Need help with lathe threading
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17996
- Thank you received: 5283
16 Feb 2023 21:46 #264653
by PCW
Replied by PCW on topic Need help with lathe threading
Actually its hard to tell because at 400 RPM = 400 Hz (and the equivalent 1.25 ms pulse widths) halscopes 1 ms sample time will likely lose pulses unless they were perfect 50% duty cycle (which they are not with real encoders)
The first image (~333 RPM) does have exact 60 pulses per index
The first image (~333 RPM) does have exact 60 pulses per index
Please Log in or Create an account to join the conversation.
- Metal Chips
- Offline
- New Member
-

Less
More
- Posts: 17
- Thank you received: 0
16 Feb 2023 22:03 #264657
by Metal Chips
Replied by Metal Chips on topic Need help with lathe threading
I'll be happy if I could thread somewhere between 200-300RPM but it's cutting a finer pitch at those speeds.
What else can I try?
Could a PP cable be an issue?
Should I try moving phase A to another pin?
I've already tried 3 different PC's thinking latency was the problem.
But I'm using a vintage laptop with the best latency of the bunch @15k
What else can I try?
Could a PP cable be an issue?
Should I try moving phase A to another pin?
I've already tried 3 different PC's thinking latency was the problem.
But I'm using a vintage laptop with the best latency of the bunch @15k
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17996
- Thank you received: 5283
16 Feb 2023 22:07 - 16 Feb 2023 22:12 #264658
by PCW
Replied by PCW on topic Need help with lathe threading
What percent error do you show? The first Halscope plot at ~333 RPM
looked correct (exactly 60 pulses per index), maybe there is some other
issue (maybe with Z)
The encoder component should be able to work properly up to about
3000 RPM with you current 10KHz base thread.
Not sure if the BOB OPTOs will limit this further
looked correct (exactly 60 pulses per index), maybe there is some other
issue (maybe with Z)
The encoder component should be able to work properly up to about
3000 RPM with you current 10KHz base thread.
Not sure if the BOB OPTOs will limit this further
Last edit: 16 Feb 2023 22:12 by PCW.
Please Log in or Create an account to join the conversation.
- Metal Chips
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 0
16 Feb 2023 22:22 #264662
by Metal Chips
I've never had any issues with Z, it moves exact distances according to my indicator.
Replied by Metal Chips on topic Need help with lathe threading
Where should I be looking to see the error percentages?What percent error do you show? The first Halscope plot at ~333 RPM
looked correct (exactly 60 pulses per index), maybe there is some other
issue (maybe with Z)
The encoder component should be able to work properly up to about
3000 RPM with you current 10KHz base thread.
Not sure if the BOB OPTOs will limit this further
I've never had any issues with Z, it moves exact distances according to my indicator.
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17996
- Thank you received: 5283
16 Feb 2023 22:31 - 16 Feb 2023 22:35 #264664
by PCW
Replied by PCW on topic Need help with lathe threading
What I mean by error percentages is:
What is the actual measured pitch error?
If you "thread air" and vary the spindle speed do you notice any
roughness in Z motion? Because for the pitch to be too fine,
you would need to lose either encoder counts or perhaps Z axis steps
and both should be audible.
Note that you could possibly lose Z axis steps when threading and
not in normal motion because the Z axis "gearing" to the spindle
will result in a rougher than normal trajectory (especially with
a fairly low resolution encoder)
What is the actual measured pitch error?
If you "thread air" and vary the spindle speed do you notice any
roughness in Z motion? Because for the pitch to be too fine,
you would need to lose either encoder counts or perhaps Z axis steps
and both should be audible.
Note that you could possibly lose Z axis steps when threading and
not in normal motion because the Z axis "gearing" to the spindle
will result in a rougher than normal trajectory (especially with
a fairly low resolution encoder)
Last edit: 16 Feb 2023 22:35 by PCW.
Please Log in or Create an account to join the conversation.
- Metal Chips
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 0
16 Feb 2023 23:23 #264669
by Metal Chips
Replied by Metal Chips on topic Need help with lathe threading
The pitch I'm trying to cut is 1.954 and what I get is 1.5 @200RPM
I just tried adjusting the spindle RPM while it was cutting air and there is no jumping or jerkiness or any weird noises.
Follows the spindle buttery smooth in the range of 0-150RPM
If I go past 150 it seem to follow at the same speed regardless if it's 200 or 400 RPM.
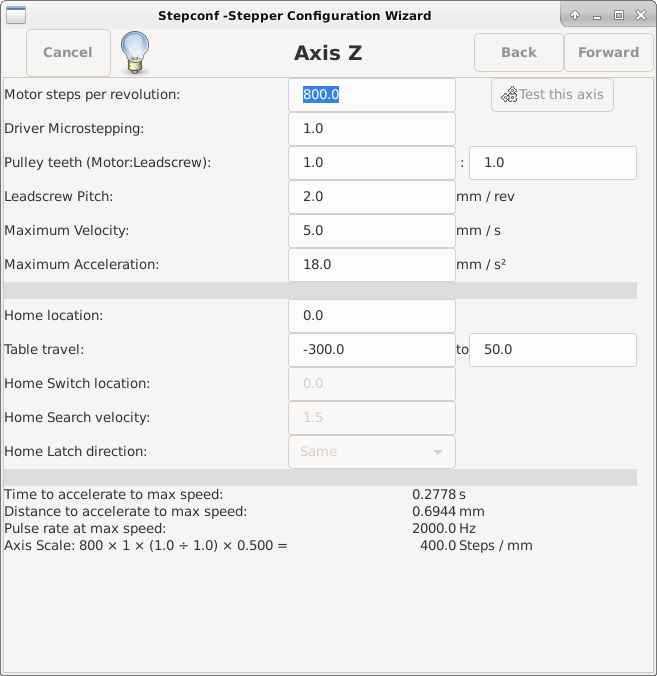
Is it possible that Z is limited in feeding speeds and simply can't keep up with the spindle RPM past 150?
Here is my Z setup
I just tried adjusting the spindle RPM while it was cutting air and there is no jumping or jerkiness or any weird noises.
Follows the spindle buttery smooth in the range of 0-150RPM
If I go past 150 it seem to follow at the same speed regardless if it's 200 or 400 RPM.
Is it possible that Z is limited in feeding speeds and simply can't keep up with the spindle RPM past 150?
Here is my Z setup
Attachments:
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17996
- Thank you received: 5283
16 Feb 2023 23:34 #264671
by PCW
Replied by PCW on topic Need help with lathe threading
Yes, that could definitely be it, though I would have expected
a following error if the commanded position was so far ahead
of the actual position.
Are the following error limits set to large values?
a following error if the commanded position was so far ahead
of the actual position.
Are the following error limits set to large values?
Please Log in or Create an account to join the conversation.
- Metal Chips
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 0
16 Feb 2023 23:40 #264673
by Metal Chips
Replied by Metal Chips on topic Need help with lathe threading
I have my config files attached in my first post.
I'm not getting any errors on the screen.
Where should I look for error limits?
I'm not getting any errors on the screen.
Where should I look for error limits?
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17996
- Thank you received: 5283
16 Feb 2023 23:55 #264675
by PCW
Replied by PCW on topic Need help with lathe threading
I'm probably wrong, you don't get a following error because
LinuxCNC bounds the geared commanded velocity to 5 mm/sec
even though that will only allow threading a 1.954 pitch thread
at about 153 RPM max...
So if you want to thread faster, you need more Z velocity
LinuxCNC bounds the geared commanded velocity to 5 mm/sec
even though that will only allow threading a 1.954 pitch thread
at about 153 RPM max...
So if you want to thread faster, you need more Z velocity
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Metal Chips
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 0
17 Feb 2023 00:04 #264677
by Metal Chips
Replied by Metal Chips on topic Need help with lathe threading
Thank you for your help PCW, I will play velocity numbers and post back tomorrow.
Hopefully with good news, fingers crossed!
Hopefully with good news, fingers crossed!
Please Log in or Create an account to join the conversation.
Time to create page: 0.208 seconds