Mesa 7i76e setup help!
- vmihalca
- Offline
- Platinum Member
-

Less
More
- Posts: 346
- Thank you received: 22
04 Dec 2016 13:48 #83666
by vmihalca
Replied by vmihalca on topic Mesa 7i76e setup help!
Hi guys,
After a few trial and error attempts, I have managed to wire the pendant inspiring from this example:
linuxcnc.org/docs/html/examples/mpg.html
I can't say I actually know what I did, I've mostly used intuition to change the custom.hal file.
I can jog the X axis, the increments 0.1, 0.01 and 0.001 are working now (don't know why )
)
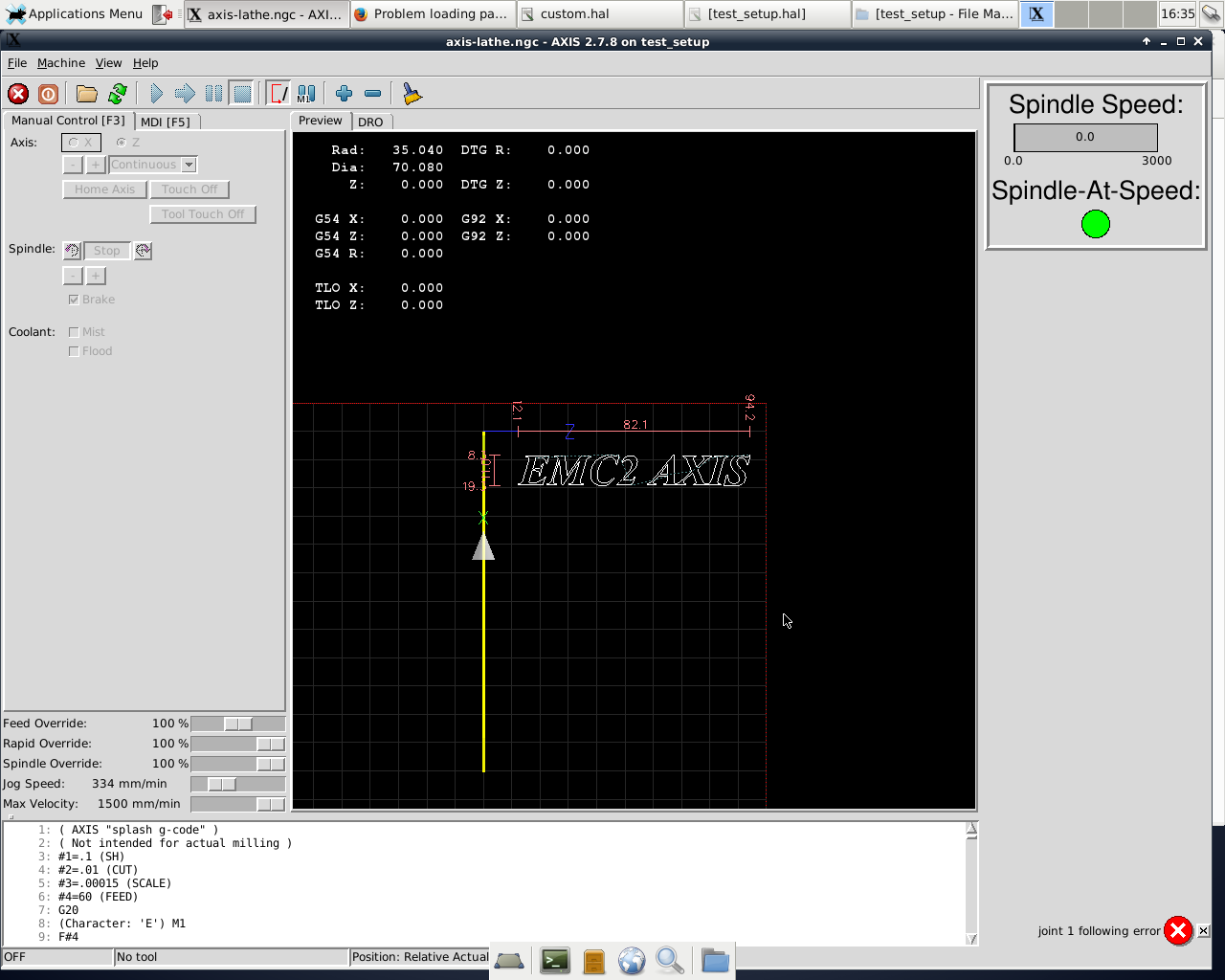
However Z axis is not working, and after a few spins I get the error that can be seen in the attachment.
What do I have to change to update the axis selection in the UI as I select the knob on the pendant?
Right now, if the pendant is set to jog the X axis, turning the mpg wheel, will jog the X axis even if in the UI the selected axis is Z.
When trying to jog the Z axis, what does that error mean ?
I have also attached the hal files so that you guys can take a look.
Thanks in advance!")
After a few trial and error attempts, I have managed to wire the pendant inspiring from this example:
linuxcnc.org/docs/html/examples/mpg.html
I can't say I actually know what I did, I've mostly used intuition to change the custom.hal file.
I can jog the X axis, the increments 0.1, 0.01 and 0.001 are working now (don't know why
)However Z axis is not working, and after a few spins I get the error that can be seen in the attachment.
What do I have to change to update the axis selection in the UI as I select the knob on the pendant?
Right now, if the pendant is set to jog the X axis, turning the mpg wheel, will jog the X axis even if in the UI the selected axis is Z.
When trying to jog the Z axis, what does that error mean ?
I have also attached the hal files so that you guys can take a look.
Thanks in advance!
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
05 Dec 2016 10:18 #83691
by andypugh
Replied by andypugh on topic Mesa 7i76e setup help!
I think that the problem is that your custom.hal is trying to jog joint.1 and the Z-axis is joint.2.
In the next version of LinuxCNC a lathe will typically have just two joints (0 and 1) but in 2.7 (which is what you are using) the Z axis is still joint / axis 2.
Change the 1s to 2s in your custom.hal and it will probably work.
In the next version of LinuxCNC a lathe will typically have just two joints (0 and 1) but in 2.7 (which is what you are using) the Z axis is still joint / axis 2.
Change the 1s to 2s in your custom.hal and it will probably work.
Please Log in or Create an account to join the conversation.
- vmihalca
- Offline
- Platinum Member
-
Less
More
- Posts: 346
- Thank you received: 22
06 Dec 2016 20:37 #83720
by vmihalca
Replied by vmihalca on topic Mesa 7i76e setup help!
Yes it worked!  Thanks!
Thanks!
How can I change the selected axis in the UI when I switch between X and Z ? I suppose this should be doable!
Thanks!How can I change the selected axis in the UI when I switch between X and Z ? I suppose this should be doable!
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
07 Dec 2016 13:14 #83742
by andypugh
Replied by andypugh on topic Mesa 7i76e setup help!
Axis has some pins to allow you to choose the active axis from the GUI, but I don't think it has a way to change the radio buttons from HAL.
linuxcnc.org/docs/2.7/html/gui/axis.html#_axisui_pins
It is possible (I haven't tried it) that Axis follows the selection on halui: halui.joint.N.select
linuxcnc.org/docs/2.7/html/man/man1/halui.1.html
linuxcnc.org/docs/2.7/html/gui/axis.html#_axisui_pins
It is possible (I haven't tried it) that Axis follows the selection on halui: halui.joint.N.select
linuxcnc.org/docs/2.7/html/man/man1/halui.1.html
Please Log in or Create an account to join the conversation.
- vmihalca
- Offline
- Platinum Member
-
Less
More
- Posts: 346
- Thank you received: 22
26 Dec 2016 14:40 #84699
by vmihalca
Replied by vmihalca on topic Mesa 7i76e setup help!
Hi guys and happy holidays!
So far with your help I've managed to get my control box done.
I was trying today to wire configure my limit switches for the lathe.
For X axis I have set the limit switch to be Minimum X Travel & Home Axis
For Z axis I have set the limit switch to be Maximum Z Travel & Home Axis
From pncconf I have set the home search to be towards negative for X and toward positive for Z.
When I'm trying to home the axis, it travels to the limit switch, it hits the switch, backs off then it searches slower and then I get
"joint 0 on limit switch error" for X axis and joint 2 for Z axis
The limit switches are wired as normal closed.
Any idea why this error occurs & how should I fix it?
So far with your help I've managed to get my control box done.
I was trying today to wire configure my limit switches for the lathe.
For X axis I have set the limit switch to be Minimum X Travel & Home Axis
For Z axis I have set the limit switch to be Maximum Z Travel & Home Axis
From pncconf I have set the home search to be towards negative for X and toward positive for Z.
When I'm trying to home the axis, it travels to the limit switch, it hits the switch, backs off then it searches slower and then I get
"joint 0 on limit switch error" for X axis and joint 2 for Z axis
The limit switches are wired as normal closed.
Any idea why this error occurs & how should I fix it?
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-
Less
More
- Posts: 17996
- Thank you received: 5282
26 Dec 2016 15:03 - 26 Dec 2016 15:11 #84700
by PCW
Replied by PCW on topic Mesa 7i76e setup help!
One simple thing to check is if the limit switch polarity is right
With a 7I76 / 7I76E and NC switches(tied to field power) you should use the "-not" input pins
for limit and home switches (since these will be true when the switch is actuated as LinuxCNC expects)
With a 7I76 / 7I76E and NC switches(tied to field power) you should use the "-not" input pins
for limit and home switches (since these will be true when the switch is actuated as LinuxCNC expects)
Last edit: 26 Dec 2016 15:11 by PCW.
Please Log in or Create an account to join the conversation.
- vmihalca
- Offline
- Platinum Member
-
Less
More
- Posts: 346
- Thank you received: 22
26 Dec 2016 15:28 #84701
by vmihalca
Replied by vmihalca on topic Mesa 7i76e setup help!
They are, I have checked the invert checkbox. Without the invert checkbox, I was getting that error when starting linuxcnc.
Please Log in or Create an account to join the conversation.
- jtc
-

- Offline
- Premium Member
-

Less
More
- Posts: 147
- Thank you received: 12
26 Dec 2016 15:29 #84702
by jtc
Replied by jtc on topic Mesa 7i76e setup help!
if you are using limit switches has a home switch you need to use HOME_IGNORE_LIMITS
linuxcnc.org/docs/html/config/ini-homing...#_home_ignore_limits
João
linuxcnc.org/docs/html/config/ini-homing...#_home_ignore_limits
João
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 12049
- Thank you received: 4114
26 Dec 2016 20:55 #84713
by rodw
Replied by rodw on topic Mesa 7i76e setup help!
Also I found that with a shared home/limit switch, you have to position the sensor using HOME_OFFSET so that it is no longer enabled otherwise you will get a limit switch error as you exit the homing sequence.
The following user(s) said Thank You: TheFabricatorAG
Please Log in or Create an account to join the conversation.
- grossman83
- Offline
- New Member
-

Less
More
- Posts: 9
- Thank you received: 0
24 Feb 2018 18:53 #106440
by grossman83
Replied by grossman83 on topic Mesa 7i76e setup help!
I got my cnc lathe retrofit up and running a few years ago, and now I'd like to add two mpg wheels for X and Z. The problem is that I'm unsure as to how to set my 7i92 into Software Process Data Mode 2 as described in the 7i76 manual on page 24. (In case you're wondering I think I did my retrofit before there was a 7i76e so I've got the 7i76 plugged into a 7i92... this is basically a hacked way of having a 7i76e).
What I would like to do now to improve the usability of my lathe is to wire up the two mpg wheels, with an increment selector switch (0.0001/click, 0.001/click, 0.01/click) and a few other buttons such as tool length offset set (X,Z) and G54 set (Z only since it's a lathe and there isn't much point in having the G54 not on the Z axis).
Here's a brief description of what I've already got wired up and working
spindle encoder into the high speed encoder/counter on the 7i76
X servo step/dir enable wired into axis 0
Z servo step/dir enable wired into axis 2
Tool changer (it's a geneva mechanism with a vane sense hall effect chip) wired in and working with some custom ladder logic
Spindle speed/dir wired up to the analog output of the 7i76
Here are my .hal and .ini files.
Any help would be greatly appreciated. AGAIN, THE ONLY ISSUE I HAVE IS I HAVE NO IDEA HOW TO ENABLE SOFTWARE PROCESS DATA MODE 2. I've seen stuff on here about setting serial=2, but I don't have any serial in my .ini or .hal
Here's a link with pics/videos of the lathe from when I got it and ripped out all the electrical guts to how it is now more or less with some pics/videos of parts I've made. Many thanks to all the contributors to linuxcnc and these forums without which it would have been impossible to get this up and running.
goo.gl/photos/NEwdRg1oR9mfZdzk8
Thanks,
Marc
What I would like to do now to improve the usability of my lathe is to wire up the two mpg wheels, with an increment selector switch (0.0001/click, 0.001/click, 0.01/click) and a few other buttons such as tool length offset set (X,Z) and G54 set (Z only since it's a lathe and there isn't much point in having the G54 not on the Z axis).
Here's a brief description of what I've already got wired up and working
spindle encoder into the high speed encoder/counter on the 7i76
X servo step/dir enable wired into axis 0
Z servo step/dir enable wired into axis 2
Tool changer (it's a geneva mechanism with a vane sense hall effect chip) wired in and working with some custom ladder logic
Spindle speed/dir wired up to the analog output of the 7i76
Here are my .hal and .ini files.
Any help would be greatly appreciated. AGAIN, THE ONLY ISSUE I HAVE IS I HAVE NO IDEA HOW TO ENABLE SOFTWARE PROCESS DATA MODE 2. I've seen stuff on here about setting serial=2, but I don't have any serial in my .ini or .hal
Here's a link with pics/videos of the lathe from when I got it and ripped out all the electrical guts to how it is now more or less with some pics/videos of parts I've made. Many thanks to all the contributors to linuxcnc and these forums without which it would have been impossible to get this up and running.
goo.gl/photos/NEwdRg1oR9mfZdzk8
Thanks,
Marc
Please Log in or Create an account to join the conversation.
Time to create page: 0.143 seconds