Save subroutine file and location
- smplc
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 224
- Thank you received: 1
02 Jul 2021 18:31 #213505
by smplc
Replied by smplc on topic Save subroutine file and location
My computer user name is shawn. whoami does return user shawn whom is me. pwd does return the same directory as at axis.ini and SUBROUTINE_PATH=/home/shawn/linuxcnc/subprograms. Yes, I did try your program 123.ngc (debug) and only call able if at nc_files which, is the same folder the main program tester.ngc is located. My test program 111.ngc is only call able if at nc_files which, is the same folder the main program tester.ngc is too. o111 call cycle did run and verified at digital read out. Only indication that o111 calls from main program is during auto cycle and digital read out and o111 program not on display. Not always the subroutine from the same folder as the main completes cycle and hangs either at the subroutine or main program. Trying to Reload the main program and either 123.ngc or 111.ngc from the /subprograms folder is a pop-up box unable to open either file <123> or <111>. It seems that trying to call a subroutine from another folder still isn't recoverable. I removed my subroutine path from the rs274ngc.inc meantime since you suggested the path at the axis.ini file and still a pop-up box error unable to open subroutine. Is other or added suggestion?
Please Log in or Create an account to join the conversation.
- BigJohnT
-

- Offline
- Administrator
-

Less
More
- Posts: 3990
- Thank you received: 994
02 Jul 2021 20:34 #213509
by BigJohnT
Replied by BigJohnT on topic Save subroutine file and location
I'm not sure what rs274ngc.inc is for. Looks like it's some kind of example for multiple includes.
Either the path has a typo in your ini file or you have two [RS274NGC] sections.
You might start with a fresh copy of the Axis Lathe sim.
JT
Either the path has a typo in your ini file or you have two [RS274NGC] sections.
You might start with a fresh copy of the Axis Lathe sim.
JT
Please Log in or Create an account to join the conversation.
- smplc
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 224
- Thank you received: 1
02 Jul 2021 23:25 - 03 Jul 2021 02:19 #213515
by smplc
Replied by smplc on topic Save subroutine file and location
Starting a new Axis sim seems to retain the /linuxcnc files. I started a new Axis mill sim and still the subroutine or main program hangs. I wonder if the version 2.7.0 has something to do with the subroutine hanging? I thought Debian 9 or 10 preempt and LinuxCNC subroutine automated okay. LinuxCNC parametric programming processes okay and my code still could be tested. Algorithm of the arguments or parameter just wouldn't be separated. Idea was main program with arguments or parameters and it algorithm another file that's permanent.
Last edit: 03 Jul 2021 02:19 by smplc.
Please Log in or Create an account to join the conversation.
- smplc
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 224
- Thank you received: 1
03 Jul 2021 02:40 #213529
by smplc
Replied by smplc on topic Save subroutine file and location
Foregoing subroutine path, /subprograms, MDI, o111 call able and visible with digital read out now. Maybe Axis had to be closed and opened to reset. Sudden, no pop-up error box unable to open file <111>. Running main program and calling o111 still hangs near end of main program and not traveling home. What could cause the hang?
Please Log in or Create an account to join the conversation.
- smplc
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 224
- Thank you received: 1
03 Jul 2021 03:29 #213530
by smplc
Replied by smplc on topic Save subroutine file and location
Main program hang upon calling subroutine was the subprogram had a percent top of and end of block. Removed percent's and main program called subroutine and no hang, returned to main and traveled home. A percent has to be after m2 if used with subprogram.
Please Log in or Create an account to join the conversation.
- smplc
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 224
- Thank you received: 1
03 Jul 2021 03:47 #213531
by smplc
Replied by smplc on topic Save subroutine file and location
I placed my SUBROUTINE_PATH at the lathe.ini file too bye about last couple post.
Please Log in or Create an account to join the conversation.
- BigJohnT
-
- Offline
- Administrator
-
Less
More
- Posts: 3990
- Thank you received: 994
03 Jul 2021 13:35 - 03 Jul 2021 13:40 #213561
by BigJohnT
Replied by BigJohnT on topic Save subroutine file and location
Nothing is executed past M2 or M30.
linuxcnc.org/docs/2.8/html/gcode/m-code.html#mcode:m2-m30
As you can see in this screenshot I can put anything I want after M2 and it's a valid file because nothing is used after M2.
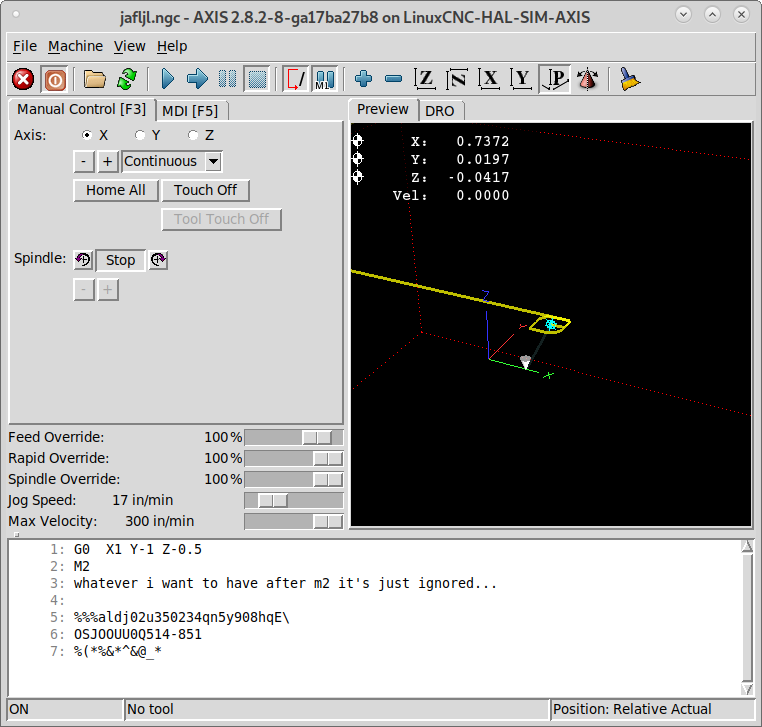
Wrapping G code with % is different than using a program end.
linuxcnc.org/docs/2.8/html/gcode/overvie...de:file-requirements
JT
linuxcnc.org/docs/2.8/html/gcode/m-code.html#mcode:m2-m30
As you can see in this screenshot I can put anything I want after M2 and it's a valid file because nothing is used after M2.
Wrapping G code with % is different than using a program end.
linuxcnc.org/docs/2.8/html/gcode/overvie...de:file-requirements
JT
Attachments:
Last edit: 03 Jul 2021 13:40 by BigJohnT.
Please Log in or Create an account to join the conversation.
Time to create page: 0.128 seconds