL:
loadrt hm2_pci config=" num_encoders=4 num_pwmgens=0 num_stepgens=0 sserial_port_0=300xxx"
#*******************
# AXIS C
#*******************
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.03.counter-mode 0
setp hm2_5i25.0.encoder.03.filter 1
setp hm2_5i25.0.encoder.03.index-invert 0
setp hm2_5i25.0.encoder.03.index-mask 0
setp hm2_5i25.0.encoder.03.index-mask-invert 1
setp hm2_5i25.0.encoder.03.scale [AXIS_3]ENCODER_SCALE
net c-pos-fb <= hm2_5i25.0.encoder.03.position
net c-vel-fb <= hm2_5i25.0.encoder.03.velocity
net c-pos-fb => axis.0.motor-pos-fb
net c-index-enable axis.3.index-enable <=> hm2_5i25.0.encoder.03.index-enable
net c-pos-rawcounts <= hm2_5i25.0.encoder.03.rawcounts
# ---setup home / limit switch signals---
net home-c => axis.3.home-sw-in
net c-neg-limit => axis.3.neg-lim-sw-in
net c-pos-limit => axis.3.pos-lim-sw-in
Last edit: 24 Jan 2020 09:17 by RotarySMP.
The following user(s) said Thank You: J Green
Please Log in or Create an account to join the conversation.
- J Green
- Offline
- Elite Member
-
Less
More
- Posts: 164
- Thank you received: 24
24 Jan 2020 18:21 #155663
by J Green
Replied by J Green on topic Retrofitting a 1986 Maho MH400E
Hi Mark
A Big Thank You !
Being able to display the manually positioned rotary table will be extremely useful. I can't think of any other MAHO accessories where this is needed , but feel people will be making some neat stuff that can benefit.
Maybe the boat building kiwi will find this useful .
Cheers
Bob
A Big Thank You !
Being able to display the manually positioned rotary table will be extremely useful. I can't think of any other MAHO accessories where this is needed , but feel people will be making some neat stuff that can benefit.
Maybe the boat building kiwi will find this useful .
Cheers
Bob
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.648 seconds