Error: Program Exceeds Machine Maximum, but gcode looks fine
- MaHa
- Offline
- Platinum Member
-

Less
More
- Posts: 532
- Thank you received: 235
07 Jun 2023 20:42 #273111
by MaHa
Replied by MaHa on topic Error: Program Exceeds Machine Maximum, but gcode looks fine
If you post the g-code, i can have a look at it
Please Log in or Create an account to join the conversation.
- re_relentlessly
- Offline
- Senior Member
-

Less
More
- Posts: 49
- Thank you received: 4
07 Jun 2023 21:00 #273117
by re_relentlessly
Replied by re_relentlessly on topic Error: Program Exceeds Machine Maximum, but gcode looks fine
Here is the gcode
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 235
07 Jun 2023 22:17 - 07 Jun 2023 22:22 #273124
by MaHa
Replied by MaHa on topic Error: Program Exceeds Machine Maximum, but gcode looks fine
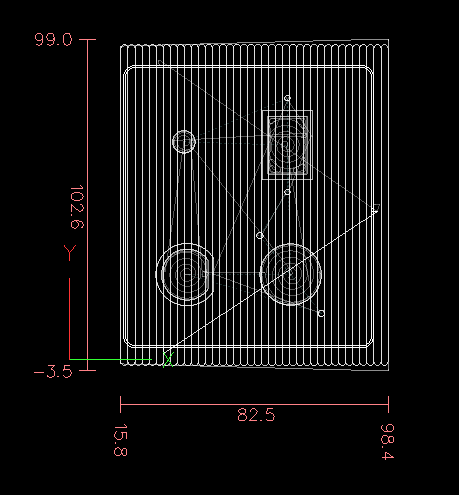
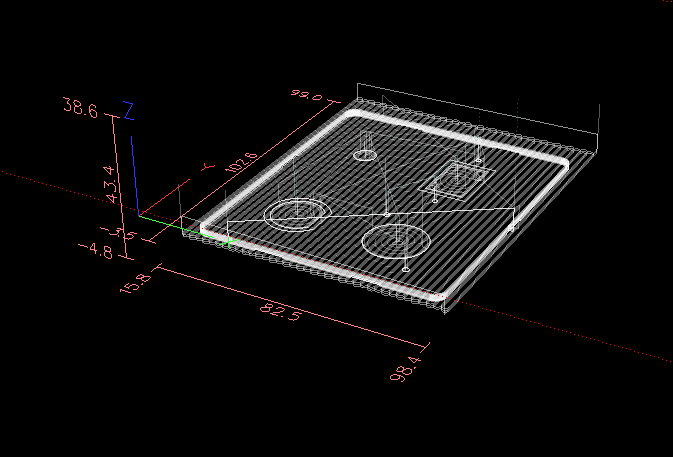
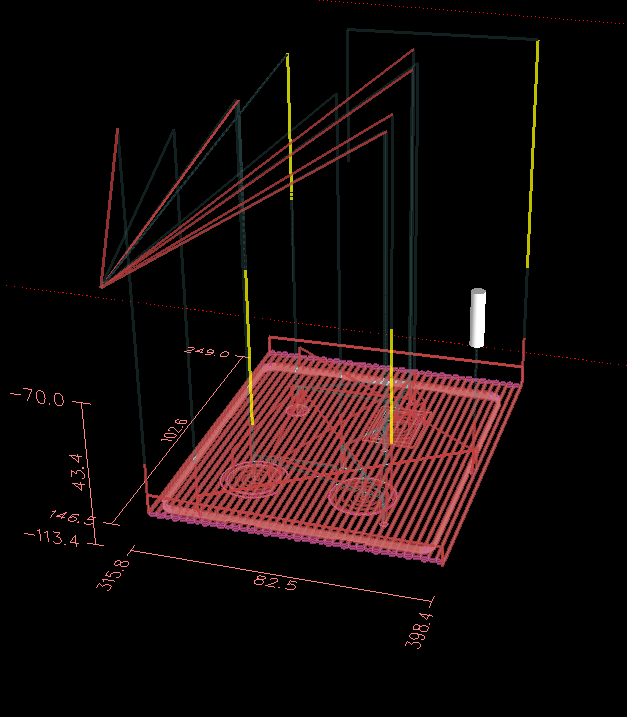
In your file, there was before toolchange 'M6 G43' which produced an error 'no tool prepared'. I replaced that by G0 G53 G49 Z0.
The simulation finished without problem. The x and y offset of the part is a bit off, maybe difficult to touchoff.
Maybe your workflow with offset / toollength has a fault.
In my environment when i start a new job:
The simulation finished without problem. The x and y offset of the part is a bit off, maybe difficult to touchoff.
Maybe your workflow with offset / toollength has a fault.
In my environment when i start a new job:
- G49
- Touch off first tool Z
- G43
- Touch off Z to workpiece, G54
- Touch off X and Y also
Attachments:
Last edit: 07 Jun 2023 22:22 by MaHa.
Please Log in or Create an account to join the conversation.
- re_relentlessly
- Offline
- Senior Member
-
Less
More
- Posts: 49
- Thank you received: 4
08 Jun 2023 01:10 #273132
by re_relentlessly
Replied by re_relentlessly on topic Error: Program Exceeds Machine Maximum, but gcode looks fine
Ok, i will go test that out, but before I do
1. the x,y,z gizmo should be at the g54 touch off point? (after touching off the x,y,z 0 of the part the gizmo should be located at g54 0,0,0)
2. how do you load tools without T20 M06 G43? (which for me also invokes the auto tool length measuring)
3. I do x,y g54 first because I have to load a edge finder into the spindle, and then load the tool (which means re measuring tool length), would the touch off order matter?
1. the x,y,z gizmo should be at the g54 touch off point? (after touching off the x,y,z 0 of the part the gizmo should be located at g54 0,0,0)
2. how do you load tools without T20 M06 G43? (which for me also invokes the auto tool length measuring)
3. I do x,y g54 first because I have to load a edge finder into the spindle, and then load the tool (which means re measuring tool length), would the touch off order matter?
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 235
08 Jun 2023 16:26 #273193
by MaHa
Replied by MaHa on topic Error: Program Exceeds Machine Maximum, but gcode looks fine
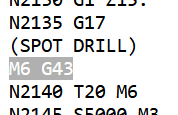
I was talking about this, from the 2nd toolchange it´s there. If it works for you, just keep it, but normally M6 without tool selected gives an error.
If you can post this remap of M6: ngc=tool-change-indymill
You don´t have a prolog and epilog in your remap. Your configuration is far from how i setup my machines.
If you can post this remap of M6: ngc=tool-change-indymill
You don´t have a prolog and epilog in your remap. Your configuration is far from how i setup my machines.
Attachments:
Please Log in or Create an account to join the conversation.
- re_relentlessly
- Offline
- Senior Member
-
Less
More
- Posts: 49
- Thank you received: 4
08 Jun 2023 20:20 #273214
by re_relentlessly
Replied by re_relentlessly on topic Error: Program Exceeds Machine Maximum, but gcode looks fine
I have attached the 4 files that form the remap
based on : M6 Tool Change Remapping with Tool Length Measurement - LinuxCNC
based on : M6 Tool Change Remapping with Tool Length Measurement - LinuxCNC
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 235
09 Jun 2023 18:43 #273247
by MaHa
Replied by MaHa on topic Error: Program Exceeds Machine Maximum, but gcode looks fine
I had a look at the files, for me it's too complicated for simple tool touch off, and i can't help. As your machine has Z endswitch, you could use the gmoccapy way for tool touch off. It's well documented in the manual, about ini entrys and workflow. Change.ngc you can get from sim.gmoccappy, under macros.
Please Log in or Create an account to join the conversation.
Time to create page: 0.498 seconds