Boxford 125 lathe Tool Changer Comp FERROR (SOLVED)
- Mike_Eitel
-

- Offline
- Platinum Member
-

- Posts: 1159
- Thank you received: 185
MAX_ACCELERATION = 5 and STEPGEN_MAXACCEL = 5
Maybe a bit higher value (6) for stepgen does the job?
Mike
Please Log in or Create an account to join the conversation.
I dont see that you have somewhere backlash compensation BUT I see the same 5
MAX_ACCELERATION = 5 and STEPGEN_MAXACCEL = 5
Maybe a bit higher value (6) for stepgen does the job?
Mike
Mike thanks for helping.
If you have the time could you look over the post from the beginning. I have done some Halscope plots
I have tried all sorts of values this is the previous one forum.linuxcnc.org/38-general-linuxcnc-q...error?start=0#187119
I am trying to set up a toolchanger on a small Boxford.
The following error happens after the A axis moves 1 unit ie. G1 A1 F2 is ok but A1.1 will error
I am not sure if I am using the correct comp or even using the turret as an A axis. I have tried it with changing the TYPE = ANGULAR to LINEAR. if I remember before I found the comp I could jog it around using a Y axis.
In the ini file I am using X,Z,A with 3 stepgens I am using stepgens 0,2,3 . I have 4 loaded in the hal file
Will missing one out create a problem?
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-
- Offline
- Platinum Member
-
- Posts: 1159
- Thank you received: 185
Mike
Please Log in or Create an account to join the conversation.
The comp is this one. it can be opened with a txt editor it has instructions and I compiled it.I do not understand your comp but when i see the diagram i'm asking myself how is feedback of the movement done? Who tells stepgen how many steps to do and who controls that stepgen generated enough pulses?
Mike
There is also a readme file.
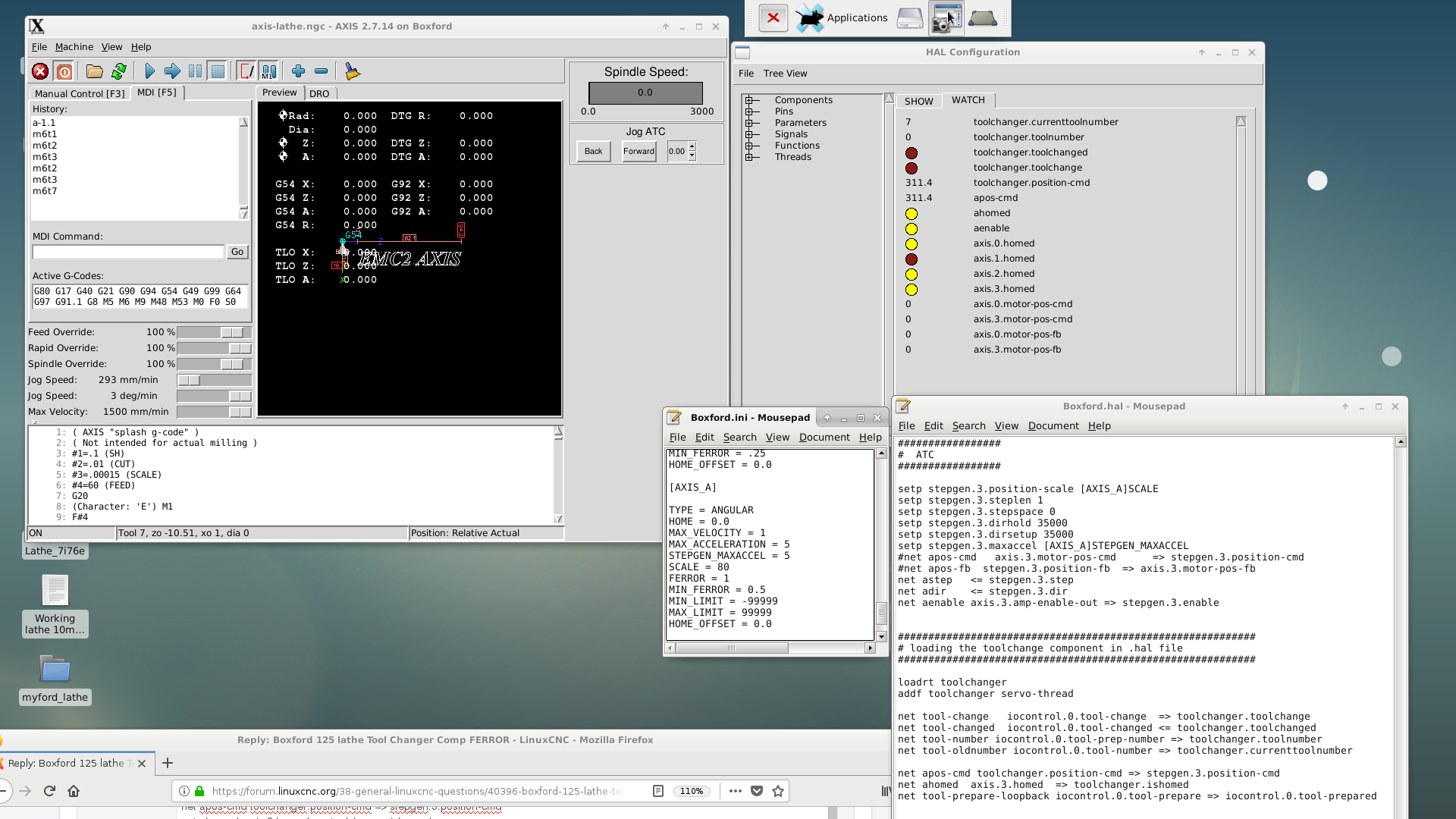
I have used halshow and I can see the various pins like toolchanger , toolnumber etc that side of things seems to work.
but I cannot move the turret more that one unit. Disclosure I see the DTG on the dro show 1 unit but not the A axis I do see the counts in halshow apos-cmd toolchanger.position-cmd but not axis.3.motor-pos-cmd. So I know I have some more wiring in hal to do
I am using the word unit as I am not sure if it is degrees or mm
Attachments:
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-
- Offline
- Platinum Member
-
- Posts: 1159
- Thank you received: 185
Axis pins are in my understanding part of a n dimensional motion planer.
What you need in my eyes to move your turret is a component to generate steps. I think this is independent from motion planning and i guess it can be done by stepgen.
I can not help you furtheron.
Please Log in or Create an account to join the conversation.
Sorry, but i do not understand why the axis A should be the moving componend of a toolchanger.
Axis pins are in my understanding part of a n dimensional motion planer.
What you need in my eyes to move your turret is a component to generate steps. I think this is independent from motion planning and i guess it can be done by stepgen.
I can not help you furtheron.
Mike. The turret is driven by a stepper motor and need to move it about 45' and then back a short way to lock it.
Thanks for your help.
Please Log in or Create an account to join the conversation.

### must unlink these 2 to access stepgen.3.position-cmd
### and prevent continual following errors if motor-pos-fb left linked
#net apos-cmd axis.3.motor-pos-cmd => stepgen.3.position-cmd
#net apos-fb stepgen.3.position-fb => axis.3.motor-pos-fb
You have:
setp stepgen.3.maxaccel [AXIS_A]STEPGEN_MAXACCEL
net apos-cmd => stepgen.3.position-cmd
net apos-fb stepgen.3.position-fb => axis.3.motor-pos-fb
Maybe try to comment out net apos-fb stepgen.3.position-fb => axis.3.motor-pos-fb ?
Please Log in or Create an account to join the conversation.
In the comp file I read
### must unlink these 2 to access stepgen.3.position-cmd
### and prevent continual following errors if motor-pos-fb left linked
#net apos-cmd axis.3.motor-pos-cmd => stepgen.3.position-cmd
#net apos-fb stepgen.3.position-fb => axis.3.motor-pos-fb
You have:
setp stepgen.3.maxaccel [AXIS_A]STEPGEN_MAXACCEL
net apos-cmd => stepgen.3.position-cmd
net apos-fb stepgen.3.position-fb => axis.3.motor-pos-fb
maybe try to comment out net apos-fb stepgen.3.position-fb => axis.3.motor-pos-fb ?
Yes I tried that last night:-
setp stepgen.3.position-scale [AXIS_A]SCALE
setp stepgen.3.steplen 1
setp stepgen.3.stepspace 0
setp stepgen.3.dirhold 35000
setp stepgen.3.dirsetup 35000
setp stepgen.3.maxaccel [AXIS_A]STEPGEN_MAXACCEL
#net apos-cmd axis.3.motor-pos-cmd => stepgen.3.position-cmd
#net apos-fb stepgen.3.position-fb => axis.3.motor-pos-fb
net astep <= stepgen.3.step
net adir <= stepgen.3.dir
net aenable axis.3.amp-enable-out => stepgen.3.enable
loadrt toolchanger
addf toolchanger servo-thread
net tool-change iocontrol.0.tool-change => toolchanger.toolchange
net tool-changed iocontrol.0.tool-changed <= toolchanger.toolchanged
net tool-number iocontrol.0.tool-prep-number => toolchanger.toolnumber
net tool-oldnumber iocontrol.0.tool-number => toolchanger.currenttoolnumber
net apos-cmd toolchanger.position-cmd => stepgen.3.position-cmd
net ahomed axis.3.homed => toolchanger.ishomed
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
ini file:-
[AXIS_A]
TYPE = ANGULAR
HOME = 0.0
MAX_VELOCITY = 1
MAX_ACCELERATION = 5
STEPGEN_MAXACCEL = 5
SCALE = 80
FERROR = 1
MIN_FERROR = 0.5
MIN_LIMIT = -99999
MAX_LIMIT = 99999
HOME_OFFSET = 0.0
That got rid of the error.
Can you help me rewire the hal in that it is not driving the net apos-cmd toolchanger.position-cmd => stepgen.3.position-cmd
As you can see the DRO is not updating - ie not passing the steps to the motor
.
Thank you for your help.
Attachments:
Please Log in or Create an account to join the conversation.
As for the motor:
Is the stepper on the toolchanger not moving at all when you command a toolchange?
Since you have:
net apos-cmd toolchanger.position-cmd => stepgen.3.position-cmd
The stepgen should get the position from the comp when you do a Tx M6. If it isn't moving is signal aenable TRUE?
[edit]
just noticed in your halshow aenable is true.
Please Log in or Create an account to join the conversation.
I think the DRO gets its data through axis.3.motor-pos-fb. Not sure what to do there as the author of the comp wants you to disconnect that. Maybe he didn't use the DRO for the toolchanger?
As for the motor:
Is the stepper on the toolchanger not moving at all when you command a toolchange?
Since you have:
net apos-cmd toolchanger.position-cmd => stepgen.3.position-cmd
The stepgen should get the position from the comp when you do a Tx M6. If it isn't moving is signal aenable TRUE?
[edit]
just noticed in your halshow aenable is true.
Thanks.
We are getting there. I was testing on the bench ie no machine connected. I have now got the machine connected and yes the turret moves.
")
Now we have two more problems.
No 1. Jog ATC in side pane does not work I will come back to that after the turret is correct
No. 2 The turret try to move in reverse for some moves ie:
going from 1 -2 ok
going from 2-3 0k
going from 3-2 ok
going from 2-3 ok
going from 3-1 not ok goes in reverse So this stalls the motor
going from 1 -5 ok
going from 5-4 ok
going from 4-3 not ok goes in reverse So this stalls the motor
I think it is trying to go the shortest path.
This ATC turret can only go one way and then a short move to lock. When it moves it goes to the tool position and then retracts OK
You have been a big help.
Please Log in or Create an account to join the conversation.