Gcode went wrong
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19879
- Thank you received: 4643
26 Dec 2018 21:45 #122928
by andypugh
Replied by andypugh on topic Gcode went wrong
Try an XY move after the G41.
Please Log in or Create an account to join the conversation.
- jbraun
- Offline
- Senior Member
-

Less
More
- Posts: 65
- Thank you received: 15
26 Dec 2018 23:11 #122935
by jbraun
Replied by jbraun on topic Gcode went wrong
Hi Mane
It's as Andy said, a minor change gets rid of the error.The difference between G61 and G64 it may a good read. My apologies if you're already aware of those codes.
While the rest of the household was watching the Die Hard marathon I did a little blog post on cutter comp.
I am not an expert on the topic but maybe there's something useful there.
steppingintocnc.blogspot.com/2018/12/eas...er-compensation.html
*moderators: if linking to a personal blog is out of bounds removing the link causes no hard feelings
It's as Andy said, a minor change gets rid of the error.
G21 G17 G40 G49 G61 G90 G54
F56
G0 Z5
G0 X-20 Y-20
G1 Z1
G41 D10
G1 X0.5 Y0.5
G1 X0.5 Y24.5
G1 X56.5 Y24.5
G1 X56.5 Y0.5
G1 X0.5 Y0.5
M30While the rest of the household was watching the Die Hard marathon I did a little blog post on cutter comp.
I am not an expert on the topic but maybe there's something useful there.
steppingintocnc.blogspot.com/2018/12/eas...er-compensation.html
*moderators: if linking to a personal blog is out of bounds removing the link causes no hard feelings
Please Log in or Create an account to join the conversation.
- mane
- Offline
- Senior Member
-
Less
More
- Posts: 46
- Thank you received: 1
27 Dec 2018 14:15 - 27 Dec 2018 14:16 #122958
by mane
Replied by mane on topic Gcode went wrong
With XY move directly after G41 the program works without failure. Is this a bug?
Thanks.
Thanks.
G21 G17 G40 G49 G61 G90 G54
F56
G0 Z5
G0 X-20 Y-20
G1 Z1
G41 X-15 Y-15 D10
G1 X0.5 Y0.5
G1 X0.5 Y24.5
G1 X56.5 Y24.5
G1 X56.5 Y0.5
G1 X0.5 Y0.5
M30
Last edit: 27 Dec 2018 14:16 by mane. Reason: spelling corrected
Please Log in or Create an account to join the conversation.
- mane
- Offline
- Senior Member
-
Less
More
- Posts: 46
- Thank you received: 1
03 Jan 2019 14:31 #123405
by mane
Replied by mane on topic Gcode went wrong
I tried to start the g-code several times but something is wrong.
I use the AXIS GUI and followed this sequence described in the documentation under 4.1.2.1
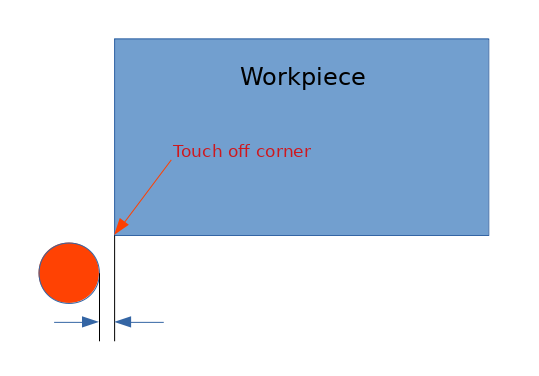
After homing the axes and loading the g-code i touch off the workpiece in x,y,z each 0.000 mm with G54
Then i run the program line by line. But at line "G41 X0 D10" there is an offset of about 5mm as shown in the picture.
I use the AXIS GUI and followed this sequence described in the documentation under 4.1.2.1
After homing the axes and loading the g-code i touch off the workpiece in x,y,z each 0.000 mm with G54
Then i run the program line by line. But at line "G41 X0 D10" there is an offset of about 5mm as shown in the picture.
G17 G21 G40 G61 G54 F200
#1 = 56
#2 = 24
G0 Z3
G0 X-20 Y-20
G0 Z-5
G41 X0 D10
....Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-

Less
More
- Posts: 532
- Thank you received: 235
03 Jan 2019 19:11 #123421
by MaHa
Replied by MaHa on topic Gcode went wrong
If your touch off tool has radius greater 0 . Then this radius must be entered on touch off. Tool centerpoint should be on X0 Y0. Retract Z, G0 G54 X0 Y0 to check. After your cutter compensation is applied. If you don't want toolchange M6, maybe at least load Tool M61 Q10. Then this tooldata will be respected, using G43, G41, G42. Possibly reducing source for faults.
Please Log in or Create an account to join the conversation.
- mane
- Offline
- Senior Member
-
Less
More
- Posts: 46
- Thank you received: 1
04 Jan 2019 11:48 #123465
by mane
Replied by mane on topic Gcode went wrong
Thanks a lot. Now its working.
Please Log in or Create an account to join the conversation.
Time to create page: 0.484 seconds