Exiting conversational
- andypugh
-

- Online
- Moderator
-

Less
More
- Posts: 19863
- Thank you received: 4636
24 Oct 2021 23:21 #224143
by andypugh
Replied by andypugh on topic Exiting conversational
A few tack welds to hold the material down to the slats might be an option?I do sometimes add a weight to it. But there is not any material left to do much with so you have to be careful about collisions.!
The following user(s) said Thank You: rodw
Please Log in or Create an account to join the conversation.
- rodw
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 11953
- Thank you received: 4069
25 Oct 2021 03:49 #224181
by rodw
Who would think to do that at the beginning of a job? There is no problem then!")
Actually, the system handles the warped material remarkably well. Half of it happens after a section has been cut so its never as bad as that photo shows.
I just get impatient with the probing and want to make it faster. I think it can be done fairly easily. I just get distracted with other projects.
Replied by rodw on topic Exiting conversational
[/quote]A few tack welds to hold the material down to the slats might be an option?
Who would think to do that at the beginning of a job? There is no problem then!
Actually, the system handles the warped material remarkably well. Half of it happens after a section has been cut so its never as bad as that photo shows.
I just get impatient with the probing and want to make it faster. I think it can be done fairly easily. I just get distracted with other projects.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4069
25 Oct 2021 04:09 #224189
by rodw
[/code]
Still says this script is only useful for RIP systems,
I'll check a couple more things.
Replied by rodw on topic Exiting conversational
If it only QtPlasmaC that you are having path issues with then you can easily change the type in installation:
linuxcnc.org/docs/devel/html/plasma/qtpl...inuxcnc_installation
[code]source ~/linuxcnc-dev/scripts/rip-environmentStill says this script is only useful for RIP systems,
I'll check a couple more things.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4069
26 Oct 2021 02:06 #224318
by rodw
Replied by rodw on topic Exiting conversational
Well, this is a bit strange, I managed to build a RIP in another folder ~/linuxcnc-pla and when it loads, I get these messages despite both settings being in the ini file.
<commandline>:0: Pin 'ini.z.max_limit' does not exist
<commandline>:0: Pin 'ini.z.min_limit' does not exist
Just after that I get
hm2/hm2_7i76e.0: error finishing read! iter=3073
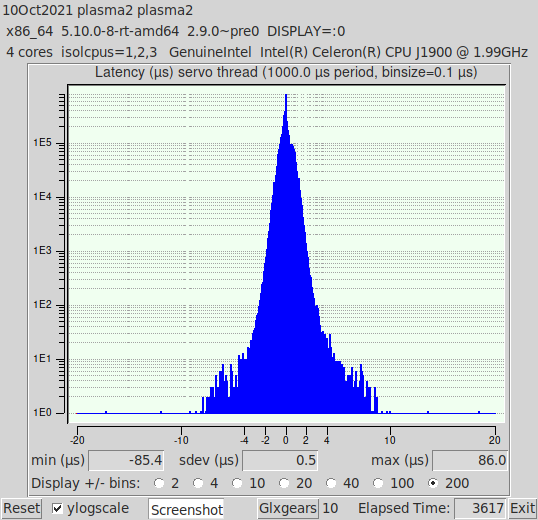
I know that shuts down Linuxcnc but I've never seen this before so here is the outputPing is
and I have set the coalescing. not sure if it was required or not but it did improve ping time marginally.
Latency is not an issue.
Is there something with QT or QTplasmac that needs reinstalling in the new RIP installation? It would seem the overrun is due to the software (QT/QTplasmac)
<commandline>:0: Pin 'ini.z.max_limit' does not exist
<commandline>:0: Pin 'ini.z.min_limit' does not exist
Just after that I get
hm2/hm2_7i76e.0: error finishing read! iter=3073
I know that shuts down Linuxcnc but I've never seen this before so here is the output
plasma2@plasma2:~$ halcmd show param *tmax
Parameters:
Owner Type Dir Value Name
68 s32 RW 1320 abs.0.tmax
38 s32 RW 1920 and2.0.tmax
38 s32 RW 1368 and2.1.tmax
38 s32 RW 960 and2.2.tmax
38 s32 RW 816 and2.3.tmax
38 s32 RW 1104 and2.4.tmax
38 s32 RW 11328 and2.5.tmax
38 s32 RW 1104 and2.6.tmax
38 s32 RW 792 and2.7.tmax
38 s32 RW 624 and2.8.tmax
47 s32 RW 1608 conv-float-s32.0.tmax
50 s32 RW 0 conv-s32-bit.0.tmax
95 s32 RW 1344 db_arc-ok.tmax
95 s32 RW 1224 db_breakaway.tmax
95 s32 RW 1944 db_float.tmax
95 s32 RW 936 db_ohmic.tmax
23 s32 RW 1728 estop-latch.0.tmax
23 s32 RW 10944 estop-latch.1.tmax
23 s32 RW 1200 estop-latch.2.tmax
23 s32 RW 912 estop-latch.3.tmax
83 s32 RW 0 hm2_7i76e.0.read-request.tmax
83 s32 RW 1693200 hm2_7i76e.0.read.tmax
83 s32 RW 106896 hm2_7i76e.0.write.tmax
62 s32 RW 3240 ilowpass.0.tmax
19 s32 RW 6456 motion-command-handler.tmax
19 s32 RW 76896 motion-controller.tmax
65 s32 RW 840 mult2.0.tmax
65 s32 RW 1152 mult2.1.tmax
65 s32 RW 1296 mult2.2.tmax
65 s32 RW 1032 mult2.3.tmax
71 s32 RW 1632 mux2.0.tmax
71 s32 RW 720 mux2.1.tmax
53 s32 RW 1776 mux4.0.tmax
56 s32 RW 1464 mux8.0.tmax
74 s32 RW 1176 not.0.tmax
89 s32 RW 4704 ohmicsense.tmax
29 s32 RW 1368 or2.0.tmax
29 s32 RW 888 or2.1.tmax
29 s32 RW 1080 or2.2.tmax
29 s32 RW 10344 or2.3.tmax
29 s32 RW 816 or2.4.tmax
29 s32 RW 1032 or2.5.tmax
86 s32 RW 2784 pid.s.do-pid-calcs.tmax
86 s32 RW 11232 pid.x.do-pid-calcs.tmax
86 s32 RW 2376 pid.y.do-pid-calcs.tmax
86 s32 RW 2088 pid.y2.do-pid-calcs.tmax
86 s32 RW 11280 pid.z.do-pid-calcs.tmax
92 s32 RW 14304 plasmac.tmax
59 s32 RW 1248 select8.0.tmax
20 s32 RW 1767576 servo-thread.tmax
35 s32 RW 12696 siggen.0.update.tmax
80 s32 RW 1536 stepboost.0.tmax
77 s32 RW 3168 thcad10.tmax
41 s32 RW 1584 toggle.0.tmax
44 s32 RW 1392 toggle2nist.0.tmax
32 s32 RW 840 xor2.0.tmax
plasma2@plasma2:~$ ping 10.10.10.10
PING 10.10.10.10 (10.10.10.10) 56(84) bytes of data.
64 bytes from 10.10.10.10: icmp_seq=1 ttl=64 time=0.103 ms
64 bytes from 10.10.10.10: icmp_seq=2 ttl=64 time=0.106 ms
64 bytes from 10.10.10.10: icmp_seq=3 ttl=64 time=0.105 ms
64 bytes from 10.10.10.10: icmp_seq=4 ttl=64 time=0.103 msLatency is not an issue.
Is there something with QT or QTplasmac that needs reinstalling in the new RIP installation? It would seem the overrun is due to the software (QT/QTplasmac)
Attachments:
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
26 Oct 2021 02:57 #224319
by phillc54
Replied by phillc54 on topic Exiting conversational
What is the complete output in the terminal?
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4069
26 Oct 2021 04:02 #224323
by rodw
I've still got the debs I made earlier so may revert to them ...
Replied by rodw on topic Exiting conversational
I'll let you know later. I accidentally deleted my linuxcnc folder. Have no idea how... I am rebuilding the linuxcnc-dev folder so I'll see how it goes...What is the complete output in the terminal?
I've still got the debs I made earlier so may revert to them ...
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
26 Oct 2021 04:21 #224324
by phillc54
Replied by phillc54 on topic Exiting conversational
One possible reason for the error is that the directory link to qtplasmac in the config folder is pointing to the wrong place, eg you had a link for a package build when it should be a link for a rip build.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4069
28 Oct 2021 05:25 #224547
by rodw
Replied by rodw on topic Exiting conversational
Well I think I am a happy camper now. I have been adding some enhancements using some spare outputs on my MPG.
I've now got voltage, feed and rapid overrides via my 6 axis MPG using the spare pins.
Is there a way to use a MPG for the jog override slider? I could not see a way in Halui or QTplasmac.
Also, another member wanted to default the file sort order to be descending on dates. This makes sense as the files just added are at the top of the list when you get to the machine.
I don't think its a QTP issue but the QT filemanager seems to be where this is displayed. see this file
github.com/LinuxCNC/linuxcnc/blob/master...file_manager.py#L116
Does the Numeric parameter on that line refer to the column number?
It would be great if Mr Phil and Mr Morley could put their heads together on that one. It would be awesome of sort column and default order could be set in the ini file or saved in a prefs file between sessions.
I've now got voltage, feed and rapid overrides via my 6 axis MPG using the spare pins.
Is there a way to use a MPG for the jog override slider? I could not see a way in Halui or QTplasmac.
Also, another member wanted to default the file sort order to be descending on dates. This makes sense as the files just added are at the top of the list when you get to the machine.
I don't think its a QTP issue but the QT filemanager seems to be where this is displayed. see this file
github.com/LinuxCNC/linuxcnc/blob/master...file_manager.py#L116
Does the Numeric parameter on that line refer to the column number?
It would be great if Mr Phil and Mr Morley could put their heads together on that one. It would be awesome of sort column and default order could be set in the ini file or saved in a prefs file between sessions.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4069
28 Oct 2021 05:53 #224549
by rodw
Replied by rodw on topic Exiting conversational
Also in the very early days plasmac had a park button in the GUI. What are the gcode commands to achieve that? I'm not strong with Gcode. I leave it to Sheetcam.
Please Log in or Create an account to join the conversation.
- snowgoer540
-

- Offline
- Moderator
-
Less
More
- Posts: 2552
- Thank you received: 883
28 Oct 2021 08:48 - 28 Oct 2021 08:49 #224554
by snowgoer540
I have these buttons set up on my wide screen monitor such that they form a quadrant that matches where the torch would go on the table if viewed from the top down, in the last two rows of buttons. They allow me to park the torch at the extents of my table with a click.
Obviously you'll have to change them to match your table dimensions and from dinosaurs to metrics.
Replied by snowgoer540 on topic Exiting conversational
Also in the very early days plasmac had a park button in the GUI. What are the gcode commands to achieve that? I'm not strong with Gcode. I leave it to Sheetcam.
I have these buttons set up on my wide screen monitor such that they form a quadrant that matches where the torch would go on the table if viewed from the top down, in the last two rows of buttons. They allow me to park the torch at the extents of my table with a click.
BUTTON_13_NAME = G53\X0Y51
BUTTON_13_CODE = g53 g0 x0 y51
BUTTON_14_NAME = G53\X51Y51
BUTTON_14_CODE = g53 g0 x51 y51
BUTTON_15_NAME = G53\X0Y0
BUTTON_15_CODE = g53 g0 x0 y0
BUTTON_16_NAME = G53\X51Y0
BUTTON_16_CODE = g53 g0 x51 y0Obviously you'll have to change them to match your table dimensions and from dinosaurs to metrics.
Last edit: 28 Oct 2021 08:49 by snowgoer540.
The following user(s) said Thank You: rodw
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.158 seconds