Dimensions Slightly Off
- sandersjrs
- Offline
- New Member
-

Less
More
- Posts: 16
- Thank you received: 1
17 Jul 2024 18:03 #305519
by sandersjrs
Replied by sandersjrs on topic Dimensions Slightly Off
Same behavior when oriented on the other axis:
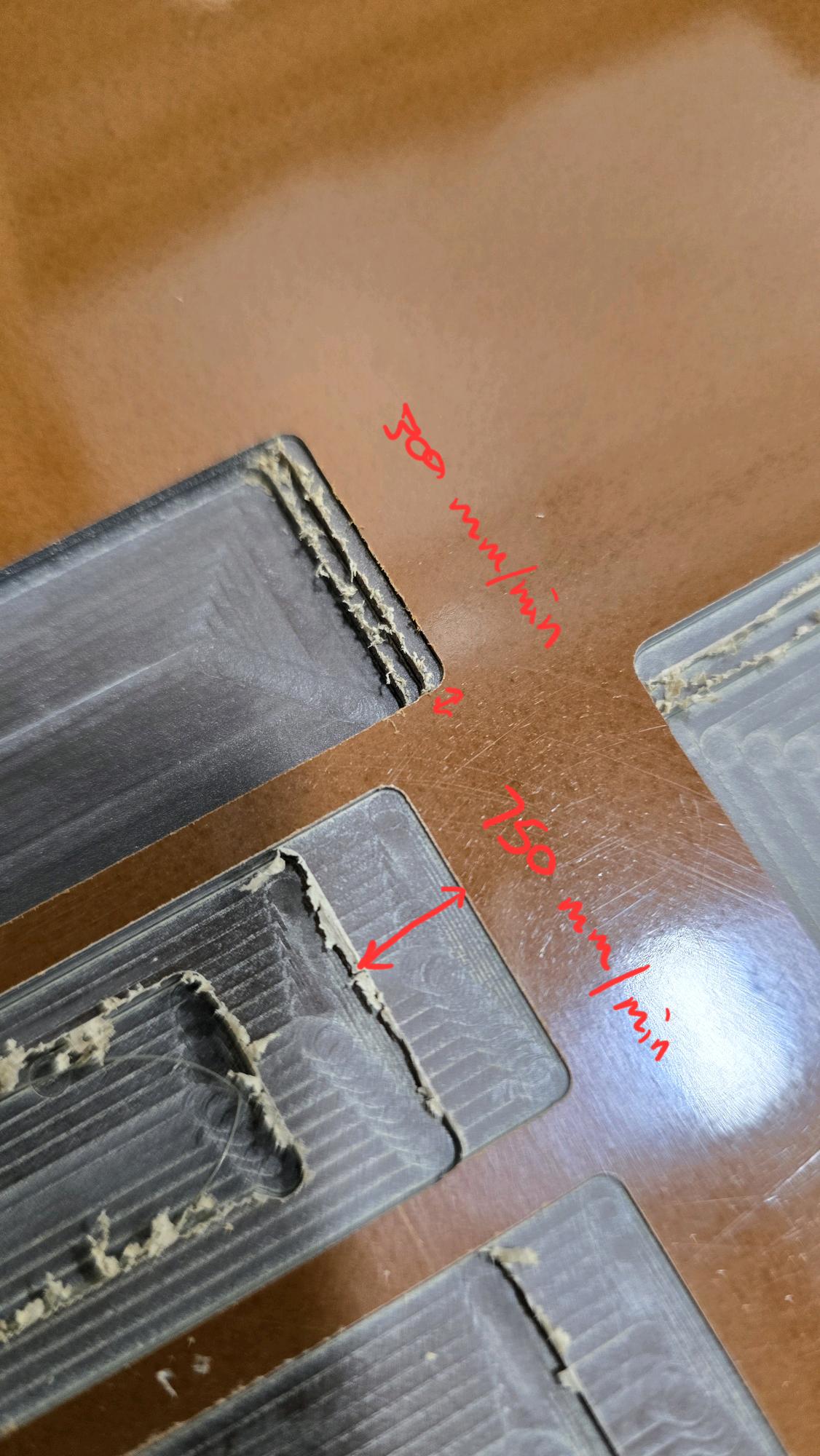
Note the difference between the first and second layers, show by the red arrows.
Background on PC/LinuxCNC setup: We bought an ASRock q1900b-itx to install. When I retrofit the router to use LinuxCNC via this board, it kept giving latency errors. Next to our router, we have a LinuxCNC mill that uses a different computer (not sure the model on that, but same LinuxCNC version). It's never had latency problems and the mill has always worked, so I switched over to that computer and set up the router and keep getting these same skipping issues (again, issues that are not present on the mill that uses the same computer). The router itself has never had this kind of issue on the old RichAuto controller, so it just started having this problem when I set it up with LinuxCNC (started about a week ago). We use this router all the time, it's not like it was sitting in the shop unused for a long time before setting up.
Note the difference between the first and second layers, show by the red arrows.
Background on PC/LinuxCNC setup: We bought an ASRock q1900b-itx to install. When I retrofit the router to use LinuxCNC via this board, it kept giving latency errors. Next to our router, we have a LinuxCNC mill that uses a different computer (not sure the model on that, but same LinuxCNC version). It's never had latency problems and the mill has always worked, so I switched over to that computer and set up the router and keep getting these same skipping issues (again, issues that are not present on the mill that uses the same computer). The router itself has never had this kind of issue on the old RichAuto controller, so it just started having this problem when I set it up with LinuxCNC (started about a week ago). We use this router all the time, it's not like it was sitting in the shop unused for a long time before setting up.
Attachments:
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21653
- Thank you received: 7398
17 Jul 2024 18:13 #305520
by tommylight
Replied by tommylight on topic Dimensions Slightly Off
What voltage is the power supply?
Try speed at 200 and 100.
Try speed at 200 and 100.
Please Log in or Create an account to join the conversation.
- sandersjrs
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 1
17 Jul 2024 18:24 #305523
by sandersjrs
Replied by sandersjrs on topic Dimensions Slightly Off
The power supply powering the drivers is 24 V. Note that when I set it up for LinuxCNC, I added a 5V power supply (for the breakout board) that just pulled off/shares the A/C leads going into the 24V supply.
Will try those speeds.
Will try those speeds.
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-
Less
More
- Posts: 17927
- Thank you received: 5252
17 Jul 2024 19:31 - 17 Jul 2024 19:34 #305528
by PCW
Replied by PCW on topic Dimensions Slightly Off
You set up a new system with LinuxCNC 2.5?
I guess a Breakout board/parallel port/cabling issue is possible as well
I guess a Breakout board/parallel port/cabling issue is possible as well
Last edit: 17 Jul 2024 19:34 by PCW.
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-

Less
More
- Posts: 11965
- Thank you received: 4077
17 Jul 2024 19:35 - 17 Jul 2024 19:36 #305529
by rodw
Replied by rodw on topic Dimensions Slightly Off
This is a fairly drastic solution but using a 48 volt power supply will more than double torque (but you would need to replace the drivers with a DM542 or similar). That will certainly fix any missing steps.
I don't know why these Chinese machines only use 24v. We are in the process of retrofitting a 2400mm x 1200mm plasma table with rack and pinion drives and a 24 volt power supply. We are replacing the motors of unknown origin with quality ones, adding 5:1 planetary gearboxes and using Lam Technologies Stepper drivers with a 60 volt AC power supply. We use a Mesa 7i76e. We expect rapids to increase from 5 m/min to 25 m/min or higher.
I don't know why these Chinese machines only use 24v. We are in the process of retrofitting a 2400mm x 1200mm plasma table with rack and pinion drives and a 24 volt power supply. We are replacing the motors of unknown origin with quality ones, adding 5:1 planetary gearboxes and using Lam Technologies Stepper drivers with a 60 volt AC power supply. We use a Mesa 7i76e. We expect rapids to increase from 5 m/min to 25 m/min or higher.
Last edit: 17 Jul 2024 19:36 by rodw.
Please Log in or Create an account to join the conversation.
- sandersjrs
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 1
17 Jul 2024 19:43 #305531
by sandersjrs
Replied by sandersjrs on topic Dimensions Slightly Off
I believe both computers were bought and LinuxCNC installed at the same time, the ASRock was not used until we tried to set up the router. The mill has been running LinuxCNC for a long time.
Please Log in or Create an account to join the conversation.
- sandersjrs
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 1
17 Jul 2024 19:44 #305532
by sandersjrs
Replied by sandersjrs on topic Dimensions Slightly Off
But why would 24V work just fine with the old controller? What difference does the new controller make to where we are all of the sudden skipping steps?
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21653
- Thank you received: 7398
17 Jul 2024 21:22 #305541
by tommylight
Replied by tommylight on topic Dimensions Slightly Off
If the same drives are used, and the same motors, and if everything worked before, forget the power supply for now.
In the ini file, set acceleration to 100 for all axis, set the max velocity to 10 for all axis, do some tests.
Any improvement?
In the ini file, set acceleration to 100 for all axis, set the max velocity to 10 for all axis, do some tests.
Any improvement?
Please Log in or Create an account to join the conversation.
- ississ
-

- Offline
- Senior Member
-

Less
More
- Posts: 68
- Thank you received: 25
18 Jul 2024 11:34 #305569
by ississ
Replied by ississ on topic Dimensions Slightly Off
Check also steplen, stepspace, dirhold and dirsetup values.
Some of those may be too short and then you lose steps
Some of those may be too short and then you lose steps
Please Log in or Create an account to join the conversation.
- sandersjrs
- Offline
- New Member
-
Less
More
- Posts: 16
- Thank you received: 1
18 Jul 2024 17:38 - 18 Jul 2024 17:42 #305582
by sandersjrs
Replied by sandersjrs on topic Dimensions Slightly Off
Update:
Slowing it down worked pretty ok, it was still skipping enough to make a fingernail-width ledge on the skipping axis. I thought that maybe I was getting some interference, and turns out I had forgotten to connect some shield wires to ground. I connected them as close as I could to the signal wires, and that helped immensely. I can still feel a skip every once in a while, and on longer (>15 cm) moves it still has a slight ledge or "lip" from where it is not travelling to where it should on each layer - but it seems to be good enough. If there's any ideas to get rid of that skipping once and for all, please let me know. Note that it does not seem to skip when it's not running gcode. I can jog at the same speed with the spindle on and putting ~15 lbs of force against it and it travels right to the end of each axis and back perfectly.
For steplen, stepspace, dirhold and dirsetup values, I upped those to 30000 each just to be safe with not a lot of improvement. Should they be higher? These are pretty old drivers.
Switched back to the first computer (see comment above) and I'm still getting rtapi realtime delay errors (was not getting these errors when it was connected to the mill computer with a base thread of 21000). My max jitter from the latency test was about 25000, but that value did not work, and neither does 35000 where it currently is set at. Maybe I'll run the latency test for an hour or so and see what that gets me.
Slowing it down worked pretty ok, it was still skipping enough to make a fingernail-width ledge on the skipping axis. I thought that maybe I was getting some interference, and turns out I had forgotten to connect some shield wires to ground. I connected them as close as I could to the signal wires, and that helped immensely. I can still feel a skip every once in a while, and on longer (>15 cm) moves it still has a slight ledge or "lip" from where it is not travelling to where it should on each layer - but it seems to be good enough. If there's any ideas to get rid of that skipping once and for all, please let me know. Note that it does not seem to skip when it's not running gcode. I can jog at the same speed with the spindle on and putting ~15 lbs of force against it and it travels right to the end of each axis and back perfectly.
For steplen, stepspace, dirhold and dirsetup values, I upped those to 30000 each just to be safe with not a lot of improvement. Should they be higher? These are pretty old drivers.
Switched back to the first computer (see comment above) and I'm still getting rtapi realtime delay errors (was not getting these errors when it was connected to the mill computer with a base thread of 21000). My max jitter from the latency test was about 25000, but that value did not work, and neither does 35000 where it currently is set at. Maybe I'll run the latency test for an hour or so and see what that gets me.
Last edit: 18 Jul 2024 17:42 by sandersjrs.
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 1.062 seconds