Can't run first job with qtdragon_hd
- ucancallmebob89
- Offline
- Senior Member
-

Less
More
- Posts: 44
- Thank you received: 8
21 Dec 2021 21:53 - 21 Dec 2021 21:56 #229661
by ucancallmebob89
Can't run first job with qtdragon_hd was created by ucancallmebob89
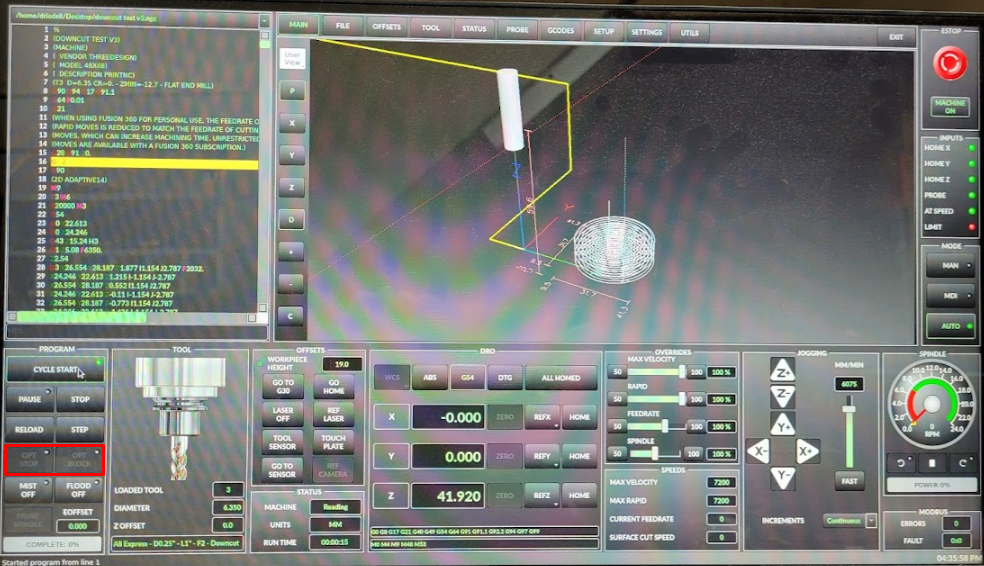
Feeling pretty stumped. I'm trying to run my first job with qtdragon_hd and the "downcut test v3.ngc" program always stops at line 16.
After I started LinuxCNC, I followed these steps:
After I started LinuxCNC, I followed these steps:
- home axes
- select tool
- open my .ngc file
- zero my G54 offsets
- Select AUTO mode on right hand side
- Select CYCLE START
The behavior I'm seeing is the Z axis moves up to Z0 (top of travel) and then down 5mm. Then nothing happens. Looking through the gcode I can't figure out why it would hang on this line.
I can jog just fine, I can interact with the machine over MDI, I can start and stop my spindle with the spindle controls. I'm not sure why it's hanging.
Also, can someone explain to me what the OPT STOP and OPT BLOCK buttons are for?
Last edit: 21 Dec 2021 21:56 by ucancallmebob89.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19876
- Thank you received: 4642
21 Dec 2021 22:11 #229670
by andypugh
Replied by andypugh on topic Can't run first job with qtdragon_hd
This sounds like a problem with the spindle-at-speed signal.
Can you checl (with Halmeter) if this is true or false at the point where motion stops?
You have the loop set up, but also a call in pyvcp_options.hal that tries to set it. (though I don't see that being called)
Can you checl (with Halmeter) if this is true or false at the point where motion stops?
You have the loop set up, but also a call in pyvcp_options.hal that tries to set it. (though I don't see that being called)
The following user(s) said Thank You: ucancallmebob89
Please Log in or Create an account to join the conversation.
- ucancallmebob89
- Offline
- Senior Member
-
Less
More
- Posts: 44
- Thank you received: 8
21 Dec 2021 22:51 #229676
by ucancallmebob89
Replied by ucancallmebob89 on topic Can't run first job with qtdragon_hd
That sounds plausible, I got a bit confused when setting up my HAL files originally. I'll take another look at them tonight after the kids go to bed
Please Log in or Create an account to join the conversation.
- ucancallmebob89
- Offline
- Senior Member
-
Less
More
- Posts: 44
- Thank you received: 8
22 Dec 2021 15:39 #229740
by ucancallmebob89
Replied by ucancallmebob89 on topic Can't run first job with qtdragon_hd
Ok so in trying to clean up my hal files, I'm trying to figure out how to connect these LEDs to the axis home status.
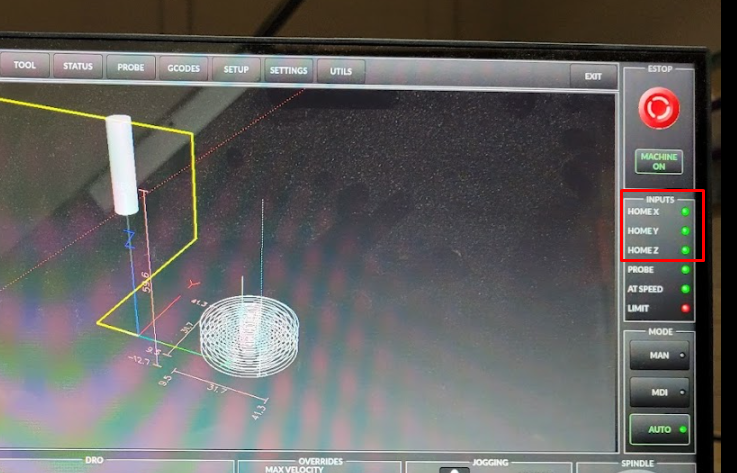
I think each one needs to be connected to the joint.[x].homed pin in my custom_postgui.hal file. I dug into qtdragon_hd.ui and found a widget named "hal_led_home_x", but when I opened qtdragon_hd_handler.py I can't find any reference to this widget. I thought it would have an event handler or something like it.
In custom_postgui.hal I tried to dobut when I launch LinuxCNC it I get a "Pin 'qtdragon.hal_led_home_x' does not exist" error.
I think each one needs to be connected to the joint.[x].homed pin in my custom_postgui.hal file. I dug into qtdragon_hd.ui and found a widget named "hal_led_home_x", but when I opened qtdragon_hd_handler.py I can't find any reference to this widget. I thought it would have an event handler or something like it.
In custom_postgui.hal I tried to do
net x-is-homed qtdragon.hal_led_home_x <= joint.0.homedAttachments:
Please Log in or Create an account to join the conversation.
- ucancallmebob89
- Offline
- Senior Member
-
Less
More
- Posts: 44
- Thank you received: 8
22 Dec 2021 17:04 #229745
by ucancallmebob89
Replied by ucancallmebob89 on topic Can't run first job with qtdragon_hd
I opened up halmeter and ran the program. When it stops, it looks like all of the spindle-related signals are FALSE except spindle-comm-ok.
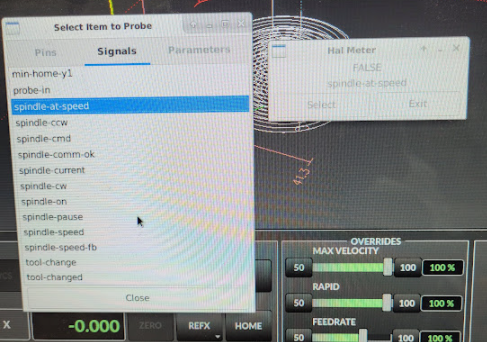
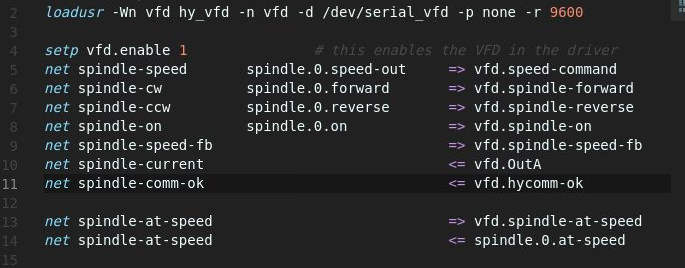
I do have a separate HAL file called vfd.hal that has my spindle signals.
I do have a separate HAL file called vfd.hal that has my spindle signals.
loadusr -Wn vfd hy_vfd -n vfd -d /dev/serial_vfd -p none -r 9600
setp vfd.enable 1 # this enables the VFD in the driver
net spindle-speed spindle.0.speed-out => vfd.speed-command
net spindle-cw spindle.0.forward => vfd.spindle-forward
net spindle-ccw spindle.0.reverse => vfd.spindle-reverse
net spindle-on spindle.0.on => vfd.spindle-on
net spindle-speed-fb => vfd.spindle-speed-fb
net spindle-current <= vfd.OutA
net spindle-comm-ok <= vfd.hycomm-ok
net spindle-at-speed => vfd.spindle-at-speed
net spindle-at-speed <= spindle.0.at-speedAttachments:
Please Log in or Create an account to join the conversation.
- hottabich
- Offline
- Platinum Member
-

Less
More
- Posts: 574
- Thank you received: 96
22 Dec 2021 17:27 #229747
by hottabich
Replied by hottabich on topic Can't run first job with qtdragon_hd
Hello. This is StateLed. In the designer, you need to change off_color to a different color. And to get hal_pin_x, you need to select it in the designer. I think the screenshots will help you.
The following user(s) said Thank You: ucancallmebob89
Please Log in or Create an account to join the conversation.
- ucancallmebob89
- Offline
- Senior Member
-
Less
More
- Posts: 44
- Thank you received: 8
22 Dec 2021 19:46 #229756
by ucancallmebob89
Replied by ucancallmebob89 on topic Can't run first job with qtdragon_hd
That was super helpful, thank you! I didn't realize qtdragon_hd.ui had the color and off-color both defined as green by default. That really should be changed to avoid this confusion.
Please Log in or Create an account to join the conversation.
- ucancallmebob89
- Offline
- Senior Member
-
Less
More
- Posts: 44
- Thank you received: 8
22 Dec 2021 20:02 #229758
by ucancallmebob89
Replied by ucancallmebob89 on topic Can't run first job with qtdragon_hd
Ok so after cleaning up my .hal files this is what I have right now in my PrintNC config folder. I'm still seeing the behavior where the job hangs at line 16.
I did a HAL show on several relevant pins.
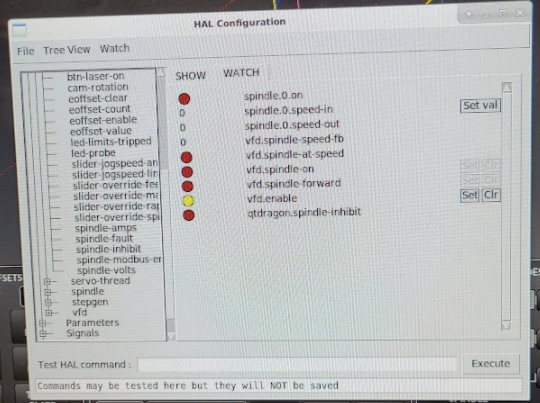
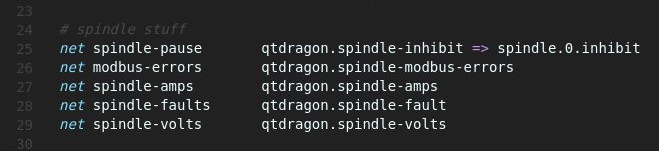
In my custom_postgui.hal I have these spindle settings:
And in vfd.hal I have these spindle settings:
Do I need a line that does "setp spindle-at-speed true"? Because I thought the point of having the serial connection to the VFD is that it can tell me when it is at speed instead of manually setting it.
I did a HAL show on several relevant pins.
In my custom_postgui.hal I have these spindle settings:
And in vfd.hal I have these spindle settings:
Do I need a line that does "setp spindle-at-speed true"? Because I thought the point of having the serial connection to the VFD is that it can tell me when it is at speed instead of manually setting it.
Please Log in or Create an account to join the conversation.
- ucancallmebob89
- Offline
- Senior Member
-
Less
More
- Posts: 44
- Thank you received: 8
23 Dec 2021 04:02 #229788
by ucancallmebob89
Replied by ucancallmebob89 on topic Can't run first job with qtdragon_hd
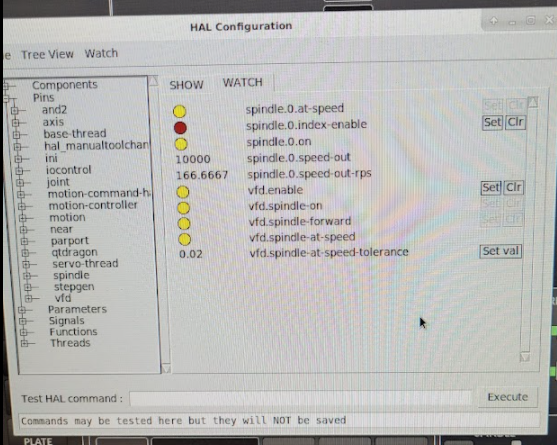
So I'm thinking now that this is not a spindle-at-speed problem. I just did hal show on a bunch of spindle and vfd related pins while running the spindle manually and then while attempting to run my gcode file.
Manually turning spindle on:
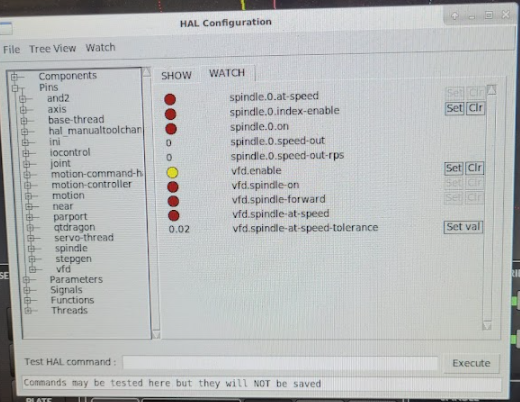
Running my gcode file:
Everything seems to be working fine when I turn on the spindle in manual mode. Is there something weird going on in my gcode file?
Manually turning spindle on:
Running my gcode file:
Everything seems to be working fine when I turn on the spindle in manual mode. Is there something weird going on in my gcode file?
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7341
- Thank you received: 2164
23 Dec 2021 06:30 #229794
by cmorley
Replied by cmorley on topic Can't run first job with qtdragon_hd
your program runs fine on a sim config.
Please Log in or Create an account to join the conversation.
Moderators: cmorley
Time to create page: 0.443 seconds