Run from line problem
- MaHa
- Offline
- Platinum Member
-

Less
More
- Posts: 532
- Thank you received: 235
30 Jan 2021 12:49 - 15 Jun 2021 00:21 #197151
by MaHa
Replied by MaHa on topic Run from line problem
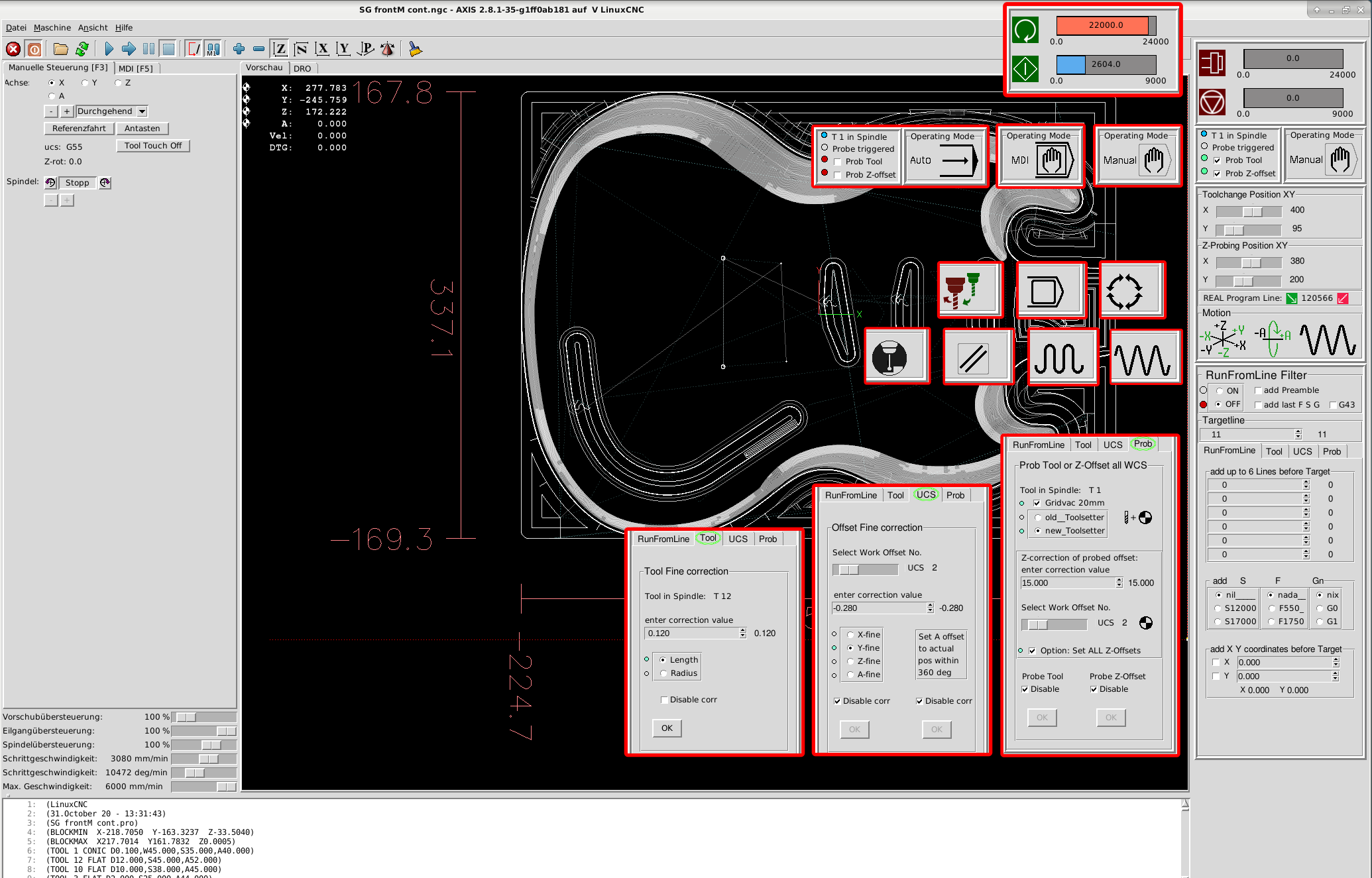
Screenshot from my documentation for the sidepanel. Redframed, the options to be displayed.
Minor modifications on the RunFromLineFilter, works very good now and is extensively used.
I did some extensions of the panel during the year, then felt like cleaning up and removing some. Only a few images to display operating mode, motion type and the moving axis are left, providing clarity about current operating mode and motion. On the other hand, added some tabs for tool and offset fine correction. The tab for probing tool and offset before running a program, solves the problem with inconsistent preview/toolpath, which otherwise won't be congruent.
Using slider,checkbox and radiobutton reduces the effort needed to check the entered data for integrity. All OK button can get armed only when not in auto mode, and are auto disabled after, so almost no accidentally corrections possible. Logging offsets, corrections and probing results. Easy to undo the history, if required.
Anyway, it's about machining parts and not starring at features on screen. Very useful with pyvcp, Ctrl + E makes the panel disapear, if required.
Very basic, slim keyboard, mouse and no touchscreen

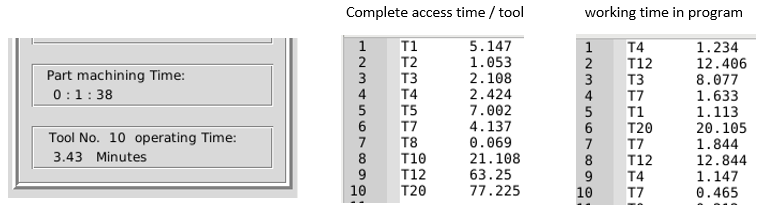
And finally the timers are running
Monitoring tool operating time:
all 3 must be active to count tool operating time.
Reset timer on toolchange
For Tool operating time, i modified the time component to return only time in minutes. For Log, the operating time for tools is saved in a file with tools ascending. Another file, has an entry for each tool/time.
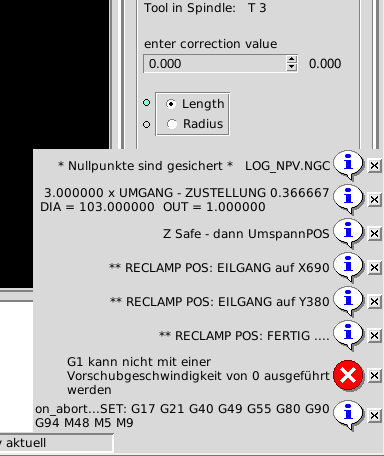
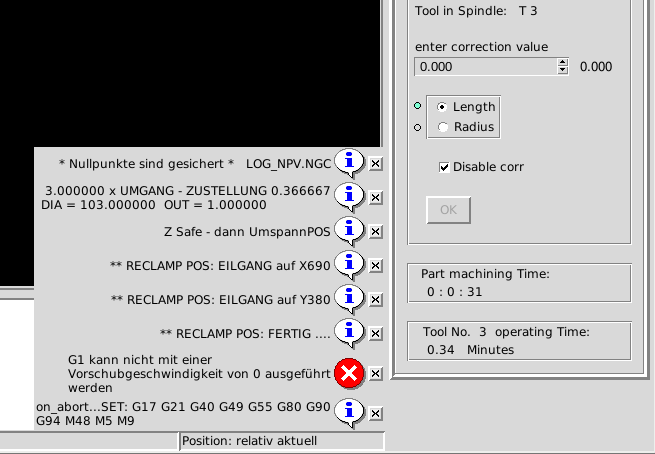
Check another item on to do list. The Notification popup, hiding parts of the sidepanel. shifted by edit /usr/bin/axis (py) line 337, enter an -X value.
Appearance before and after

Minor modifications on the RunFromLineFilter, works very good now and is extensively used.
I did some extensions of the panel during the year, then felt like cleaning up and removing some. Only a few images to display operating mode, motion type and the moving axis are left, providing clarity about current operating mode and motion. On the other hand, added some tabs for tool and offset fine correction. The tab for probing tool and offset before running a program, solves the problem with inconsistent preview/toolpath, which otherwise won't be congruent.
Using slider,checkbox and radiobutton reduces the effort needed to check the entered data for integrity. All OK button can get armed only when not in auto mode, and are auto disabled after, so almost no accidentally corrections possible. Logging offsets, corrections and probing results. Easy to undo the history, if required.
Anyway, it's about machining parts and not starring at features on screen. Very useful with pyvcp, Ctrl + E makes the panel disapear, if required.
Very basic, slim keyboard, mouse and no touchscreen
And finally the timers are running
Monitoring tool operating time:
motion.current-vel
spindle.0.on
motion.motion-type 2 or 3 (G1 G2 G3)Reset timer on toolchange
For Tool operating time, i modified the time component to return only time in minutes. For Log, the operating time for tools is saved in a file with tools ascending. Another file, has an entry for each tool/time.
Check another item on to do list. The Notification popup, hiding parts of the sidepanel. shifted by edit /usr/bin/axis (py) line 337, enter an -X value.
Appearance before and after
Attachments:
Last edit: 15 Jun 2021 00:21 by MaHa.
The following user(s) said Thank You: HalaszAttila
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 235
10 Jan 2023 22:39 #261504
by MaHa
Replied by MaHa on topic Run from line problem
My project, 'run from line filter' is still making progress, is integrated in the workflow. Sometimes change or add a feature.
If the filter is on, program lines are read, until target line, selected commands and values sampled, except after G10, semikolon and open bracket. (Don't read comments or coordinates after G10)
Create a preamble for restart with sampled:
Error- checking for 'is on' (cancel file output but print something like: print " M2 ;ERROR - G41 / G42 is ON")
If a new file is loaded, the filter turns off
Possible to load 6 lines from before target line. Can be used for lines with Toolchange, probing, setting variables....
Set X and Y coordinates for move to position before targetline.
The new stuff:
A component, showing the (virtual) linenumber from the original file (targetline minus added lines plus motion.program.line)
It is reset by restart or a new file loaded.
Also possible now to restart with arc moves. Some 3d jobs include so many G2 G3 moves. To restart with, (no cuttercompensation G41 G42 used), set the linenumber with last X Y (end_of_arc) before target line.
If the target line has no G2 G3, the sampled command is inserted.
The option, repos to last Z position, is done with sampled feed. Here a yesno box apears, need to confirm the Z movement to last Z pos.
Years ago, i used run from here, rammed an endmill through an expensive part and almost through the old machines table, also had to realign geometry. Then started testing workarounds. The first attemps were awkward to use. Now is simple. Just do the settings, reload, start.
A sample how the panel looks at the moment, and the formating of the file with inserted lines, marked to recognize them and double check before run.
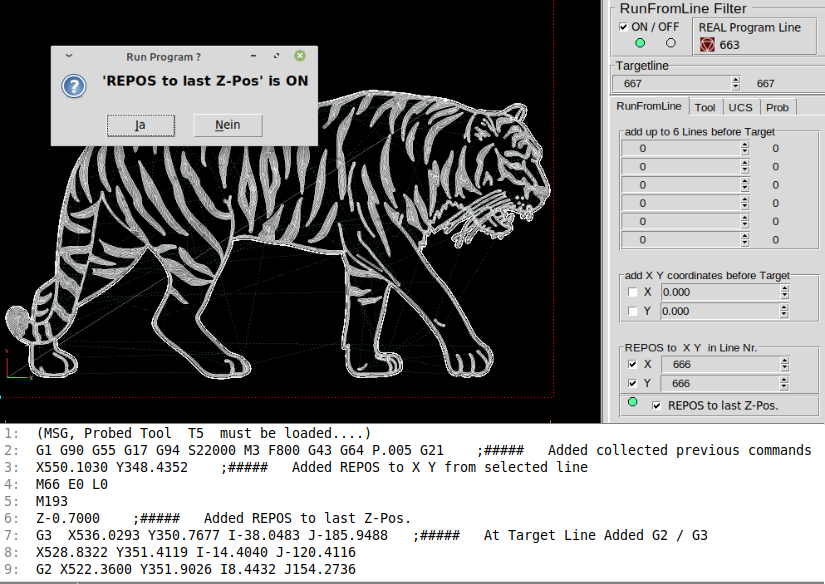
If the filter is on, program lines are read, until target line, selected commands and values sampled, except after G10, semikolon and open bracket. (Don't read comments or coordinates after G10)
Create a preamble for restart with sampled:
- rapid / linear / Arc G0 / G1 / G2 / G3
- distance mode G90 / G91
- coordinate system G54 - G59.3
- plane G17 G18 G19
- feed rate mode G93 / G94
- spindle speed S
- spindle control M3 / M5
- feed F
- tool length comp G43 / G49
- path blending G64 Pn
- units G20 / G21
Error- checking for 'is on' (cancel file output but print something like: print " M2 ;ERROR - G41 / G42 is ON")
- G91
- G41 / G42
- Canned Cycle
- Required Tool not loaded
If a new file is loaded, the filter turns off
Possible to load 6 lines from before target line. Can be used for lines with Toolchange, probing, setting variables....
Set X and Y coordinates for move to position before targetline.
The new stuff:
A component, showing the (virtual) linenumber from the original file (targetline minus added lines plus motion.program.line)
It is reset by restart or a new file loaded.
Also possible now to restart with arc moves. Some 3d jobs include so many G2 G3 moves. To restart with, (no cuttercompensation G41 G42 used), set the linenumber with last X Y (end_of_arc) before target line.
If the target line has no G2 G3, the sampled command is inserted.
The option, repos to last Z position, is done with sampled feed. Here a yesno box apears, need to confirm the Z movement to last Z pos.
Years ago, i used run from here, rammed an endmill through an expensive part and almost through the old machines table, also had to realign geometry. Then started testing workarounds. The first attemps were awkward to use. Now is simple. Just do the settings, reload, start.
A sample how the panel looks at the moment, and the formating of the file with inserted lines, marked to recognize them and double check before run.
Attachments:
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
Time to create page: 0.473 seconds