Stepper motors and linear scale closed loop setup?
- Hakan
- Offline
- Platinum Member
-

Less
More
- Posts: 1317
- Thank you received: 453
28 Jan 2019 18:28 #125084
by Hakan
Replied by Hakan on topic Stepper motors and linear scale closed loop setup?
It took its time, but now it is up and running. I have some more things I want to do with it.
Any ideas on how to test performance with and without the linear encoders?
I would like to record several minutes of data but halscope has its limits.
Any ideas on how to test performance with and without the linear encoders?
I would like to record several minutes of data but halscope has its limits.
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17996
- Thank you received: 5283
28 Jan 2019 19:27 #125088
by PCW
Replied by PCW on topic Stepper motors and linear scale closed loop setup?
You can use hal-sampler to record as much data as you want...
To check the difference between open and closed loop you could change the feedback path to the PID from encoder or stepgen leaving the encoder
feedback to motion (so the following error was always valid)
To check the difference between open and closed loop you could change the feedback path to the PID from encoder or stepgen leaving the encoder
feedback to motion (so the following error was always valid)
Please Log in or Create an account to join the conversation.
- Hakan
- Offline
- Platinum Member
-
Less
More
- Posts: 1317
- Thank you received: 453
03 Feb 2019 17:43 #125589
by Hakan
Replied by Hakan on topic Stepper motors and linear scale closed loop setup?
Took a break from the linear encoders and made a simple touch probe.
Please Log in or Create an account to join the conversation.
- Hakan
- Offline
- Platinum Member
-
Less
More
- Posts: 1317
- Thank you received: 453
11 Feb 2019 23:24 #126232
by Hakan
Replied by Hakan on topic Stepper motors and linear scale closed loop setup?
Make some tests of the sensitivity to mechanical backlash, and milling of an interpolated cylinder. Summarizing what I think of using closed loop feedback from linear encoders.
As preparation for this video I did do a number of tests using sampler/halsampler to measure the following error. The plots generated this way were very useful. Convinced me to include the I term again, and made a little hal thingy to stop the hunting around zero after a few seconds. I chose not to include those things in the video though.
As preparation for this video I did do a number of tests using sampler/halsampler to measure the following error. The plots generated this way were very useful. Convinced me to include the I term again, and made a little hal thingy to stop the hunting around zero after a few seconds. I chose not to include those things in the video though.
The following user(s) said Thank You: Onkelmat
Please Log in or Create an account to join the conversation.
- hadcom
-

- Offline
- New Member
-

Less
More
- Posts: 16
- Thank you received: 9
18 Aug 2020 14:44 #178605
by hadcom
Replied by hadcom on topic Stepper motors and linear scale closed loop setup?
Hey Hakan, can you please share the .hal and .ini file with the updates? I am struggling to make it fit to my machine, i'm getting a following error over and over...
Please Log in or Create an account to join the conversation.
- Joco
-

- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 327
28 Aug 2020 02:24 #179778
by Joco
hadcom - what do you mean by "following error over and over"? I followed hakan's method per forum and YouTube and have gotten my 5um scales delivering satisfactory results for my small mill. I did end up only using the P term in the PID as anything else always introduced a small amount of hunting. Maybe that is normal but it was annoying. I also didn't notice any visible improvement to performance by having an I and/or D term value in effect.
Cheers,
J.
Replied by Joco on topic Stepper motors and linear scale closed loop setup?
Hey Hakan, can you please share the .hal and .ini file with the updates? I am struggling to make it fit to my machine, i'm getting a following error over and over...
hadcom - what do you mean by "following error over and over"? I followed hakan's method per forum and YouTube and have gotten my 5um scales delivering satisfactory results for my small mill. I did end up only using the P term in the PID as anything else always introduced a small amount of hunting. Maybe that is normal but it was annoying. I also didn't notice any visible improvement to performance by having an I and/or D term value in effect.
Cheers,
J.
Please Log in or Create an account to join the conversation.
- Ronald J
-

- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
30 Oct 2020 20:21 - 30 Oct 2020 23:27 #187828
by Ronald J
Replied by Ronald J on topic Stepper motors and linear scale closed loop setup?
Dear Hakan,
I have seen all your Youtube Video's, you have a big fan over here.
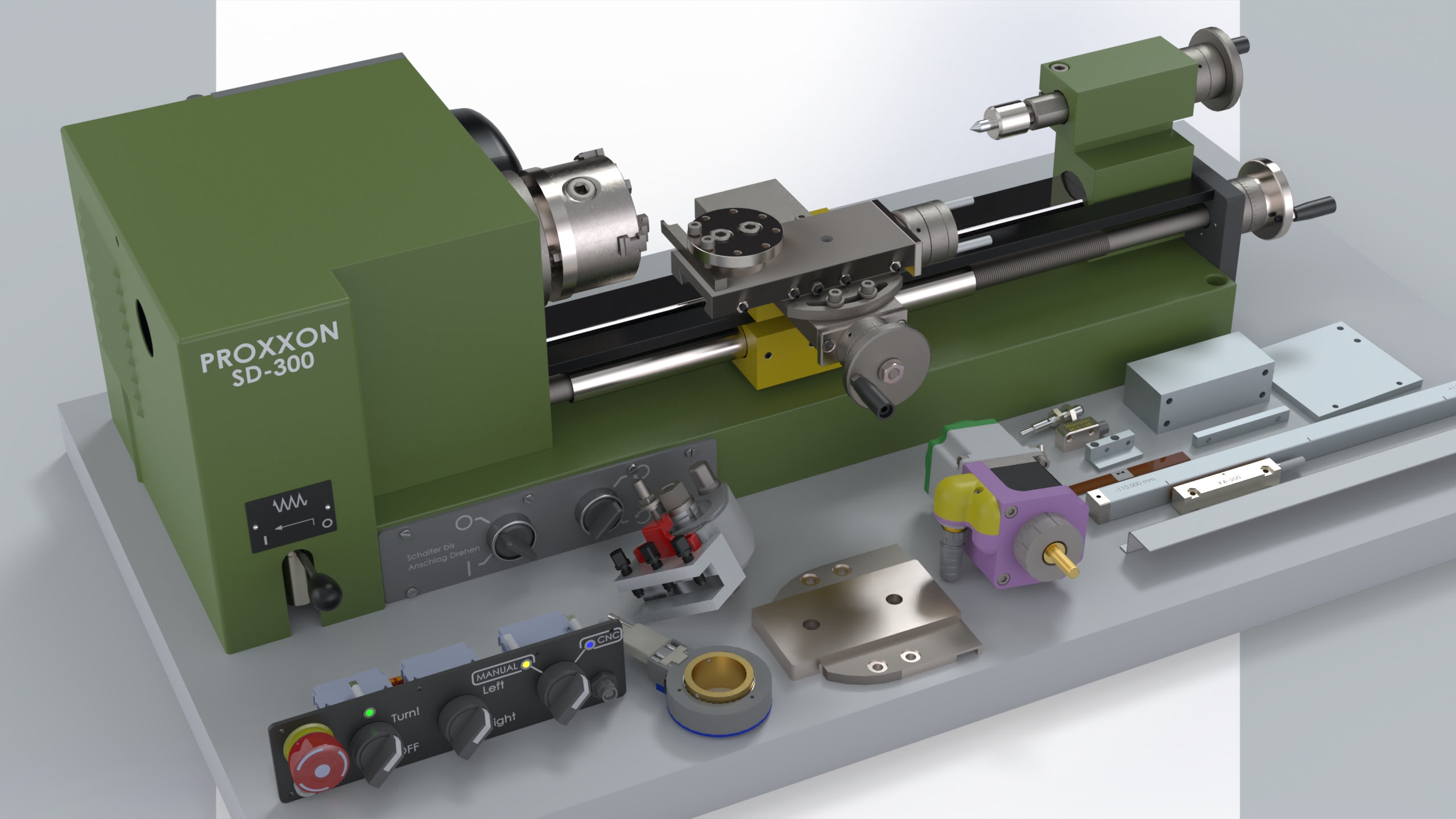
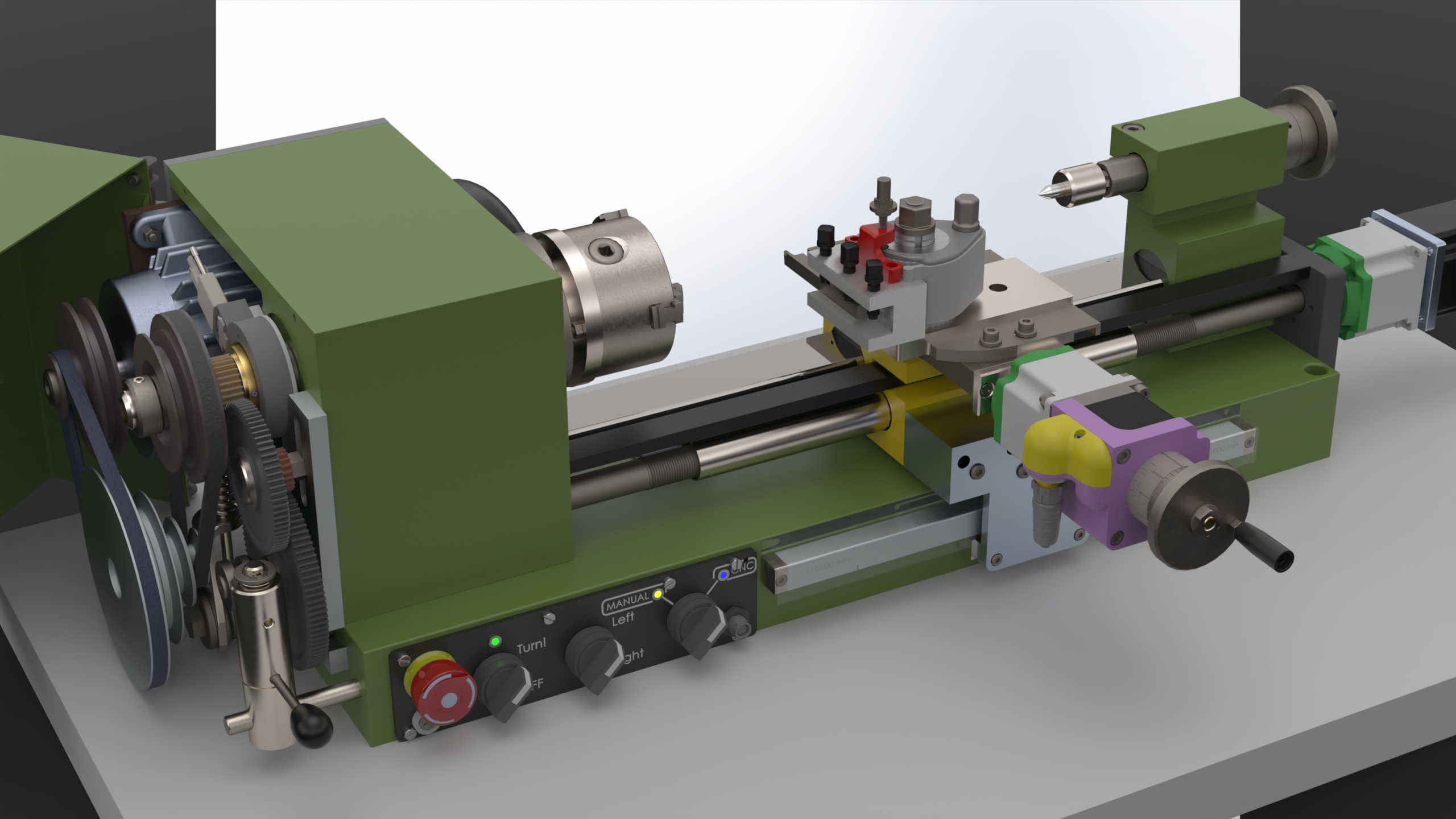
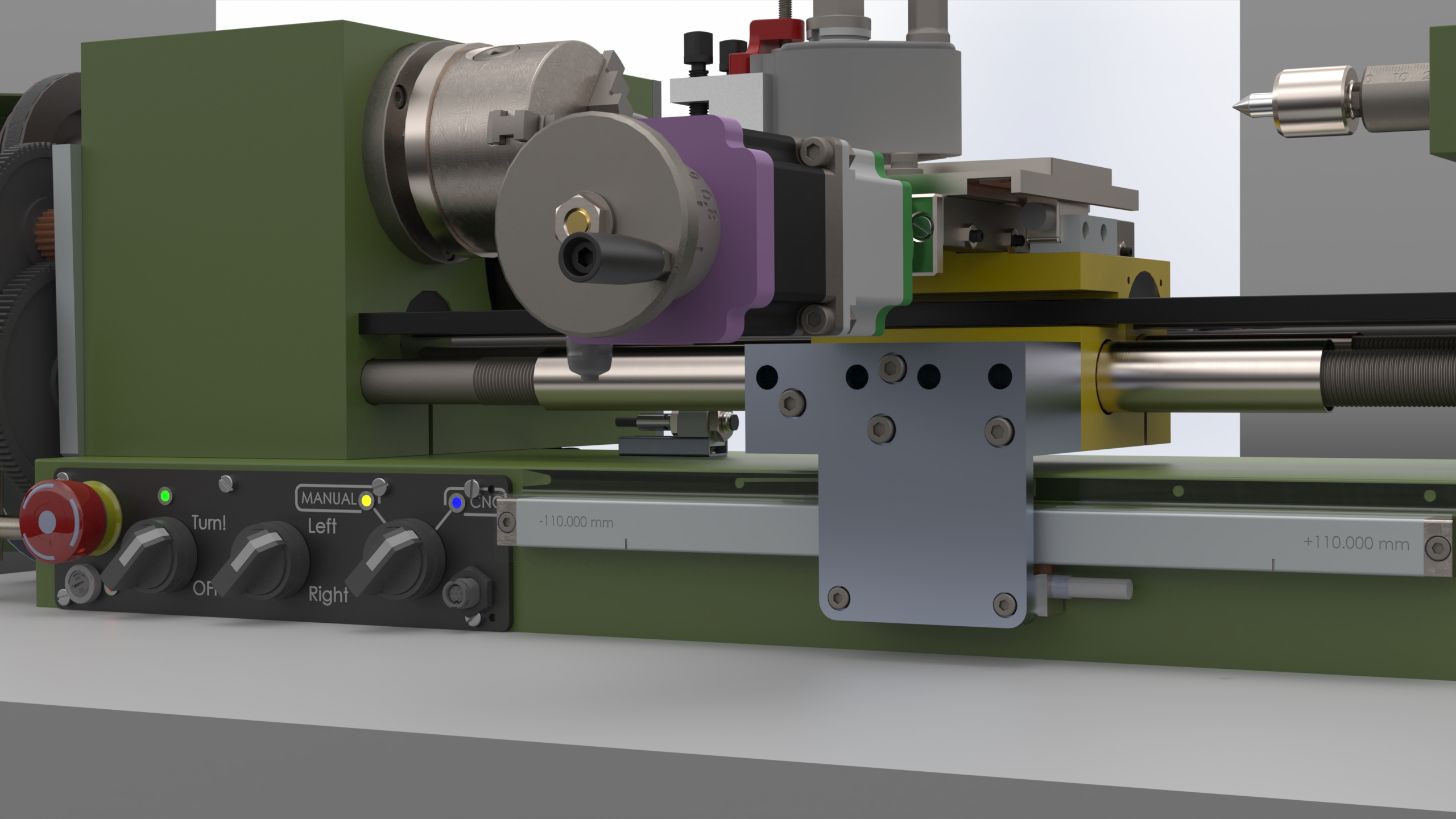
I love the concept of LinuxCNC, but I really struggle finding a good tutorial how you start at all, with a basic Lathe-Conversion using Spindle-Encoder, and two linear encoders (Sino KA200 & MSL130) as feedback.
For instance, I am in the middle of my Lathe-Conversion, and now have to determine what Version of the KA200 & MSL130 to order.
I really want the Lathe to be able to "home" itself into a start-position, that has a precise reference.
Would you, in your experience, recommend a single Z-Reference Signal in the absolute middle of the Linear Encoders, or would you recommend a Z-Reference Pulse (or Signal) at the absolute start or end of the measuring range (Example: 000,000 mm, Here the Z-Reference-pulse would be active, And nowhere else).
Any guidance here is very welcome. Thanks again for your great Video's about using & tuning LinuxCNC, using Linear Encoders.
(Attached you see how what the state is of my current Lathe Conversion)
I have seen all your Youtube Video's, you have a big fan over here.
I love the concept of LinuxCNC, but I really struggle finding a good tutorial how you start at all, with a basic Lathe-Conversion using Spindle-Encoder, and two linear encoders (Sino KA200 & MSL130) as feedback.
For instance, I am in the middle of my Lathe-Conversion, and now have to determine what Version of the KA200 & MSL130 to order.
I really want the Lathe to be able to "home" itself into a start-position, that has a precise reference.
Would you, in your experience, recommend a single Z-Reference Signal in the absolute middle of the Linear Encoders, or would you recommend a Z-Reference Pulse (or Signal) at the absolute start or end of the measuring range (Example: 000,000 mm, Here the Z-Reference-pulse would be active, And nowhere else).
Any guidance here is very welcome. Thanks again for your great Video's about using & tuning LinuxCNC, using Linear Encoders.
(Attached you see how what the state is of my current Lathe Conversion)
Attachments:
Last edit: 30 Oct 2020 23:27 by Ronald J.
Please Log in or Create an account to join the conversation.
- MalteS
- Offline
- Junior Member
-

Less
More
- Posts: 33
- Thank you received: 11
31 Oct 2020 13:49 #187906
by MalteS
Replied by MalteS on topic Stepper motors and linear scale closed loop setup?
I have converted a Lathe. I have Glasscales but use those only for measuruing. The lathe is run in open loop mode.
You should have a reference signal at the end of the measuring range. The machine position is unkown on startup and your PC needs to know in which direction to start searching for the home position.
Please also note that encoders will give you an pulse signal only and not an absolute position.
And finally:
I would reconsider the X Axis design. Stepper motor resolution is not great. Yes it is increased through microstepping but at the expense of torque. When using 8x microstepping and a 5mm pitch lead screw you have a resolution of 0.003mm. Since this is a lathe your diameter will change by 0.006mm / step. Often you want to hit tolerances of 0.01mm and your position resolution already starts to impact what you're able to achieve here.
I used a belt reduction on my machine
(And encoders as handwheels, but this is a different story)
Running such a machine closed loop made sense to me if the bed slide don't move in X Axis direction relative to the bed. I'm sure mine would
You should have a reference signal at the end of the measuring range. The machine position is unkown on startup and your PC needs to know in which direction to start searching for the home position.
Please also note that encoders will give you an pulse signal only and not an absolute position.
And finally:
I would reconsider the X Axis design. Stepper motor resolution is not great. Yes it is increased through microstepping but at the expense of torque. When using 8x microstepping and a 5mm pitch lead screw you have a resolution of 0.003mm. Since this is a lathe your diameter will change by 0.006mm / step. Often you want to hit tolerances of 0.01mm and your position resolution already starts to impact what you're able to achieve here.
I used a belt reduction on my machine
(And encoders as handwheels, but this is a different story)
Running such a machine closed loop made sense to me if the bed slide don't move in X Axis direction relative to the bed. I'm sure mine would
The following user(s) said Thank You: Ronald J
Please Log in or Create an account to join the conversation.
- Ronald J
-
- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
31 Oct 2020 21:43 #187949
by Ronald J
Replied by Ronald J on topic Stepper motors and linear scale closed loop setup?
This is a very good input, thanks for that. Any alternative solutions that could help avoid a indirect drive? Maybe use >>64 micro steps + higher torq Stepper Motor ?
(I try to keep the bill of materials small if possible)
Warm regards and again, a humble thank you for these replies.
R.
(I try to keep the bill of materials small if possible)
Warm regards and again, a humble thank you for these replies.
R.
Please Log in or Create an account to join the conversation.
- MalteS
- Offline
- Junior Member
-
Less
More
- Posts: 33
- Thank you received: 11
31 Oct 2020 23:10 #187954
by MalteS
Replied by MalteS on topic Stepper motors and linear scale closed loop setup?
I'd not install Glasscales if money is a concern
Please Log in or Create an account to join the conversation.
Time to create page: 0.223 seconds