Bought material, the journey continues.
- CNCFred
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 217
- Thank you received: 43
21 Apr 2020 18:59 - 21 Apr 2020 20:54 #164993
by CNCFred
Bought material, the journey continues. was created by CNCFred
I hope everybody is well.
I want to build a part for my excavator quick change coupler.
The thing on top of the shovel.

So I made it simple & bought flat steel 10mm & 12mm and the round part, cut in length parts.


The 35mm holes I tried to do with my plasma.... The drawing I did in Fusion 360 with the post processor plasmac.
Coordinates 0x0 was bottom left corner of the 100x255 plate.
The crosslaser was handy to adjust the material.
The breakaway switch test was done a view times unfortunately on top there was on piercing material which I think with longer piercing delay an additional 7 1mm pierce hight I got rid off.... Maybe
unfortunately on top there was on piercing material which I think with longer piercing delay an additional 7 1mm pierce hight I got rid off.... Maybe 
Of course I had to start it a view times hence the result suffers beauty.



I was not sure if I would juse a water pan... Now I am sure I will... Thick material makes a lot of smoke.
Thick material makes a lot of smoke.
What is the minimum debth of such a water pan. Got not so much space.
In rounds I made the lead in 90degrees and 10mm...is that wrong? At the end the torch dived deep in the hole.. But came up eventually.
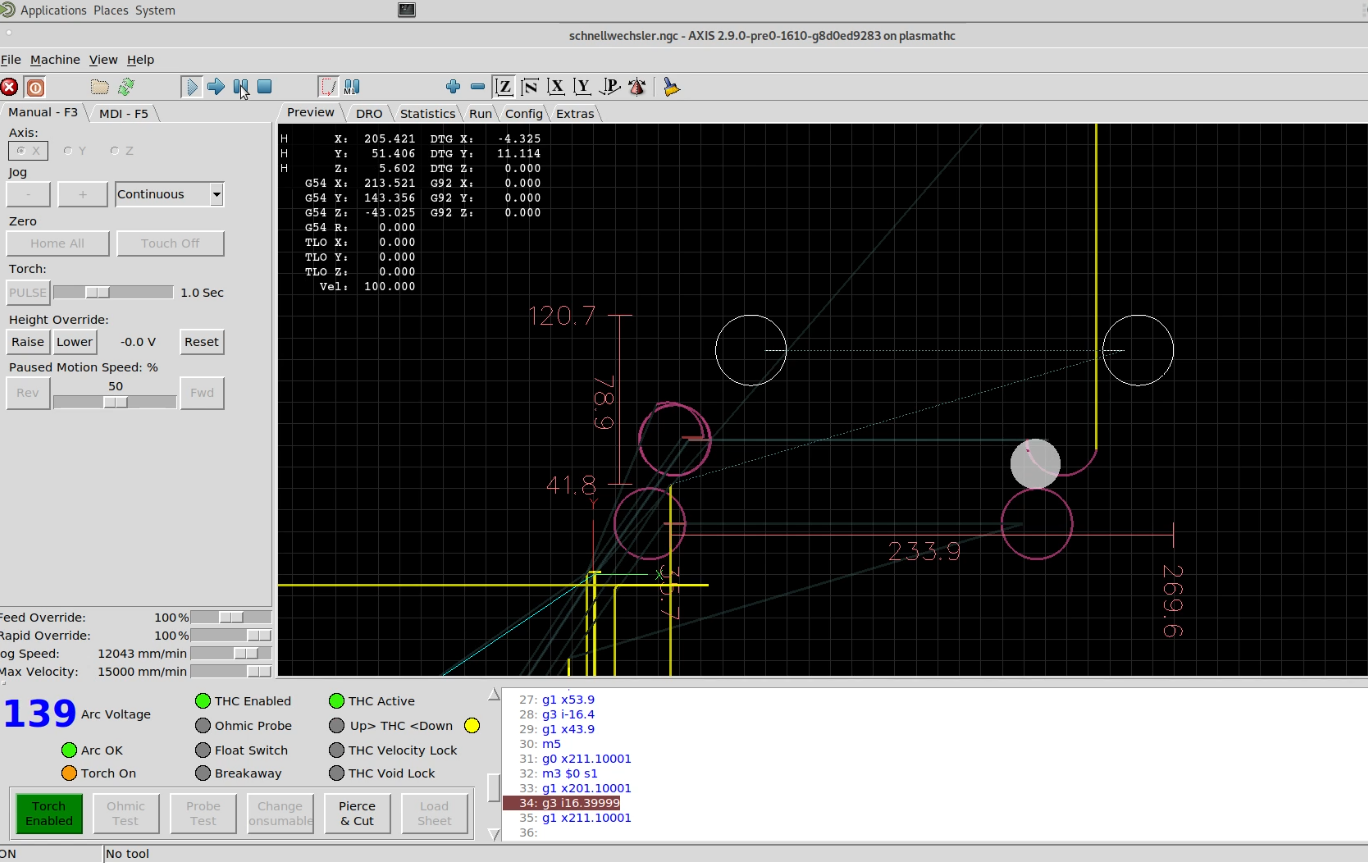
since I was overwhelmed from watching and observing I had to make a movie of the screen...here a screenshot
how can I clear the preview screen after a run?
Ahh as well a view times the machine claimed that the float switch activated which it was far away... Maybe voltage disturbance.. But after a view times it disappeared to happen.
Any hints opinions welcome!
I want to build a part for my excavator quick change coupler.
The thing on top of the shovel.
So I made it simple & bought flat steel 10mm & 12mm and the round part, cut in length parts.
The 35mm holes I tried to do with my plasma.... The drawing I did in Fusion 360 with the post processor plasmac.
Coordinates 0x0 was bottom left corner of the 100x255 plate.
The crosslaser was handy to adjust the material.
The breakaway switch test was done a view times
unfortunately on top there was on piercing material which I think with longer piercing delay an additional 7 1mm pierce hight I got rid off.... Maybe Of course I had to start it a view times hence the result suffers beauty.
I was not sure if I would juse a water pan... Now I am sure I will...
Thick material makes a lot of smoke.What is the minimum debth of such a water pan. Got not so much space.
In rounds I made the lead in 90degrees and 10mm...is that wrong? At the end the torch dived deep in the hole.. But came up eventually.
since I was overwhelmed from watching and observing I had to make a movie of the screen...here a screenshot
how can I clear the preview screen after a run?
Ahh as well a view times the machine claimed that the float switch activated which it was far away... Maybe voltage disturbance.. But after a view times it disappeared to happen.
Any hints opinions welcome!
Attachments:
Last edit: 21 Apr 2020 20:54 by CNCFred.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21718
- Thank you received: 7422
21 Apr 2020 20:43 #165005
by tommylight
Replied by tommylight on topic Bought material, the journey continues.
In the middle of the screen above the 3d view, there is a broom for cleaning.how can I clear the preview screen after a run?
The following user(s) said Thank You: CNCFred
Please Log in or Create an account to join the conversation.
- CNCFred
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 217
- Thank you received: 43
21 Apr 2020 20:55 - 21 Apr 2020 20:56 #165007
by CNCFred
Replied by CNCFred on topic Bought material, the journey continues.
Thank you I see... Now 
What is the minimum debth of such a water pan.
In rounds I made the lead in 90degrees and 10mm...is that wrong? At the end the torch dived deep in the hole.. But came up eventually.
What is the minimum debth of such a water pan.
In rounds I made the lead in 90degrees and 10mm...is that wrong? At the end the torch dived deep in the hole.. But came up eventually.
Last edit: 21 Apr 2020 20:56 by CNCFred.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21718
- Thank you received: 7422
21 Apr 2020 21:11 #165008
by tommylight
Replied by tommylight on topic Bought material, the journey continues.
I make them 10 to 12 CM deep, 5 CM high slats, another CM goes under the slats ( L shaped metal profile with cuts on one side at each 5 cm length, 3mm wide), so that makes it roughly 6cm for the material to sit in and leaves 4 to 6 cm above to minimize splattering of the water when cutting near the edges of the table.Thank you I see... Now
What is the minimum debth of such a water pan.
Please Log in or Create an account to join the conversation.
- thefabricator03
-

- Visitor
-

21 Apr 2020 21:12 #165009
by thefabricator03
Tom will know best about the water pan depth,
The lead ins. 90 degrees and 10mm is fine. I do the same on similar parts with no issues. The torch is diving at the end because it is cutting over a area that has already been cut. You need to turn off the THC towards the end. I have mine set that 14mm before the end of cut the THC disables.
Replied by thefabricator03 on topic Bought material, the journey continues.
In rounds I made the lead in 90degrees and 10mm...is that wrong? At the end the torch dived deep in the hole.. But came up eventually.
Tom will know best about the water pan depth,
The lead ins. 90 degrees and 10mm is fine. I do the same on similar parts with no issues. The torch is diving at the end because it is cutting over a area that has already been cut. You need to turn off the THC towards the end. I have mine set that 14mm before the end of cut the THC disables.
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21718
- Thank you received: 7422
21 Apr 2020 21:19 #165011
by tommylight
")
Also forgot to mention, pan has to be at least 5 cm wider on all sides so there is enough room for the torch.
Replied by tommylight on topic Bought material, the journey continues.
Nice timing !Tom will know best about the water pan depth,
Also forgot to mention, pan has to be at least 5 cm wider on all sides so there is enough room for the torch.
The following user(s) said Thank You: CNCFred
Please Log in or Create an account to join the conversation.
- CNCFred
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 217
- Thank you received: 43
21 Apr 2020 21:25 - 21 Apr 2020 21:28 #165012
by CNCFred
Replied by CNCFred on topic Bought material, the journey continues.
I would make it as big as the table? But the depth.. Would 3cm deep be enough?
I plan to use concrete reinforcement metal grid as surface to lay the metal sheets on.
Still a lot of questions. In plasmac how an I start at a definite gcode line again?
I plan to use concrete reinforcement metal grid as surface to lay the metal sheets on.
Still a lot of questions. In plasmac how an I start at a definite gcode line again?
Last edit: 21 Apr 2020 21:28 by CNCFred.
Please Log in or Create an account to join the conversation.
- thefabricator03
-
- Visitor
-
21 Apr 2020 21:27 #165013
by thefabricator03
Replied by thefabricator03 on topic Bought material, the journey continues.
What amperage machine are you using? A large more powerful machine will have a deeper penetration. But you might be able to get away with 30mm on a small machine.
Please Log in or Create an account to join the conversation.
- CNCFred
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 217
- Thank you received: 43
21 Apr 2020 21:29 #165014
by CNCFred
Replied by CNCFred on topic Bought material, the journey continues.
75 Ampere Max it displays... OK.. Thx
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-

Less
More
- Posts: 5711
- Thank you received: 2100
22 Apr 2020 00:23 - 22 Apr 2020 00:25 #165024
by phillc54
Replied by phillc54 on topic Bought material, the journey continues.
You could try one of the hole cutting methods that come with PlasmaC, they both disable THC.
linuxcnc.org/docs/2.8/html/plasma/plasma...le_cutting_automatic
linuxcnc.org/docs/2.8/html/plasma/plasma...le_cutting_automatic
Last edit: 22 Apr 2020 00:25 by phillc54.
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.358 seconds